(一)铁素体型不锈钢(10Cr17)与碳钢(Q235)焊条电弧焊
1.焊接接头形式和坡口的选择
这两种钢焊接结构的焊接接头尽量采用对接接头焊缝形式,避免采用T形接头。通常采用V形坡口,其坡口尺寸如图5-14所示。由于铁素体型不锈钢液体金属的流动性比奥氏体型不锈钢差,为了保证充分焊透,坡口间隙要大一些,通常为2~2.5mm。
2.焊接方法的选择
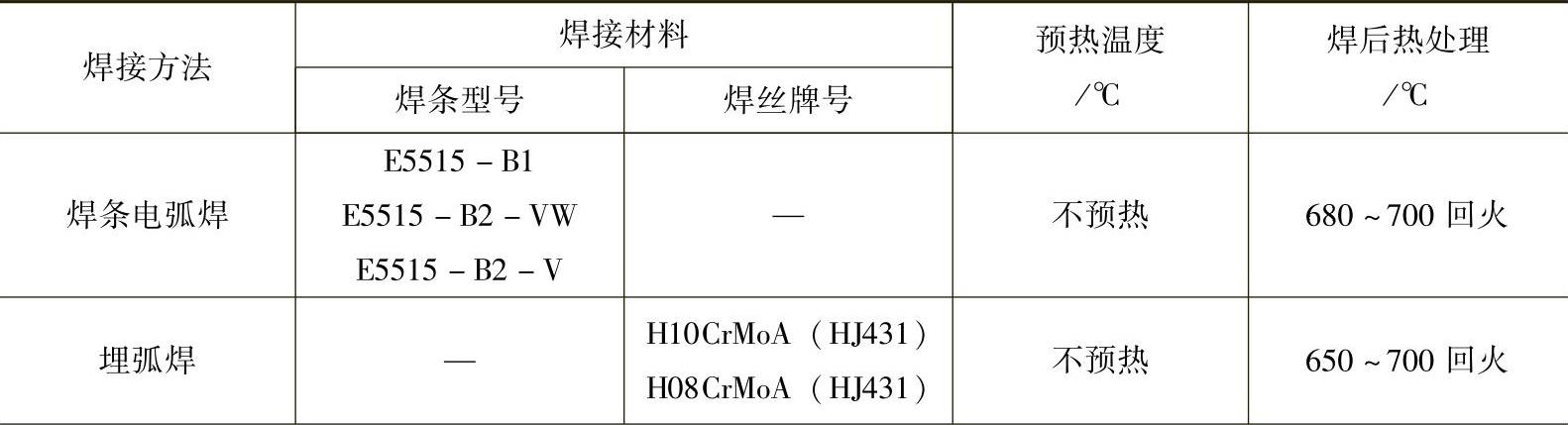
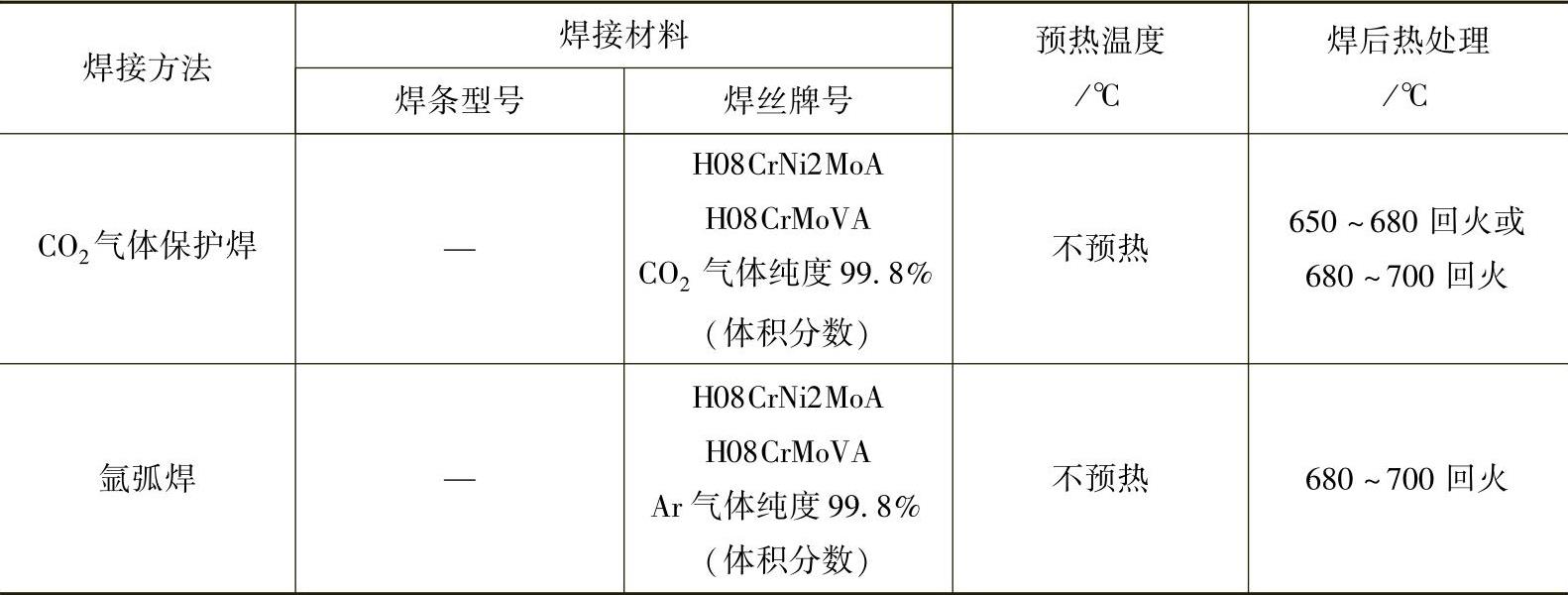
这两种钢的焊接方法可采用焊条电弧焊、埋弧焊、CO2气体保护焊和氩弧焊等,其焊接材料、焊前预热和焊后热处理参数的选择,见表5-26。
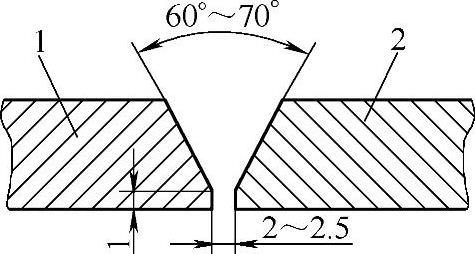
图5-14 铁素体不锈钢与碳钢接头的坡口形式
1—10Cr17钢 2—Q235钢
表5-26 10Cr17钢与Q235钢的焊接方法和焊后热处理参数的选择
(续)
3.焊接工艺
铁素体型不锈钢与碳钢焊接时,为了防止铁素体型不锈钢焊缝一侧晶粒粗大,产生脆化和裂纹,在焊接工艺上应采取下列措施:(www.daowen.com)
