奥氏体型不锈钢与铁素体型不锈钢、马氏体型不锈钢的焊接结构多用于腐蚀、高温环境之中。因为这种焊接结构,在空气或酸、碱、盐的水溶液中,具有很高的化学稳定性,比较耐氧化和耐腐蚀。
1.焊接性
由于奥氏体型不锈钢与铁素体型不锈钢、马氏体型不锈钢二者在化学成分、物理性能和组织方面的不同,焊接时出现的问题也不尽相同。
1)奥氏体型不锈钢与铁素体型不锈钢焊接时,主要问题发生在铁素体型不锈钢一侧,焊缝易产生裂纹,且焊接高温区易产生粗晶和脆化现象。可以选用镍基焊接材料,但后者的成本较昂贵。操作上与焊接铁素体型不锈钢一样,应尽量采用小的焊接电流,快的焊接速度,焊道要窄,焊条不作横向摆动;多层焊时,在严格控制层间温度,待前一焊道冷却后,再焊下一道焊缝。
2)奥氏体型不锈钢与马氏体型不锈钢焊接时,突出的问题是在马氏体型不锈钢一侧焊接接头有淬硬倾向。加之由于异种钢各自的膨胀系数相差较大,焊接区的残余应力较大,因此裂纹倾向很大,焊接性能较差。焊接时,首先要对马氏体型不锈钢待焊处进行焊前预热;与铁素体型不锈钢焊接采用的焊接参数略有不同,宜采用焊接电流较大和焊接速度稍慢的焊接参数,焊条可作横向摆动,适当加宽焊道;可选用奥氏体不锈钢焊接材料,也可以选用马氏体型不锈钢焊接材料;焊后应进行缓冷,当冷却到150~200℃时,适当进行高温回火。
