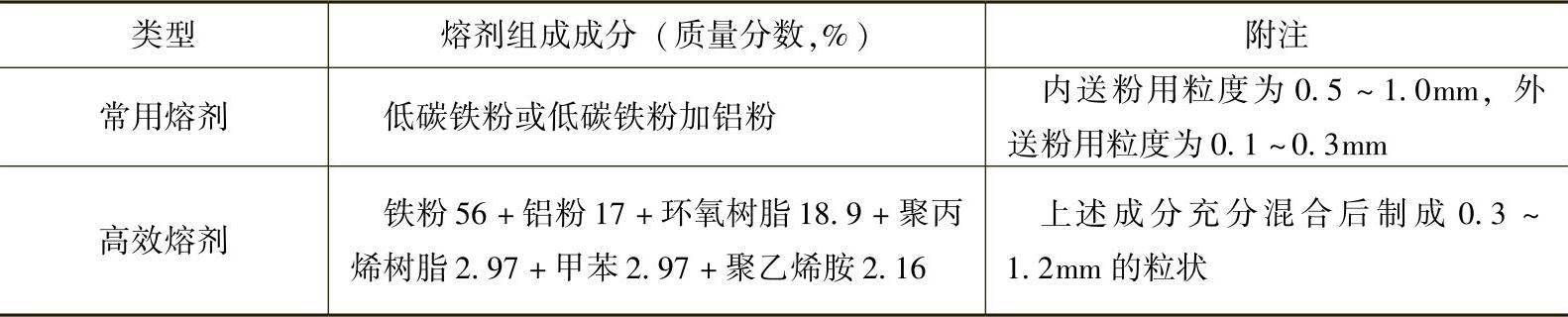
氧熔剂气割是指在切割氧流中加入纯铁粉或其他熔剂,利用它们的燃烧热和造渣作用实现气割的一种工艺。被熔化的铁氧化物和铬氧化物相混合,使它们成为稀释的熔渣,改善熔渣的流动性,在热量显著增加的情况下,形成一种混合液体熔渣,被切割氧从割缝中吹除。该工艺又称喷射粉末切割法,它可以切割较厚的不锈钢材和不锈钢铸造冒口。熔剂有常用型和高效型两种,其组成成分见表6-1。
表6-1 切割不锈钢的熔剂
氧熔剂切割的设备,按熔剂的输送方式不同,可分为两类。
(一)割嘴内送粉式氧熔剂切割工艺
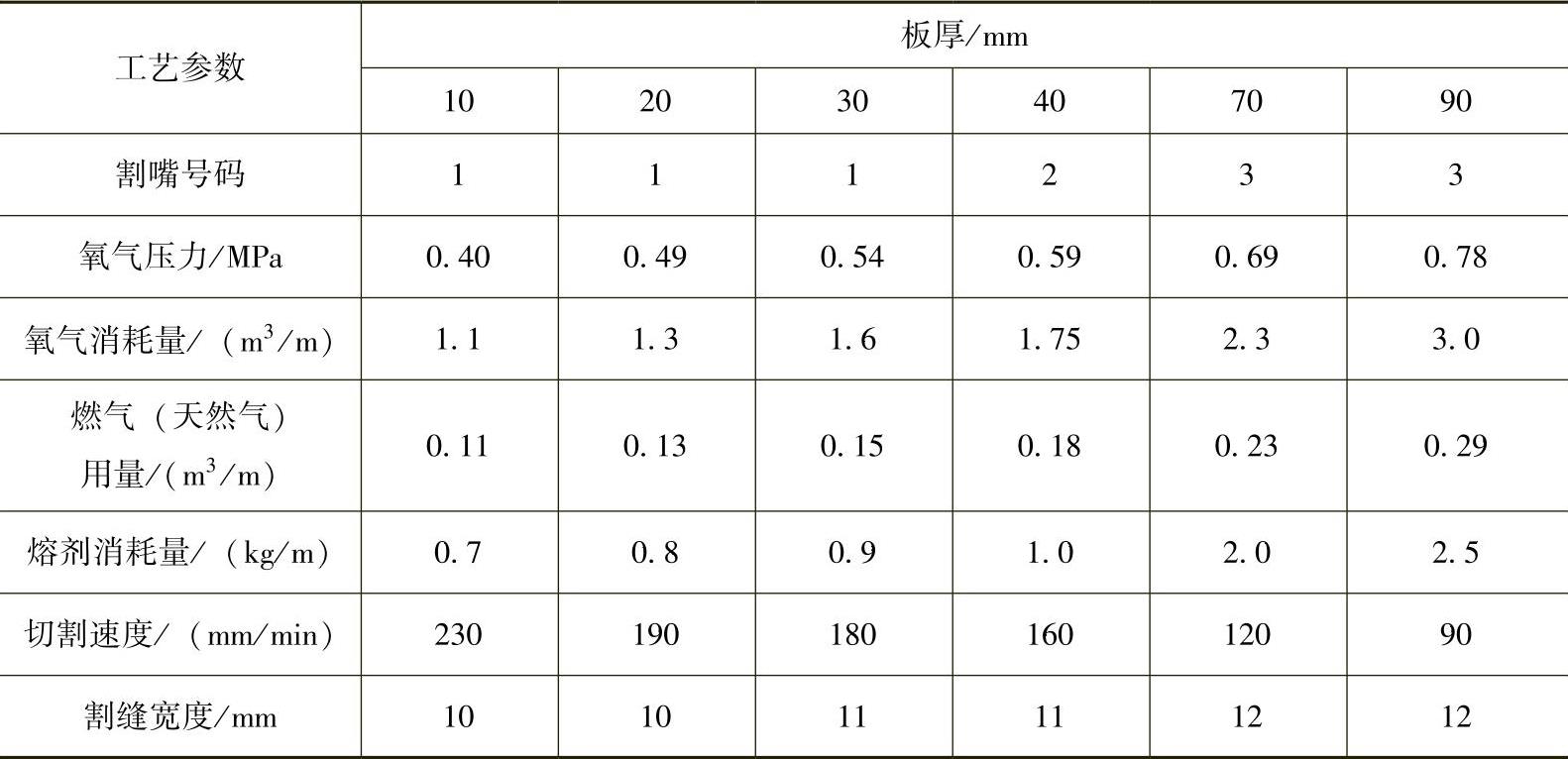
它的特点是用切割氧从熔剂罐内将熔剂通过割嘴切割部件,如图6-1所示。为了防止铁粉在熔剂罐内氧化燃烧,常用0.5~1.0mm的粗铁粉。由于粒度大,喷出速度快,切割时它在割件表面得不到充分燃烧。因此,常用来切割厚度小于500mm的工件。为了提高切割速度,可在铁粉中加入少量铝粉。使用割嘴内送粉式设备时,可利用天然气作为燃料,其切割18-8型不锈钢板材的切割工艺参数见表6-2。
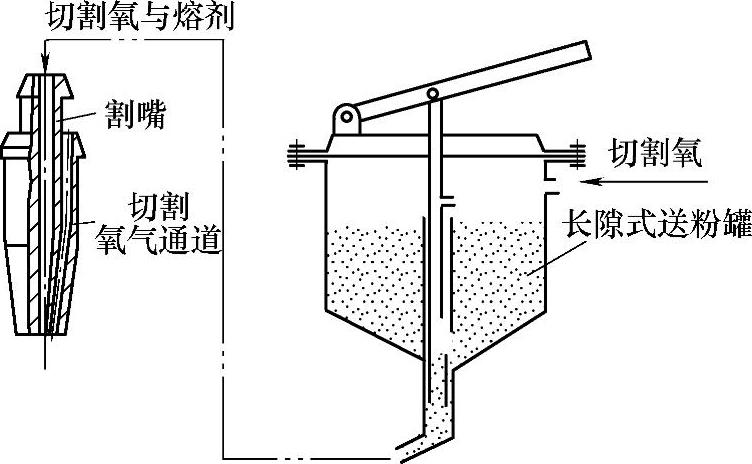
图6-1 割嘴内送粉式氧熔剂切割示意图
表6-2 割嘴内送粉式切割06Cr18Ni11Ti不锈钢板的工艺参数
