马氏体型不锈钢与珠光体钢的焊接性,主要取决于马氏体型不锈钢的特性。马氏体型不锈钢在常温的组织多为硬脆的马氏体,所以焊接性很差,它也是这类异种钢材副焊接接头易产生冷裂纹和脆化现象的主要原因。随着钢中碳含量的增高以及结构厚度和拘束度的增大,冷裂纹倾向增大。由于焊接热循环的作用,马氏体型不锈钢有较大的过热倾向,晶粒易粗化,热影响区会出现粗大的铁素体和碳化物组织,塑性降低,冷却时能引起脆化,如果再有氢的作用,冷裂纹倾向就更加明显。
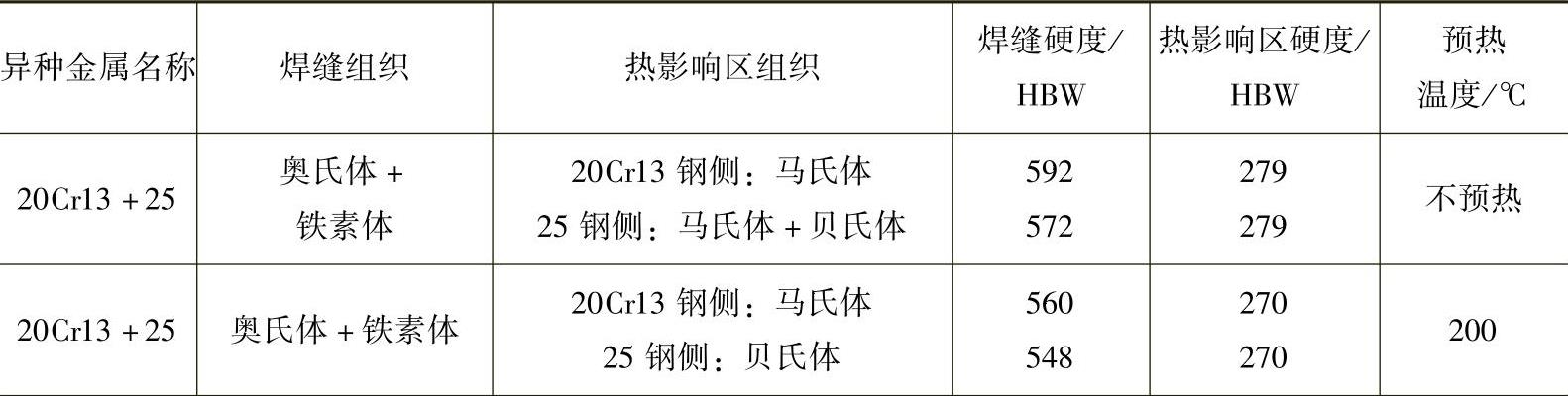
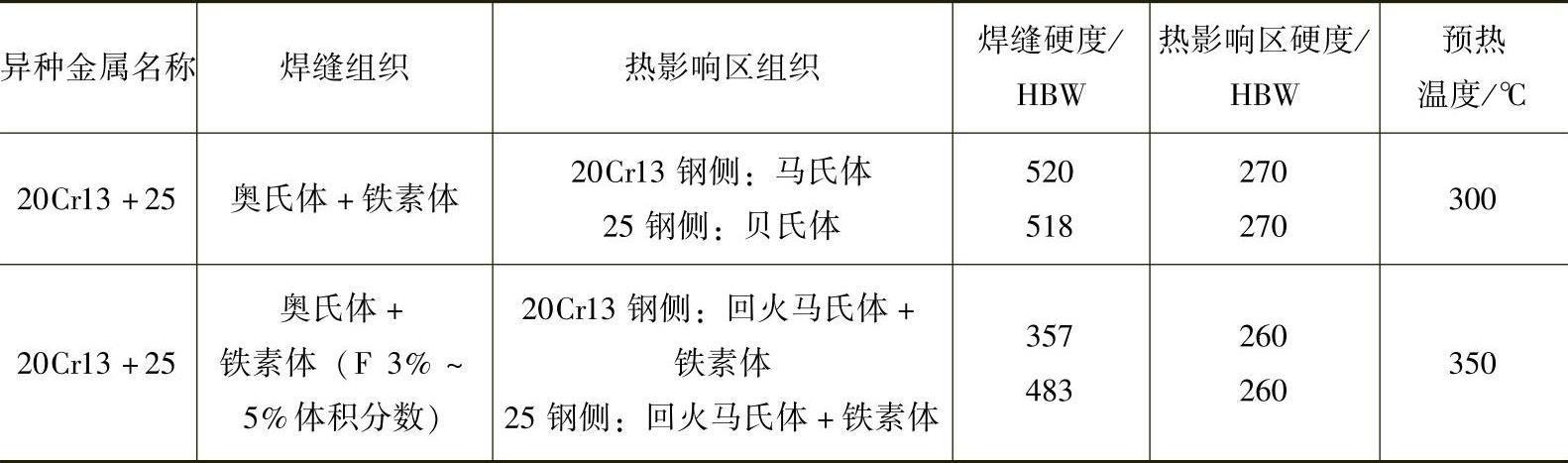
这类异种钢副焊接时同样存在焊缝稀释和形成过渡层的问题。如果焊接材料选择不当,导致珠光体钢一侧焊缝出现低碳层,而马氏体钢紧贴焊缝一侧的碳含量降低,变成了铁素体组织,并使该焊接接头的焊缝组织成为奥氏体+铁素体。铁素体的晶粒粗大而软化,最后会出现低塑性或低应力的或两者兼备的区带,极容易遭到破坏。有关马氏体不锈钢(20Cr13)与珠光体钢(25钢)的焊缝及热影响区的组织与预热温度之间关系见表5-23。
表5-23 20Cr13钢与25钢的焊缝、热影响区组织与预热温度之间关系
(续)
为了克服上述缺点,在焊接工艺上要注意下列几个方面。
1.焊接材料的选用