2.焊接材料
焊条电弧焊焊接奥氏体型不锈钢与铁素体型、马氏体型不锈钢时,焊条和预热温度及回火温度的选择见表5-12。
表5-12 奥氏体型不锈钢与铁素体型、马氏体型不锈钢焊接时的焊条型号及其预热、回火温度
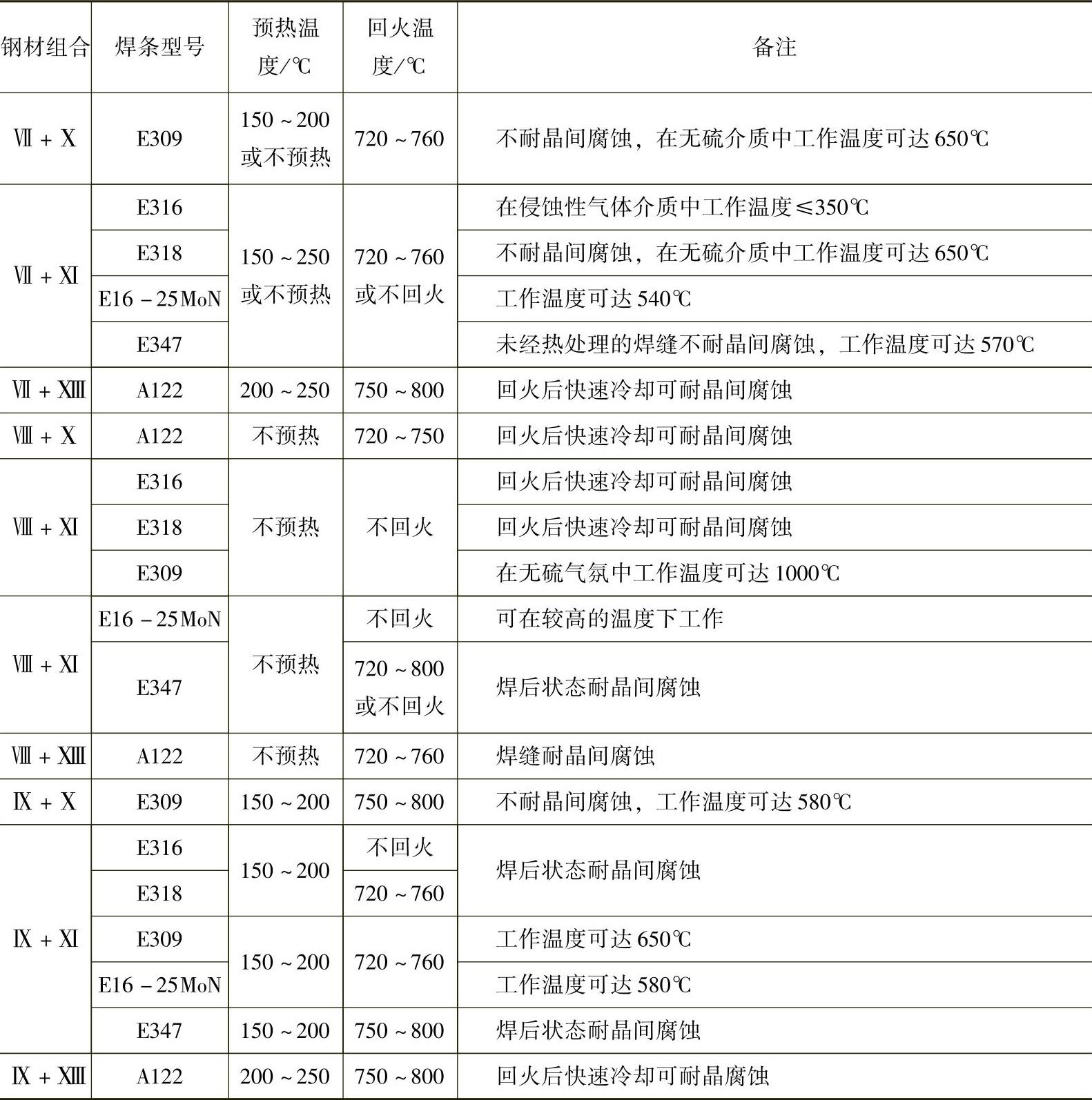
注:1.钢材组合见表5-1。
2.A122为我国双相不锈钢焊条牌号,钛钙型药皮,其焊缝金属主要成分质量分数(%)为:C≤0.08%;Cr20.0~24.0%;Ni7.0~10.0%;Si≤1.50。
用钨极氩弧焊焊接上述异种钢可选用奥氏体不锈钢焊丝,如H08Cr20Ni10Nb、H08Cr19Ni12Mo2和H03Cr24Ni13焊丝等;也可选用与铁素体型、马氏体型母材成分相似的填充材料。(www.daowen.com)
3.焊接工艺
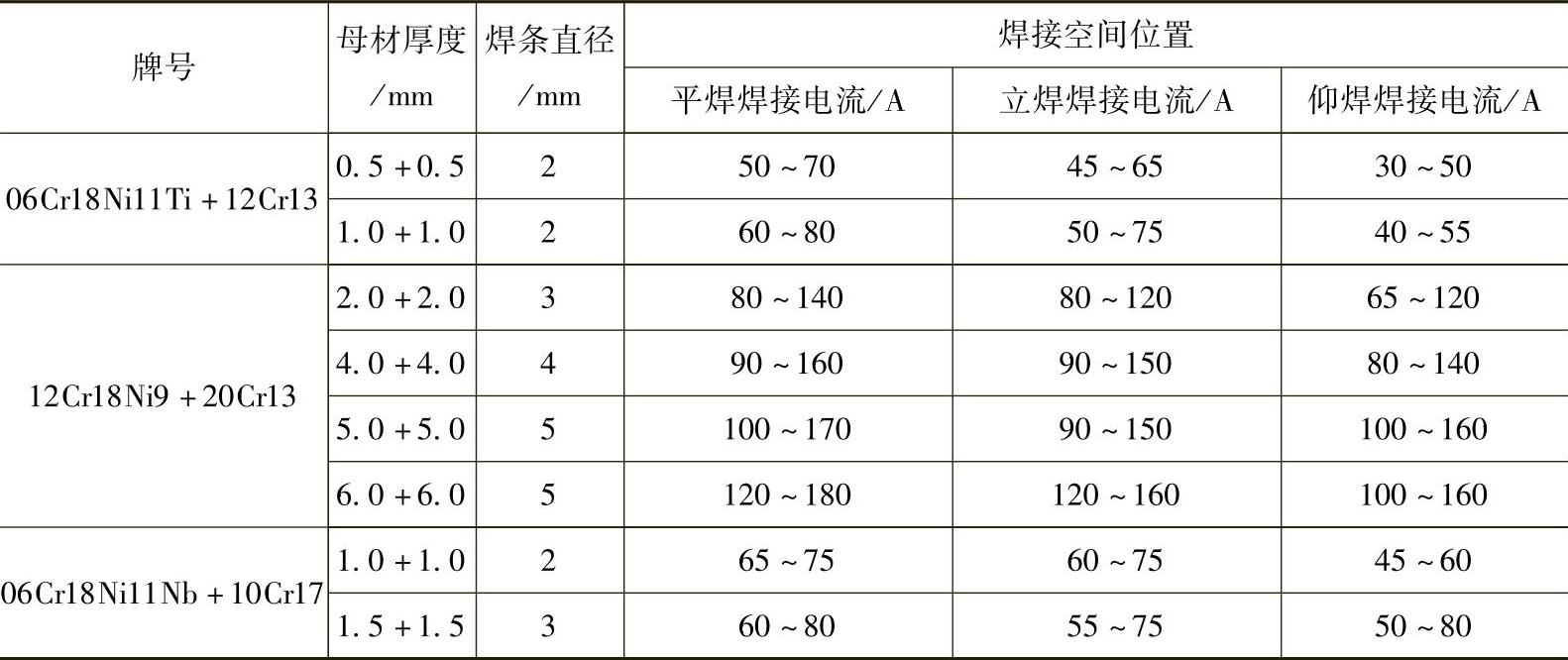
