(一)碳弧气刨的特点
它是利用石墨棒或碳棒作为电极,与工件间产生电弧将金属熔化,并用压缩空气将熔化金属吹除的一种表面加工沟槽的方法。
气刨时,电弧最高温度达6000~7000℃,放出的热量能使工件表面熔化,通过碳弧气刨喷嘴喷出的压缩空气(0.4~0.6MPa)将熔化了的金属和所生产的熔渣吹走。电弧不断燃烧,压缩空气连续吹掉熔融物,实现在金属表面上所需要加工的沟槽。
这种气刨工艺主要用于双面焊时,清除背面焊根、清除焊缝中的缺陷,也可以作为单件或不规则的焊道加工坡口。
碳弧气刨的加工功能与风铲或砂轮相比,具有下列特点:
1)手工碳弧气刨的灵活性较大,可进行全位置操作。
2)在清除焊缝或铸件的缺陷时,可以清楚地观察到缺陷的形状和深度。
3)操作时的噪声比风铲小,生产效率比它高。
4)对于受到限制的位置或可达性差的部位,碳弧气刨更适于操作。
5)碳弧气刨时有烟雾、粉尘,对环境有污染,同时对操作技术要求较高。
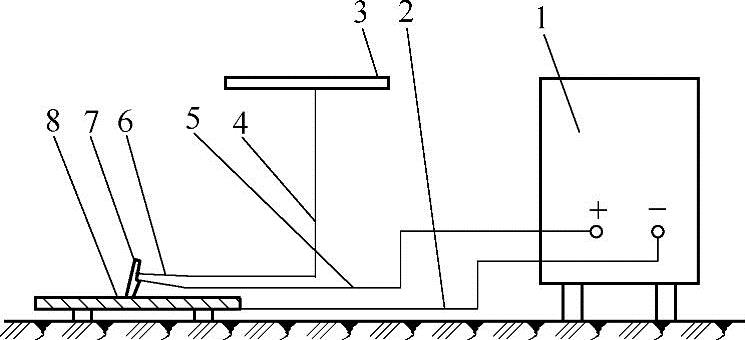
图6-4 碳弧气刨示意图
1—弧焊整流器 2—地线 3—压缩空气 4—空气导管 5—焊炬线 6—气刨枪 7—碳棒 8—工件
(二)碳弧气刨所用设备
碳弧气刨由电源、压缩空气气源、刨枪、碳棒、电缆和气管等组成,如图6-4所示。
电源采用陡降外特性的弧焊整流器,其额定电流应大于碳弧气刨所需的电流。例如,用ϕ7mm的圆形碳棒,需要碳弧气刨的切割电流为350A,宜选用额定电流为500A的弧焊整流器。
碳弧气刨的气刨枪主要用于夹持碳棒和吹送压缩空气。常用的气刨枪如图6-5所示,它有侧面送风和圆周送风两种形式。
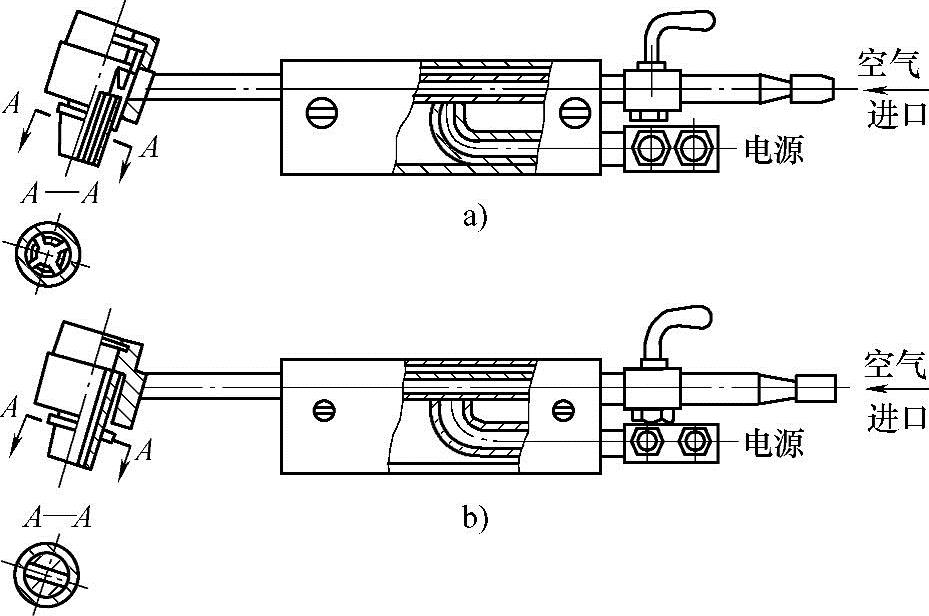
图6-5 常用碳弧气刨的气刨枪示意图
a)侧面送风气刨枪 b)圆周送风气刨枪
碳棒应具有耐高温、导电性好和不易折断的特点。为了提高其导电性和增加表面强度,往往在碳棒表面镀一层纯铜。碳棒分圆形和扁形(长方形断面)两种,圆形碳棒主要用于焊缝反面开槽;扁形碳棒可以用于开坡口、刨焊瘤和切割大量金属的场合。