国外,在使用割嘴内送粉式氧熔剂切割时,往往配有快速切割割嘴,在割嘴外缘有流动水喷雾,铁粉粒度为0.5~1.0mm,割面平面度比较理想,切口一般不需要机械加工就能达到图样要求。流动水喷雾在工件周围,可减少切割时钢板的翘曲,且能改善加工端面的耐蚀性,同时也能减少切割环境粉尘飞扬,改善工作条件。它可以切割厚为150mm的不锈钢板材,也可以切割复层(成叠)钢板,如普通碳素结构钢钢板为2~3mm×40层,不锈钢板2mm×40层。
(二)割嘴外送粉式氧熔剂切割工艺(www.daowen.com)
割嘴外送粉式氧熔剂切割的特点是用低压(0.04~0.06MPa)的空气或氮气,单独将大于130目细铁粉由割嘴外部送入火焰加热区,如图6-2所示。由于铁粉的粒度小,喷出的速度低,所以能很快被加热到燃点,并燃烧放出大量的热,有效地破坏工件表面的氧化膜。由于是单独送粉,可克服氧气通道因冲刷而被破坏。因此,用来切割厚度超过500mm的不锈钢材或切割直径为1000~1300mm不锈钢铸件冒口。
其工艺参数如下:
熔剂:铁粉100%,铁粉粒度0.1~1.3mm;
预热氧压力0.8~1.0MPa;
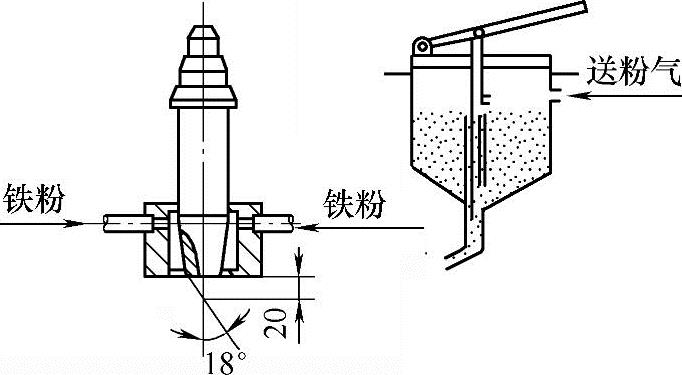
图6-2 割嘴外送粉式氧熔剂切割示意图
切割氧压力0.8MPa,切割氧耗量200m3/h;
乙炔压力>0.01МРа,乙炔耗量20m3/h;
送粉气体为氮气,熔剂流量为18kg/h;
切割速度为20~25mm/min。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





