不锈钢(或碳钢)与铌组成的焊接结构在生产中之所以能不断得到应用,是因为铌是一种化学性质活泼的金属,具有热强性、高温耐蚀性,在1300℃时仍有良好的稳定性。所以不锈钢(或碳钢)与铌的焊接结构可用于核电站和原子反应堆等耐高温耐腐蚀的装置中,引起了世界各国焊接工作者的重视。
(一)不锈钢(或碳钢)与铌焊接特点
1)不锈钢(或碳钢)与铌焊接时,由于铌的化学性质很活泼,对进入焊接区的杂质敏感性很强。因为这些杂质能降低金属的塑性,增加冷脆性,使焊缝容易产生裂纹。
2)不锈钢(或碳钢)与铌焊接时,由于铌的熔点高(熔点为2497℃),不锈钢(或碳钢)母材已熔化,而铌还处于固态,这会造成钢的液态金属流失,对铌与不锈钢(或碳钢)的焊接有不利的影响。
3)不锈钢(或碳钢)与铌焊接时,铌容易氧化,所以对焊接区的保护和焊接材料的纯度要求很高。
4)不锈钢(或碳钢)与铌焊接时,铌具有较小的密度和较大的热导率,所以要求采用加热集中的焊接方法,如氩弧焊、等离子弧焊以及电子束焊。
(二)不锈钢(或碳钢)与铌的焊接工艺
不锈钢与铌主要通过熔焊-钎焊的方法进行焊接。利用熔焊(例如电子束焊、氩弧焊等),使不锈钢(或碳钢)一侧金属熔化,熔化的液态金属对另一侧不熔化的固态铌金属产生良好的润湿作用,实现了异种金属的连接。
1.不锈钢与铌的氩弧焊
实际生产中铌常与不锈钢进行连接,为了获得良好的异种材料焊接接头,使焊缝金属中不产生金属间化合物相,让界面间产生良好的冶金结合,可采用氩弧焊。
铌与不锈钢氩弧焊时的接头形式如图5-42所示。当焊件厚度为0.3~0.5mm时,可采用弯边搭接的形式,如图5-43a所示;当焊件厚度为0.5~1.0mm时,可采用熔化的嵌入,如图5-43b所示。(www.daowen.com)
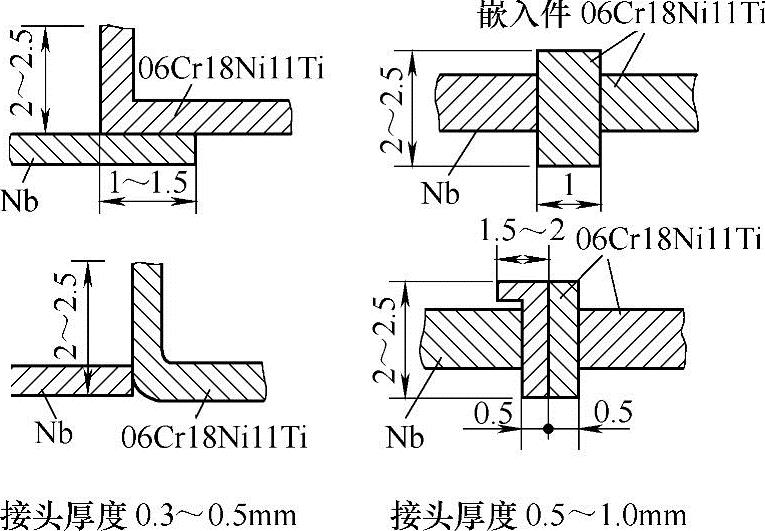
图5-42 铌与不锈钢氩弧焊的接头形式
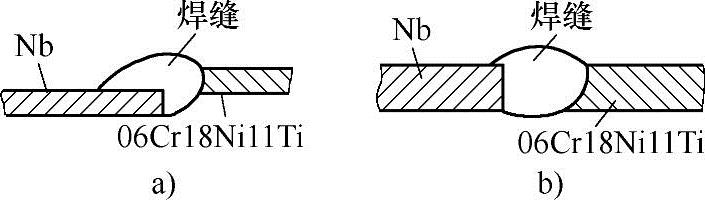
图5-43 铌与不锈钢焊后的接头形式
a)搭接 b)对接
焊前对铌表面要采用60%HNO3+40%HF(质量分数)溶液清洗,除去油污和氧化膜。施焊时,电弧要偏向不锈钢一侧,偏离铌母材一定空隙,当电弧指向不锈钢一侧时,不锈钢熔化,而铌一侧被加热,只有表面少许熔化。此时不锈钢液体对铌表面产生润湿过程而形成钎焊的冶金连接。焊后分析表明,焊接时,铌被加热到1700℃,并保温1~1.5s,不锈钢液体对铌产生了润湿,形成了良好的钎焊接头。在界面没有金属间化合物相,热影响区也没有产生过热组织和晶粒长大的现象。
2.不锈钢与铌的电子束焊
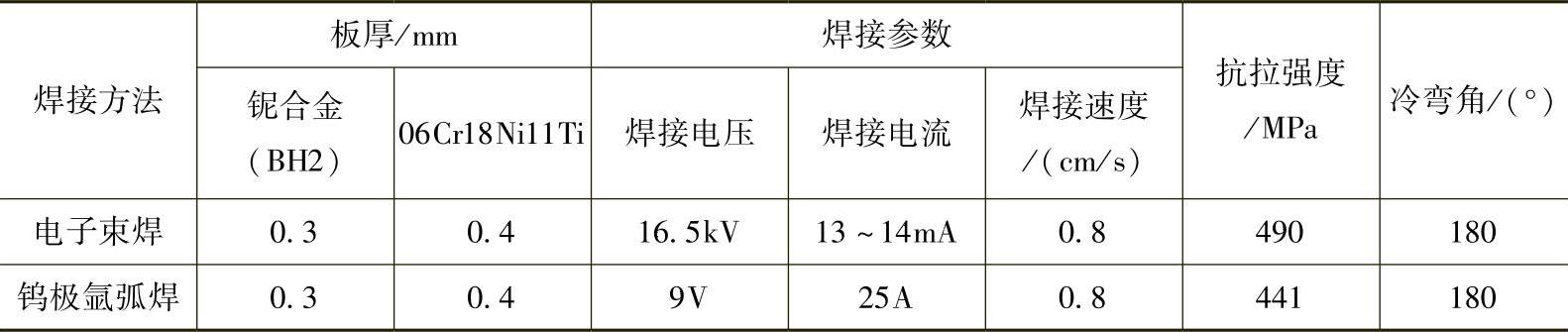
厚度0.3mm的铌合金板与厚度0.4mm的不锈钢,利用电子束焊或用钨极氩弧焊,采用熔焊-钎焊的工艺方法,形成熔焊-钎焊连接,焊缝成形均匀美观,具有较高的强度和良好的塑性。铌合金(BH2)与不锈钢(06Cr18Ni11Ti)熔焊-钎焊的焊接参数及力学性能见表5-94。
表5-94 铌合金(BH2)与不锈钢(06Cr18Ni11Ti)熔焊-钎焊的焊接参数及力学性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






