制氢转化炉炉管的焊接修复
某炼化公司制氢转化炉是一种加热式内装催化剂的管式加热炉,介质为原料混合气(入口工艺通常为水碳比为3~4的水蒸气和烃类混合物,难免混有其他不纯物,如硫化氢、硫化物等),进口温度为460℃,转化产物含有大量的氢,出口温度为800℃,设计压力为2.0MPa。在大修时发现进口炉管系统有多处穿透性裂纹。进口炉管系统是由炉管(HK-40钢)、法兰(1Cr5Mo钢)、集合管(1Cr5Mo钢)、加强接头(06Cr18Ni11Ti钢)和进口尾管(06Cr18Ni11Ti钢)组成。
进口炉管系统焊接修复的各部分坡口尺寸和熔敷顺序图,如图4-28所示。
1.炉管与法兰的焊接修复
对损坏的旧炉管(HK-40钢)和法兰(1Cr5Mo钢)焊接时,焊接接头的热影响区有形成裂纹的倾向。为了防止裂纹的产生,焊后必须进行热处理。在热处理过程中,由于异种材质的差异会引起不同的热膨胀,有产生裂纹的倾向,对焊缝和炉管均为不利。为此,焊接修复时采取了先在法兰(1Cr5Mo钢)待焊处,用INCONEL82焊丝(相当于我国ERNiCr-3焊丝,其化学成分的质量分数(%)为:Ni≥67.0,C≤0.10,Mn2.5~3.5,Fe≤3.0,P≤0.03,S≤0.015,Si≤0.50,Cu≤0.50,Cr18.0~22.0,(Ti≤0.75,Nb+Ti为2.0~3.0),用钨极氩弧焊堆焊6mm厚作为过渡层,堆焊后再进行热处理来消除堆焊层热影响区的马氏体组织。然后与炉管进行焊接,仍采用INCONEL82焊丝,在焊接接头热影响区没有出现淬硬组织,当然也消除了裂纹倾向。
2.其他部位的焊接修复
除了尾管与加强接头之间焊接采用H08Cr19Ni10Ti焊丝外,其余全部采用INCONEL82焊丝,HK-40炉管之间的焊接也可采用H12Cr26Ni21焊丝。
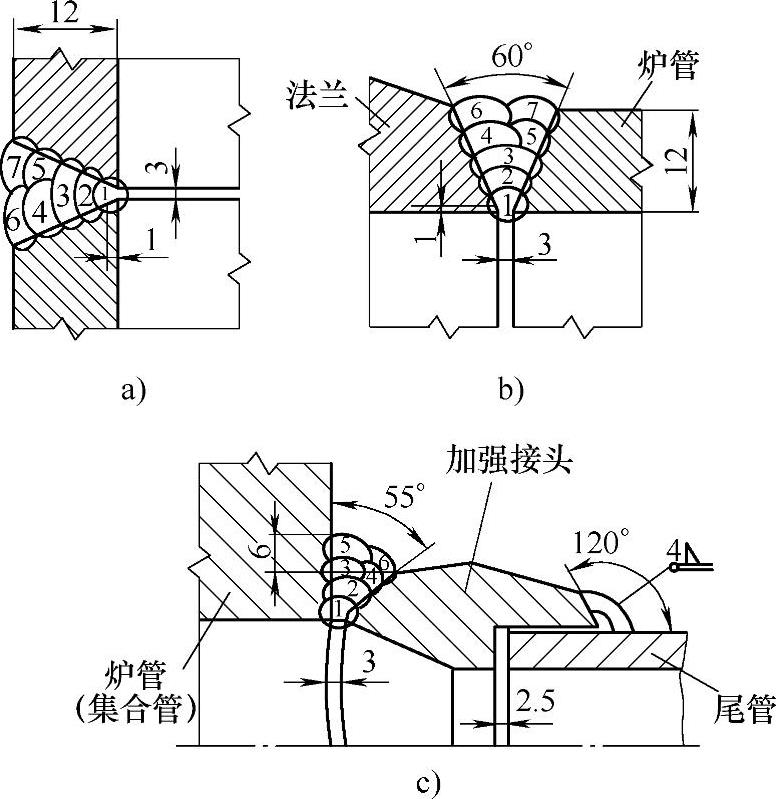
图4-28 炉管系统坡口尺及熔敷顺序图
a)炉管对接 b)法兰堆焊后与炉管对接 c)炉管(集合管)-加强接头-尾管角焊缝
3.炉管系统各部位的焊接参数(https://www.daowen.com)
可参见表4-66,焊接时管内充氩气进行内保护。
表4-66 炉管各部位的焊接参数

4.焊接修复时操作中注意事项
1)每焊接完一层焊缝均必须用着色渗透法检测,发现裂纹等缺陷时,应及时彻底打磨干净后,方可进行下道焊缝的施焊。
2)用角向砂轮打磨时不能用力过大,同一部位打磨时间不能过长,否则易产生炉管裂纹。
3)不能强行组对,需要调整组对时严禁铁锤敲打或用强力扳扭定位焊缝,定位焊缝两端应修磨成有利于焊接的缓坡形。
4)引弧和收弧应在坡口或焊缝内进行。收弧时必须使用电流衰减装置,衰减时间要长,一般不少于10s,以保证填满弧坑,避免缩孔的出现。重新引弧前要认真检查焊缝和弧坑,若有裂纹应及时磨掉重新焊接。
5)焊接修复后的焊接接头要检测。无论对接焊缝还是角接焊缝,其表面均应进行着色渗透检测,并达到相应标准的要求。所有对接焊缝要进行100%X射线检测,并达到相应技术标准的要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