马氏体型不锈钢与珠光体钢焊接接头的焊缝化学成分主要取决于填充金属。为了保证结构使用性能的要求,焊缝成分应力求接近于其中一种钢的成分。例如,马氏体型不锈钢(12Cr13)和珠光体钢(Q235)采用焊条电弧焊时,选用J520(E5002型)焊条施焊,焊缝金属w(Cr)为5%~6%,经回火处理后,具有良好的力学性能;选用G307(E430型)焊条施焊,焊缝金属中w(Cr)增至6%~11%,而焊缝金属的塑性及韧性比用结构钢焊条低,其抗裂性也较差;若选用与这两类钢完全不同成分的奥氏体不锈钢焊条来焊接时,焊缝金属可得到奥氏体组织,其抗裂纹性能较好,但是回火热处理过程中,容易产生碳的迁移,且奥氏体不锈钢的线胀系数比马氏体型不锈钢大约50%,使焊缝组织产生较大的内应力,促使冷裂纹的形成,这是不可取的。所以应避免使用奥氏体不锈钢焊接材料来焊接上述两类钢,特别是受压容器或管道的焊接接头更不能用它作为焊接材料。
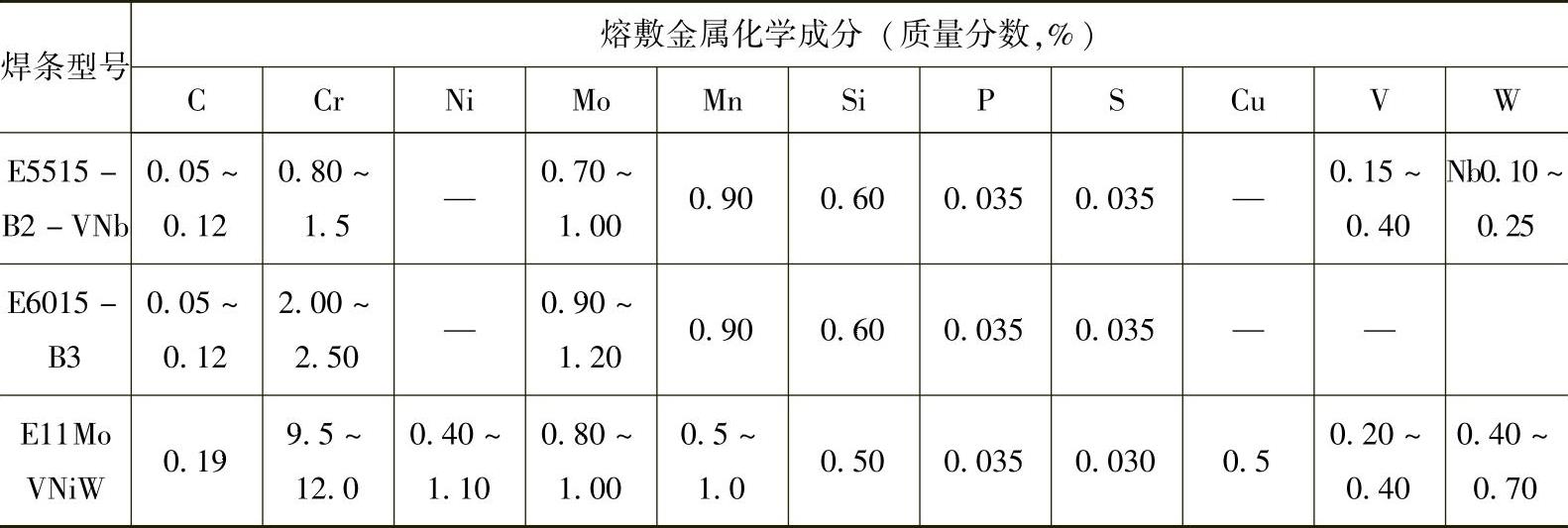
江苏某电力建设公司采用马氏体耐热不锈钢F12(相当我国钢牌号22Cr12NiMoWV,GB/T 4238—2007)钢与珠光体耐热钢15Cr1Mo1V(见表5-24)焊接时,选用R337(E5515-B2-VNb)、R407(E6015-B3型)和R817(E11MoVNiW型)几种牌号焊条(其熔敷金属的化学成分见表5-25)进行了对比试验。所焊成的焊接接头进行回火处理(740℃,保温2h),然后经550℃时效处理时,选择不同的保温时间,分别进行对比。