焊条电弧焊时,引弧要在引弧板上进行,不要在母材上随便引弧;焊接时焊条角度要正确,运条要平稳;电弧不宜过长;收弧时采用回焊收弧法填满弧坑,避免产生火口裂纹。表5-13为奥氏体型不锈钢与铁素体型不锈钢和马氏体型不锈钢焊条电弧焊的焊接参数。
表5-13 用焊条电弧焊焊接异种不锈钢的焊接参数
用钨极氩弧焊焊接时,引弧时要提前5~10s送氩气;在引弧板上引燃电弧后,立即将电弧引入焊缝。异种不锈钢的薄板在熔化极气体保护焊(MIG)焊接时,采用短路过渡,中厚板焊接时可采用射流过渡。在焊接过程中要随时观察焊缝表面的颜色;银白色、金黄色为最好,蓝色良好,红灰色尚可,灰黑色是保护不良的表现,这是不允许的;焊接收尾时注意多填加焊丝,保证弧坑填满;切断电源后焊枪应在收尾焊缝上停留3~5s再停止供气,使焊缝不受氧化影响。
表5-14介绍了几种厚度异种不锈钢手工钨极氩弧焊的焊接参数。
表5-14 异种不锈钢手工钨极氩弧焊的焊接参数
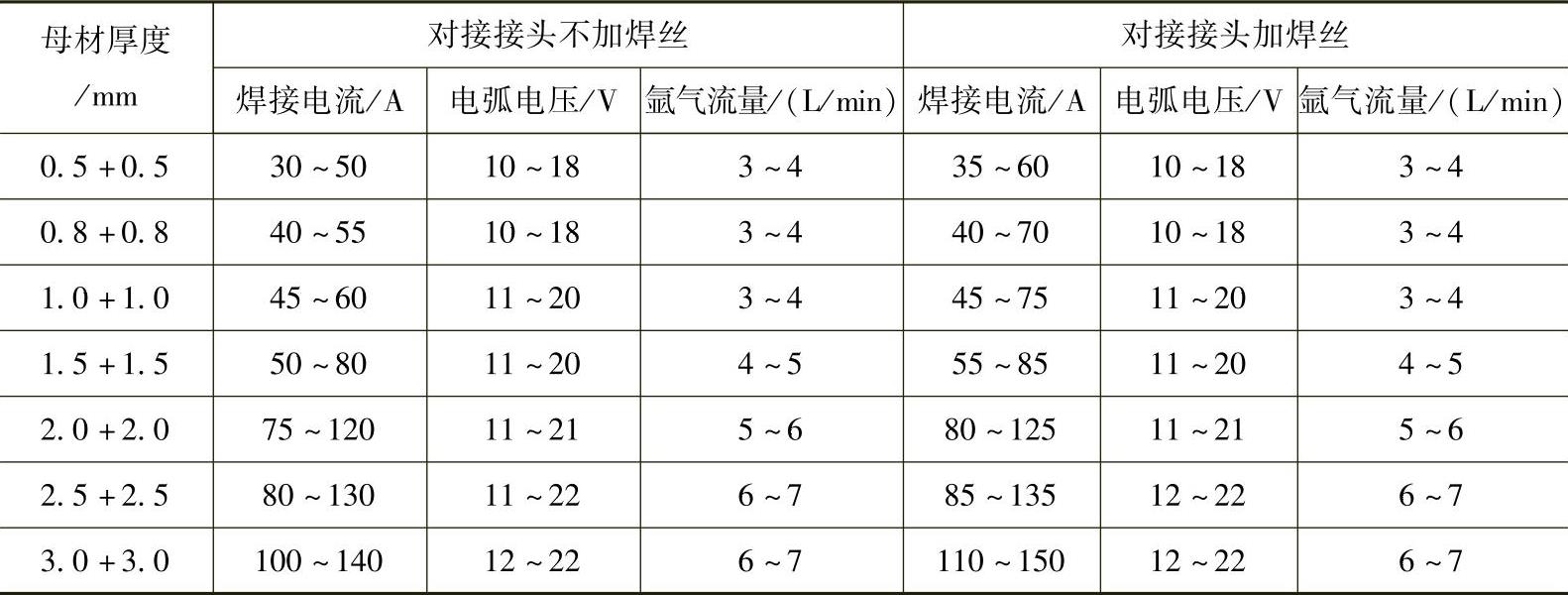
注:1.喷嘴直径为6~12mm;
2.采用直流正接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




