在焊接构件中还常遇到铁素体型不锈钢与碳素钢的焊接。铁素体型不锈钢以铬为主要合金元素,有的还含有铝、钼等合金元素。生产中应用较多的铁素体型不锈钢牌号有10Cr17、10Cr17Mo、06Cr13Al等。
铁素体型不锈钢与碳素钢相比,在化学成分上有较高的铬和其他合金元素。在施焊过程中由于热循环的作用,在铁素体型不锈钢一侧的热影响区会引起晶粒长大,造成脆化。并随着钢中铬含量的增大,高温停留时间的延长,焊接接头的脆化倾向会更严重。碳素钢一侧焊缝有不均匀混合区,由合金元素的浓度来决定,可能出现硬脆的马氏体组织,导致塑性和韧性下降,有裂纹倾向。因此,这样的异种钢材副的焊接性较差。
为了实现这样的异种钢材副的优质焊接,在焊接工艺上应采取必要措施:
1)对于铬含量较低的铁素体型不锈钢,焊接以前在其待焊一侧可用E5015-B1或E5145-B2焊条堆焊一层过渡层,堆焊以前必须预热,预热温度为200~300℃。然后再用E4315、E4316或E5015焊条将过渡层与碳素钢焊成一体。铬含量高[w(Cr)≥17%]的铁素体型不锈钢与碳素钢组对的焊接副施焊时,为了防止焊缝产生热裂纹,可以采用奥氏体不锈钢焊接材料进行施焊,一般情况可以不预热,如果需要预热,预热温度为150~200℃。