1)选用小的热输入,小的焊接电流,在保证焊接接头质量的前提下用较快的焊接速度。
2)采用短弧焊,电弧稍倾向碳钢母材金属侧,使两母材金属受热均匀一致。
3)多层焊,待前一层焊缝冷却到室温后再焊下一道焊缝。
4)焊后进行缓冷。
(二)马氏体型不锈钢(12Cr13)与碳钢(Q235)的电弧焊
1.焊接材料的选择
这两种钢焊接时,可采用焊条电弧焊、埋弧焊、CO2气体保护焊和混合气体保护焊。采用混合气体保护焊时,混合气体的体积分数(%)有下列几种类型:Ar98+CO22;Ar40+CO260;He40+CO260;He20+CO280;Ar75+CO223+O22。这些配比都能有效地防止焊缝污染,获得最佳的焊缝外观。
2.焊接工艺
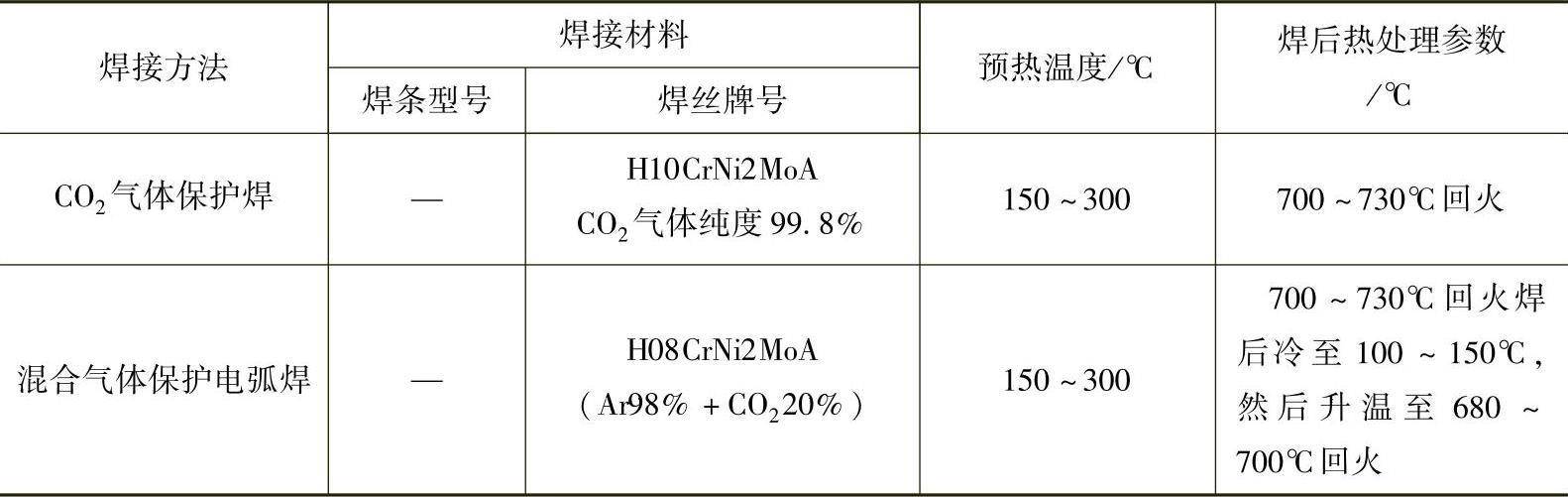
为了防止这两种牌号的异种钢焊接接头形成冷裂纹和脆化,焊前必须预热;为了提高异种钢焊接接头的力学性能,焊后应进行回火的热处理。有关12Cr13与Q235两种异种钢的焊接方法、焊接材料和焊后热处理参数的选择见表5-27。
表5-27 12Cr13钢与Q235钢焊接方法和焊后热处理参数的选择

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