(三)气刨工艺
为了获得优质的刨槽,必须有正确的工艺参数为保证,影响气刨质量的有下列因素:
1.电源极性
碳弧气刨不锈钢时,采用直流反极性连接(电极接电源正极),气刨时电弧稳定,刨削速度均匀,电弧发生连续的刷刷声,刨槽两侧宽窄一致,表面光滑明亮。若采用直流正极性连接(碳棒接电源负极),则电弧发生抖动,并发出断续的嘟嘟声,刨槽两侧呈现与气刨抖动声相对应的圆弧状,若有此现象发生,应将极性更换过来再重新进行气刨。
2.气刨电流与碳棒直径(https://www.daowen.com)
气刨电流增大时刨槽宽度增大,槽深增加,刨削速度也增快,可以获得较为光滑的刨槽质量。但若气刨电流过大,碳棒烧损较快,甚至碳棒熔化,会造成严重渗碳且刨槽表面粗糙;若气刨电流过小,则电弧不稳,刨槽小而浅,刨削速度不稳定,效率低且容易造成粘渣现象。表6-3介绍了常用碳弧气刨的参数。
表6-3 常用的碳弧气刨参数
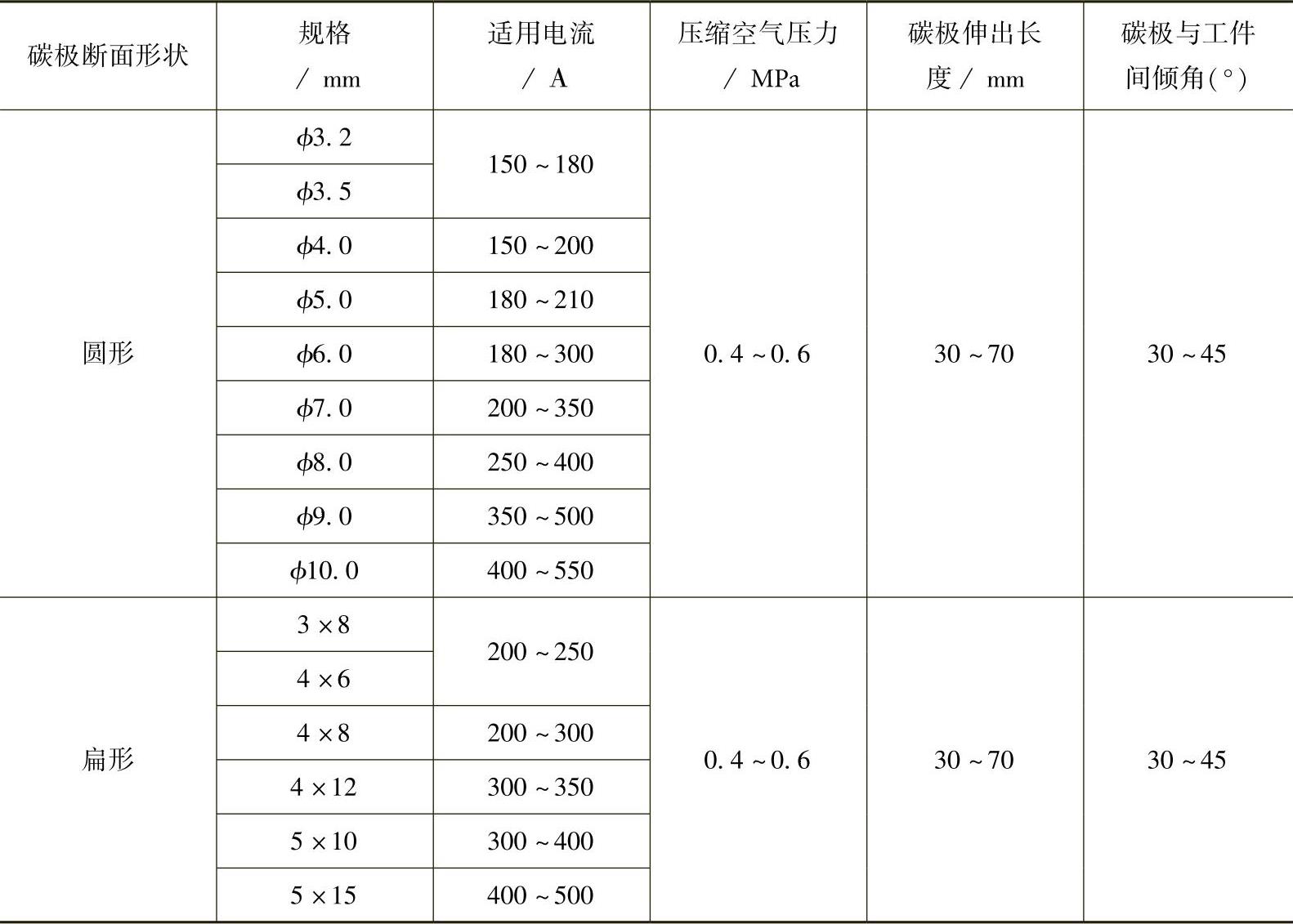
碳棒直径的选择与钢板厚度有关,见表6-4。它与所要求的刨槽宽度有关,碳棒直径越大,则刨槽越宽。一般碳棒直径应比所要求的刨槽宽度小2~4mm。
表6-4 碳棒直径的选择 (单位:mm)

3.刨削速度
它必须与气刨电流、风压相适应,才能保证气刨过程的正常进行。速度过快或碳棒极向下送进时过猛,碳极头部将碰到液态金属或碰到未熔化的金属上,电弧就会因短路而熄灭。速度过快,还会使碳极的头部脱落,粘在未熔化的金属上,产生夹碳缺陷。出现这种情况时,应在缺陷前端重新引弧,反手轻轻刨掉一层,将缺陷清除掉,再继续刨削。气刨速度过慢,则电弧拉长,会引起电弧不稳定,甚至熄弧。
一般刨削速度以0.8~1.2m/min为宜。
4.压缩空气压力
压缩空气压力会直接影响到刨削速度和刨槽表面质量。压力高,可提高刨削速度和刨槽表面的光滑程度;反之压力过低,则造成刨槽表面粘渣。
一般要求压缩空气压力为0.4~0.6MPa,压缩空气所含水分和油可通过压缩空气在管路上所安装的过滤器予以限制,过滤介质选用新硅胶为好。
5.碳极伸出长度
