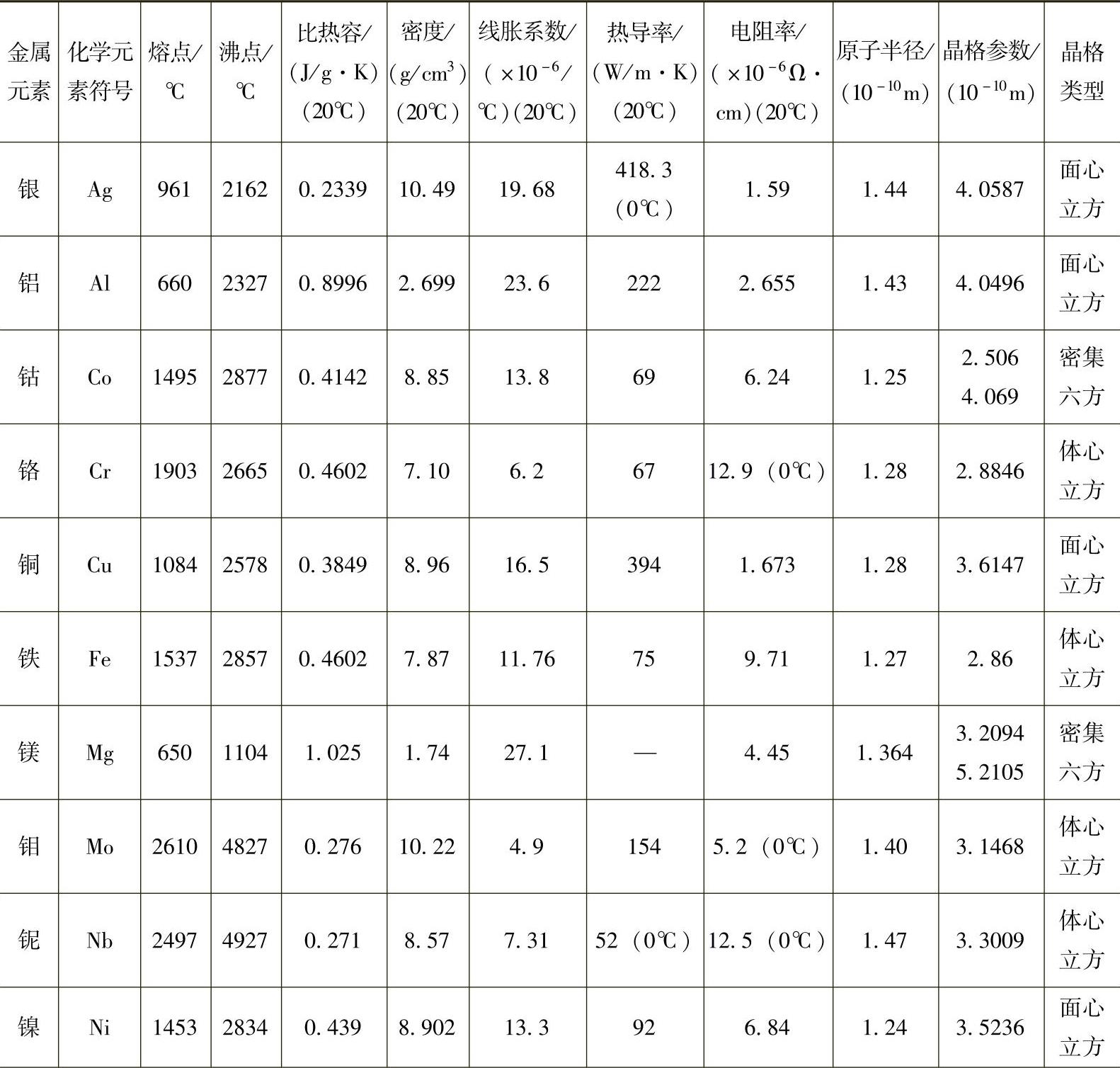
常用金属元素的一些物理性质(与形成焊接接合有关的)见表5-2,这是两种合金焊接连接的主要根基。如果这种理化的可能性根本不存在,则更谈不上直接的焊接连接。在可能形成焊接结合的前提下,特别要在熔焊条件下获得一个实际可用的焊接接头,还存在下列问题。
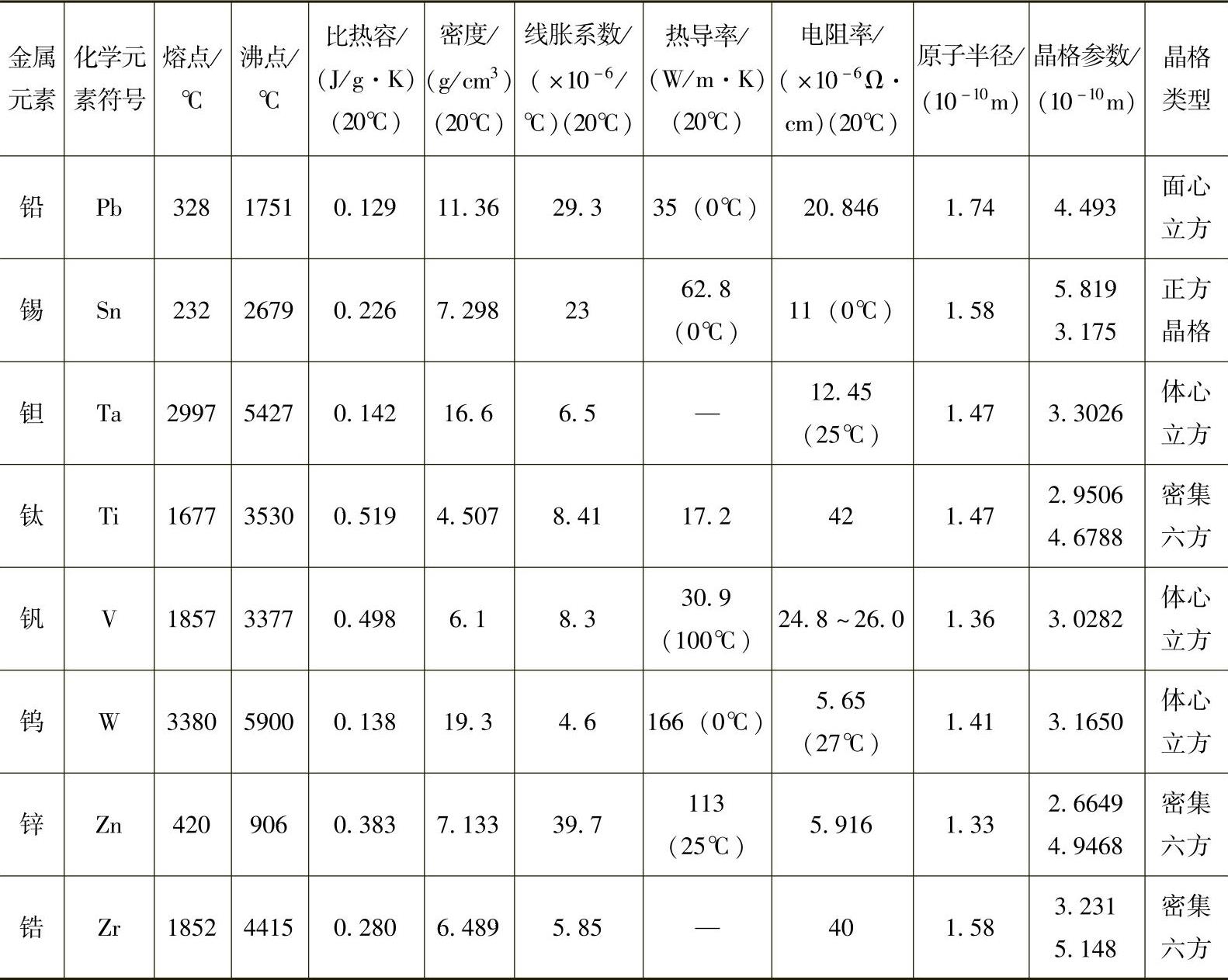
表5-2 常用金属元素的一些物理性质
(续)
1.熔点的差异
两种金属的熔点差异很大时,当加热温度超过低熔点金属的熔点不多时,熔点高的金属仍呈低活动性的固体状态。此时,仅靠两种金属的相互扩散、原子迁移而形成焊接结合,其过程很慢。当加热到高熔点金属的原子活性较大的固态(接近于熔点时),已被熔化的低熔点金属首先渗入到高熔点金属的晶界,由于晶界的扩散系数比晶内的扩散系数大得多,使过热区的组织发生变化,且随之性能会降低。当达到高熔点的金属熔化时,势必会造成熔点低的金属流失、蒸发和合金元素的大量烧损。因此,在这种情况下进行熔焊,很难获得一个满意的焊接接头。
2.线胀系数的差异
不同的金属具有不同的线胀系数,当一种线胀系数大的金属与另一种线胀系数小的金属焊接时,可能导致焊缝或热影响区产生裂纹,甚至还会导致焊缝与母材金属剥离。