2)焊接参数选用小的热输入,施焊过程中焊条、焊枪不作横向摆动,以窄焊缝为宜。
3)多层焊时,待前道焊缝冷却到预热温后再焊下一道焊缝,层间温度控制在100℃最好。如果层间温度过高,会出现焊缝在高温停留时间过长,造成严重脆化。
4)对于大厚度或刚度较大的焊接结构,要设计合理的焊接接头和坡口形式,以期焊后变形量小,焊接应力也小。每道焊缝或每层焊缝焊接完毕后可用小锤轻轻锤击焊缝周围,以利于释放焊接应力。
5)焊后应及时进行回火处理,以使焊缝组织均匀化,提高焊缝的塑性和耐蚀性。回火温度为750℃。(www.daowen.com)
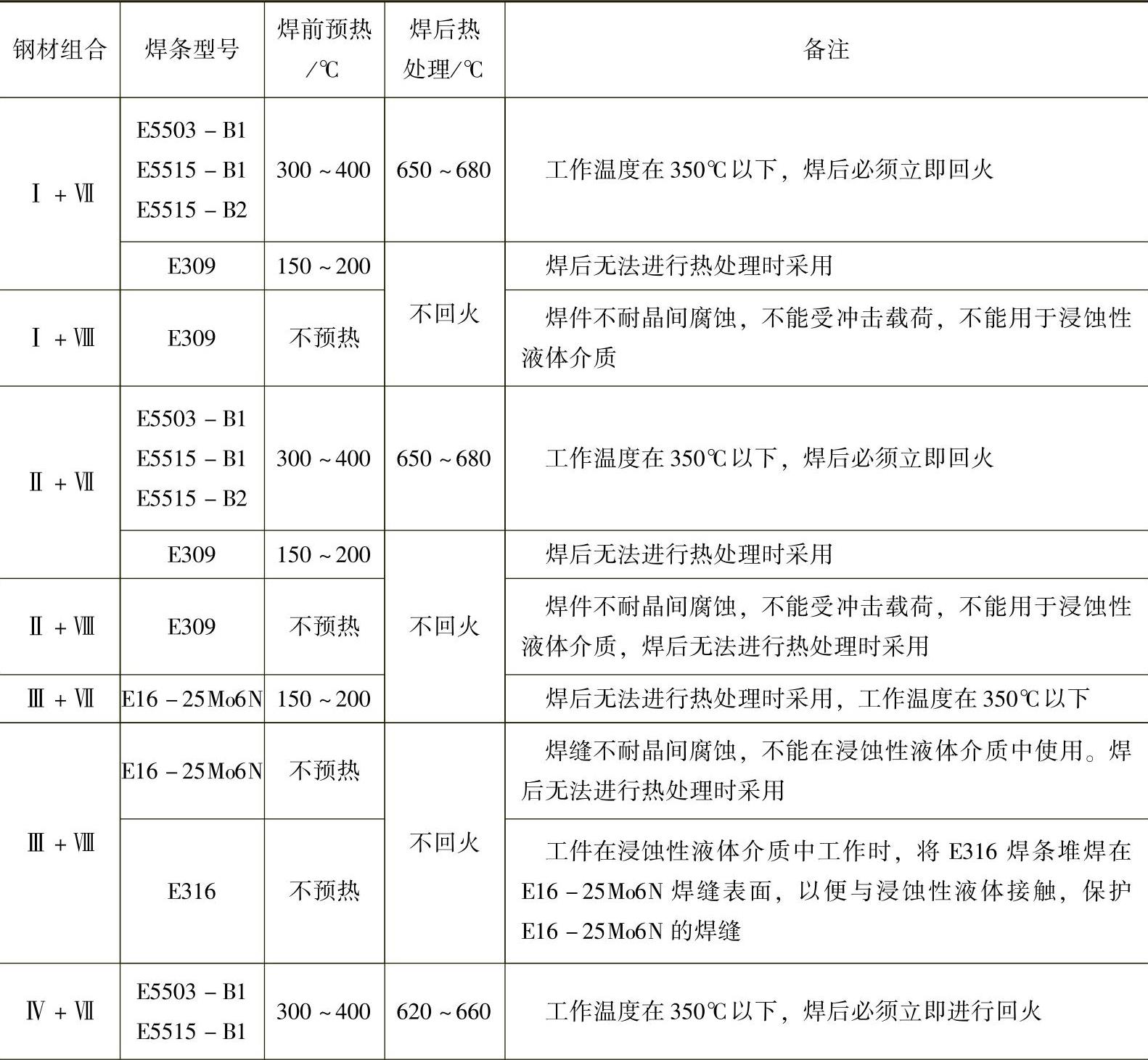
铁素体型不锈钢与珠光体钢焊接可采用焊条电弧焊、CO2气体保护焊和埋弧焊等方法。焊条电弧焊焊接时,选用的焊条、预热温度和焊后热处理温度见表5-22。
表5-22 铁素体型不锈钢与珠光体钢焊接时焊条、预热温度和焊后热处理温度的选择
(续)
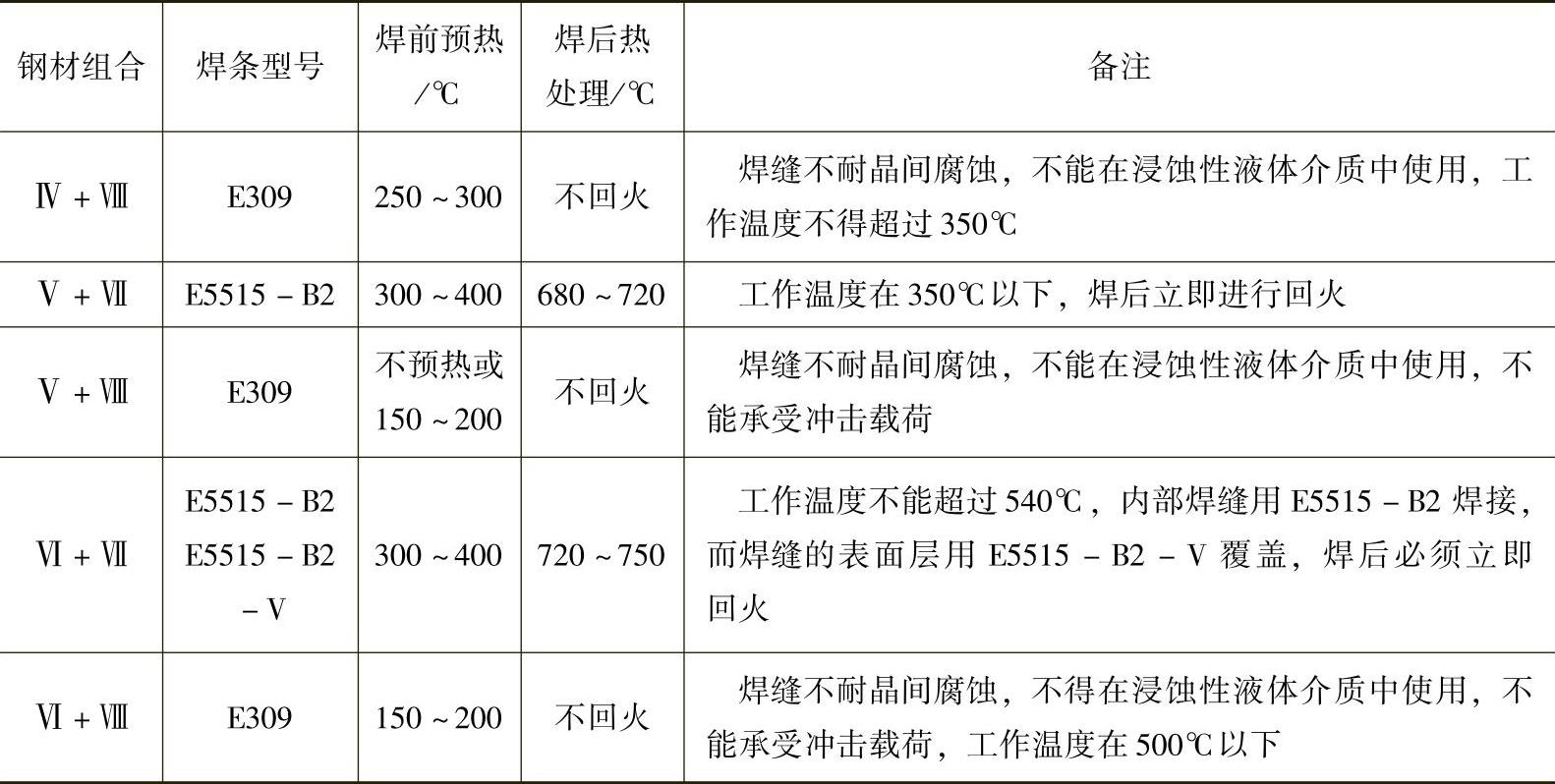
注:钢材组合见表5-1。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