碳极伸出长度以30~70mm为佳。伸出长度过长,电阻增大,碳棒烧损严重;过短时,常常会由于刨枪的金属部分与被刨工件相碰而产生短路,使电弧不稳。
刨削过程中,碳棒烧损是正常的,碳棒伸出长度要断续进行调整。当伸出长度小于25mm时,应将碳极伸出长度重新调到70~80mm。
6.碳棒与工件间倾角
碳棒与工件间的倾角大小主要影响刨槽深度和刨削速度。倾角增大,则刨削深度增加,刨削速度减小;反之,则刨削深度减小而刨削速度增快。一般手工碳弧气刨倾角以30°~45ο为宜。
7.碳弧气刨的弧长
在刨削过程中应尽可能使电弧长度短一些,以2~3mm为宜。电弧弧长过短,容易引起夹碳缺陷;弧长过长,冷空气吹断电弧,使电弧不稳,甚至灭弧。电弧弧长过长还会使压缩空气的吹力不集中,被熔化的金属来不及吹走,使刨口热影响区增宽,刨口的表面粗糙度也变差。
此外,在刨削过程中,碳棒不要进行摆动,只要按预先选好的角度平直向前,就可以保证得到均匀的刨槽尺寸。
(四)碳弧气刨对不锈钢焊缝耐蚀性的影响
碳弧气刨不锈钢时,它可以通过渗碳和热作用来影响被刨金属表面,导致破坏不锈钢焊接接头耐晶间腐蚀的性能。表6-5列出了碳弧气刨18-8型不锈钢时碳含量的分析。从表中可以看出,碳弧气刨所产生的金属飞溅—熔渣,其w(C)高达1.3%,但气刨过程中渗碳的液态金属很快地被压缩空气吹走,刨槽表层w(C)只有0.075%,所以说碳弧气刨对18-8型不锈钢的渗碳作用是极其微小的。经实测,气刨后的金属表面渗碳层的深度一般仅在0.02~0.05mm之间,最深处也不超过0.11mm,且渗碳层又是断续的熔化金属。碳弧气刨虽然对被气刨表面有加热作用,但因弧柱下形成的高温液态金属很快被吹走,不再继续对气刨面起加热作用。可以这样认为碳弧气刨的热影响区比焊条电弧焊小,在正确的操作规范下,热影响区只1mm左右。由此可见,碳弧气刨对18-8型不锈钢的渗碳和热作用都是很微弱的。
表6-5 碳弧气刨18-8型不锈钢碳含量分析

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