发现R337焊条焊成的上述异种钢焊接接头,经过回火处理,再进行550℃时效处理,保温时间分别为72h、144h、215h、288h及430h,均未发现脱碳层和增碳层。这是由于R337焊条中含有铌的碳化物形成元素,对防止碳扩散有较明显的效果,其力学性能也较好(冲击韧度值aK>100J/cm2,硬度值>250HBW)。为了保证其焊缝的高温强度与马氏体不锈耐热钢相当,要求焊缝中心厚度必须达到马氏体不锈耐热钢管壁厚度的1.2倍。其他两种焊条的焊缝在15Cr1Mo1V钢一侧均出现程度不一的脱碳层。
2.坡口形式
马氏体不锈钢常作为耐热钢使用,珠光体耐热钢大多是电站锅炉主蒸汽管、过热器、再热器集箱和再热蒸汽管道的材料。这些场合对管子对接焊时的坡口形式要求严格,既要保证焊缝质量,避免焊缝根部出现缺陷,又要便于操作,还要满足无损检测时所需要的空间。
表5-24 两种钢材的化学成分
 (https://www.daowen.com)
(https://www.daowen.com)
表5-25 几种焊条型号的熔敷金属的化学成分
重要管道常见的坡口形式有V形、U形和双V形三种基本类型,如图5-13所示。
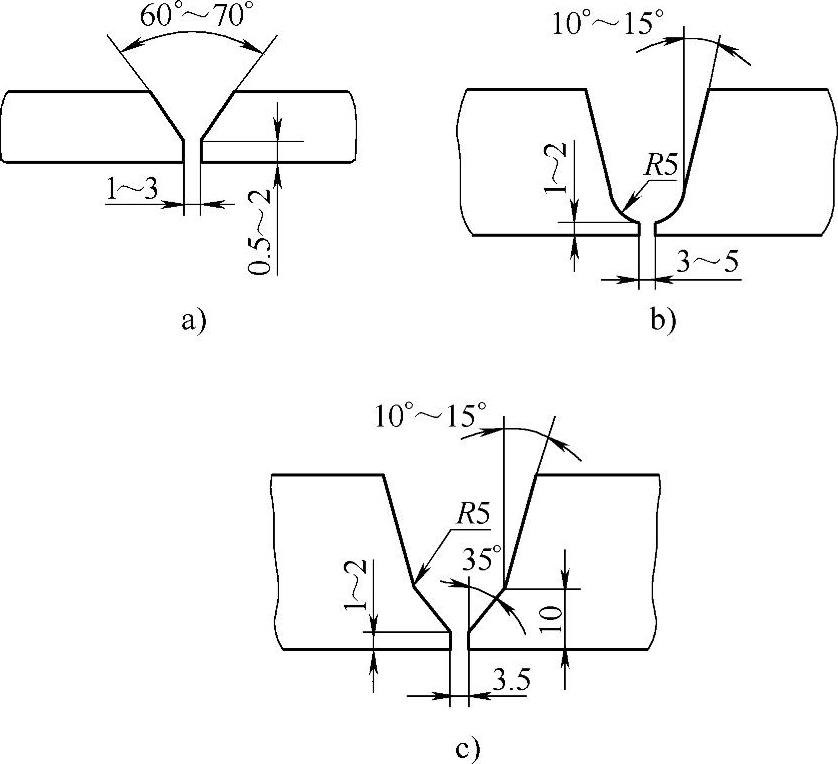
图5-13 管道中常见的坡口形式
a)V形坡口 b)U形坡口 c)双V形坡口
3.预热温度与层间温度