这是因为,线胀系数大的金属在一定的范围内升温时,其热膨胀量大,其后冷却时收缩量也大;反之线胀系数小的金属,冷却时收缩率也小。它们在形成焊接连接之后冷却过程中焊缝两侧金属的收缩量不同,导致焊接接头区出现复杂的高内应力状态,进而加速裂纹的产生。生产上常用的方法是焊前对线胀系数小的金属进行预热,或者在线胀系数差异很大的两金属中间加入一种塑性好的金属焊接成过渡接头作为缓冲带,避免焊缝或热影响区产生裂纹。
3.热导率和比热容的差异
金属的热导率和比热容强烈地影响被焊材料的熔化、熔池的形成、焊接区的温度场和焊缝的凝固结晶。当两种金属在这方面差异很大时,可使被焊材料熔化不同步,熔池形成和金属结合不良,导致焊缝结晶条件变坏,焊缝性能和成形不良。熔焊时,通常应将热源位置偏向热导性能好的材料一侧。例如,纯铜与18-8型奥氏体不锈钢焊接时,由于铜的热导率比18-8型奥氏体不锈钢大20倍,因此必须把热源的大部分热量集中到纯铜待焊处一侧,以保证待焊处两侧的金属均匀同步地熔化和凝固。(www.daowen.com)
4.电磁性的差异
在异种金属熔焊时有时会出现焊接电弧偏烧或者电弧燃烧不稳定现象而造成焊缝成形变坏,这往往是由于两种金属的电磁性相差很大而发生的。例如,电子束焊接铜与低碳钢时,当电子束指向铜母材时,发现电子束向低碳钢母材一侧偏移,就是由于两种金属的电磁性不同而引起的。
5.形成脆性化合物