焊前预热和层间温度的控制对减少裂纹的形成有一定影响;预热温度按马氏体型不锈钢要求选择,要控制在300~400℃,层间温度也控制在这个温度范围。预热温度过高,会导致焊缝冷却速度变慢,有可能引起焊接接头晶粒边界碳化物的析出和形成铁素体组织。这种碳化物+铁素体组织,会大大降低焊接接头的冲击韧度。预热温度过低,则起不到对材质的预热作用,无法防止裂纹的形成。
为了保持预热温度,一般在管道的接口边缘安装三只热电偶测量温度,利用感应圈加热来维持温度。在整个焊接过程中,须指定专人检查,当低于预热温度时,要立即停止施焊,接通感应电源,达到预热温度时方可再施焊。
4.焊后温度的控制及回火热处理
以马氏体型不锈钢焊接接头来考虑其焊后温度的控制及回火热处理的温度。所以焊后必须缓慢冷却至100~150℃,保温0.5~1h,使焊接接头的组织全部转变成马氏体,随后才能升温回火,进行热处理。
回火温度一般选择在720~780℃范围内,保温时间长短随壁厚的不同而变化,一般都要控制在2~5h范围内。如果回火温度偏低,则回火效果不足,使焊接接头的组织转变不充分,也不能消除马氏体转变的组织应力;但回火温度过高,超过该马氏体型不锈钢相变温度Ac1,在冷却过程中又会重新淬硬,使焊接接头冲击韧度值大大降低,这也是不可取的。
这个异种钢副接头的焊接方法、操作工艺及注意事项与马氏体不锈钢焊接相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