用熔焊方法焊接铜和铝时,除了通常必须考虑的被焊材料的氧化、氮化形成的化合物外,铜和铝两元素还能结合形成CuAl2和Cu9Al4脆性化合物,使焊缝强度和塑性显著地降低,因此,用熔焊的方法焊接铜和铝是相当困难的。
同样,在异种黑色金属焊接时也可能会形成某些金属间的化合物,其中有的也很脆,对焊接接头的力学性能影响很大,往往会降低焊缝的塑性和韧性。随着金属间脆性化合物的增多,焊缝在结晶过程中形成的裂纹倾向加大,在使用过程中会使焊接接头发生脆性断裂。
6.焊接接头难于达到与母材金属等性能
通常,两种不同金属结合在一起会构成腐蚀电偶,因而其耐蚀性要比其中任一金属都低,这是一个不易解决的难题。此外,为了实现异种金属的焊接性,往往选用塑性较好的焊接材料,以避免焊缝金属开裂或脆化,但可能会降低焊接接头的强度。因此,为了保证异种金属焊接接头具有良好的综合使用性能,往往不得不放弃或降低一些次要性能指标要求,这是异种金属焊接时不可避免的问题。
由此可见,异种金属焊接时需要解决的问题较多,焊接难度也很大,只有选用合理的焊接方法和焊接材料,并制定正确的焊接工艺方案,采取一些特殊措施,才能获得优质的异种金属的焊接接头。
纯金属组对的异种金属副的焊接性如图5-1所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




