【摘要】:马氏体型不锈钢的焊接方法有焊条电弧焊、埋弧焊和熔化极气体保护焊三种。焊接采用大的热输入,即较大的焊接电流,缓慢的冷却速度。括号内为我国国家标准《不锈钢药芯焊丝》GB/T 17853—1999中对应的型号。表4-52 马氏体型不锈钢埋弧焊、气体保护焊用焊丝型号及其熔敷金属成分的质量分数注:1.表中焊丝型号为美国AWSA5.9—81中埋弧焊和气体保护焊用焊丝。
马氏体型不锈钢的焊接方法有焊条电弧焊、埋弧焊和熔化极气体保护焊三种。
1.焊条电弧焊
它是马氏体型不锈钢常用的一种焊接方法,焊条电弧焊所选用焊条见表4-49。焊接采用大的热输入,即较大的焊接电流,缓慢的冷却速度。
表4-49 焊接马氏体型不锈钢用焊条

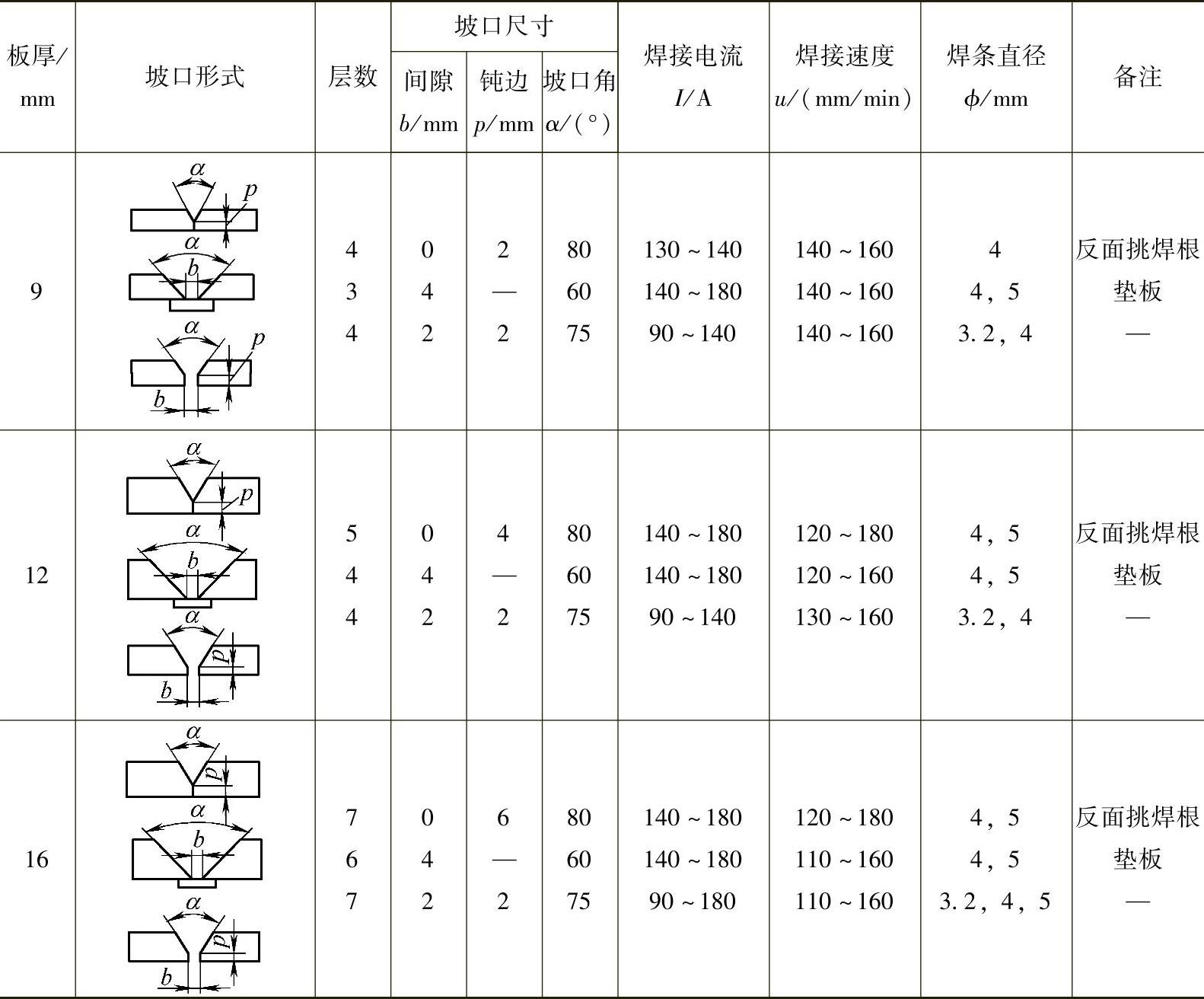
马氏体型不锈钢对接平焊用焊条电弧焊的焊接参数见表4-50。
表4-50 用焊条电弧焊焊接马氏体型不锈钢对接平焊的焊接参数
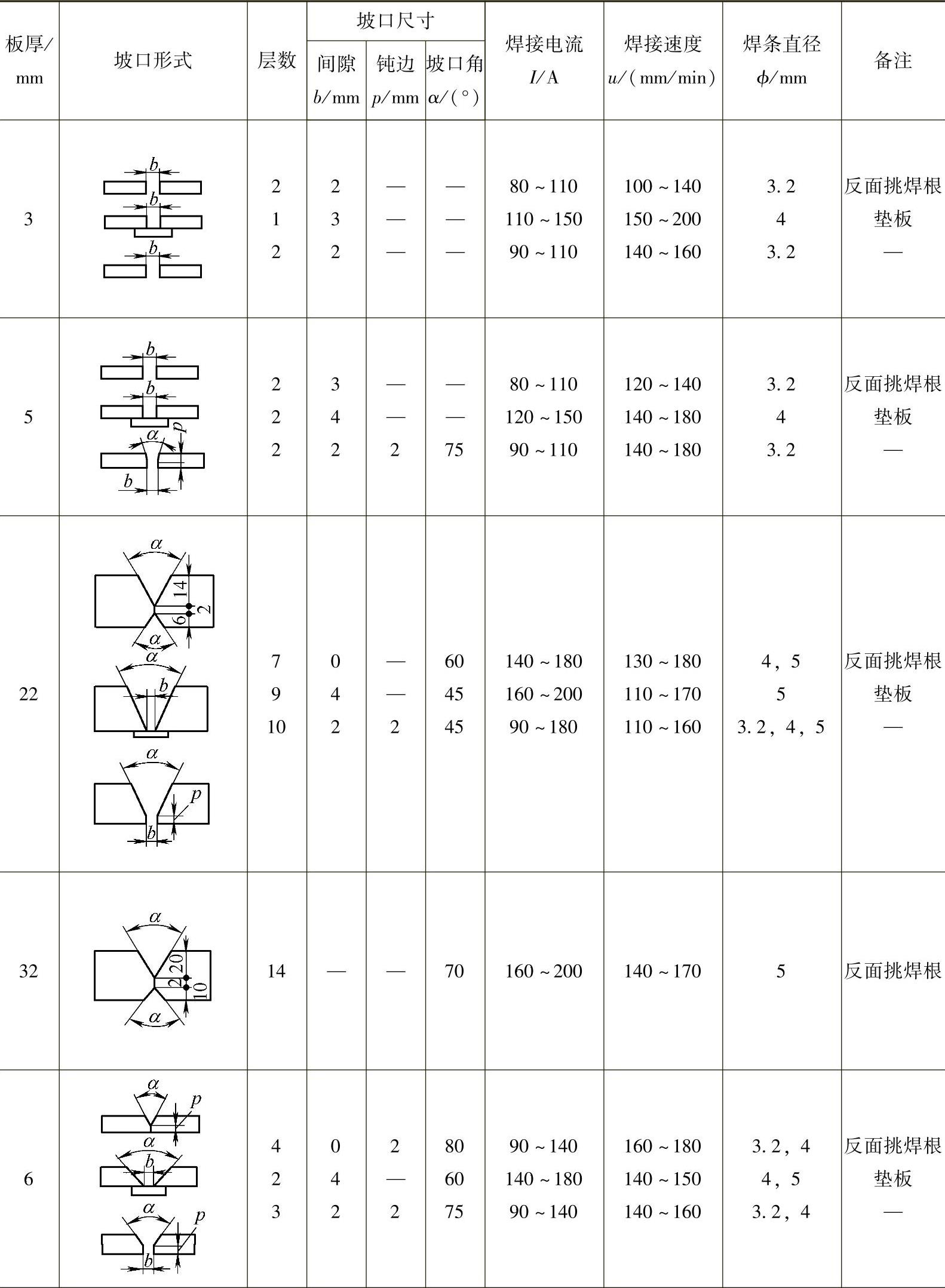
(续)
2.其他焊接方法(www.daowen.com)
除了采用焊条电弧焊外,可以用药芯焊丝焊接马氏体型不锈钢,所用药芯焊丝及熔敷金属成分见表4-51,也可以用埋弧焊和气体保护焊焊接马氏体不锈钢,它们的焊丝型号及熔敷金属成分见表4-52。其焊缝金属成分与药芯焊丝熔敷金属成分相比,除了Si、Cu、Mn含量有些区别外,其他合金元素含量基本一致。
表4-51 马氏体型不锈钢焊接用药芯焊丝型号及熔敷金属成分的质量分数
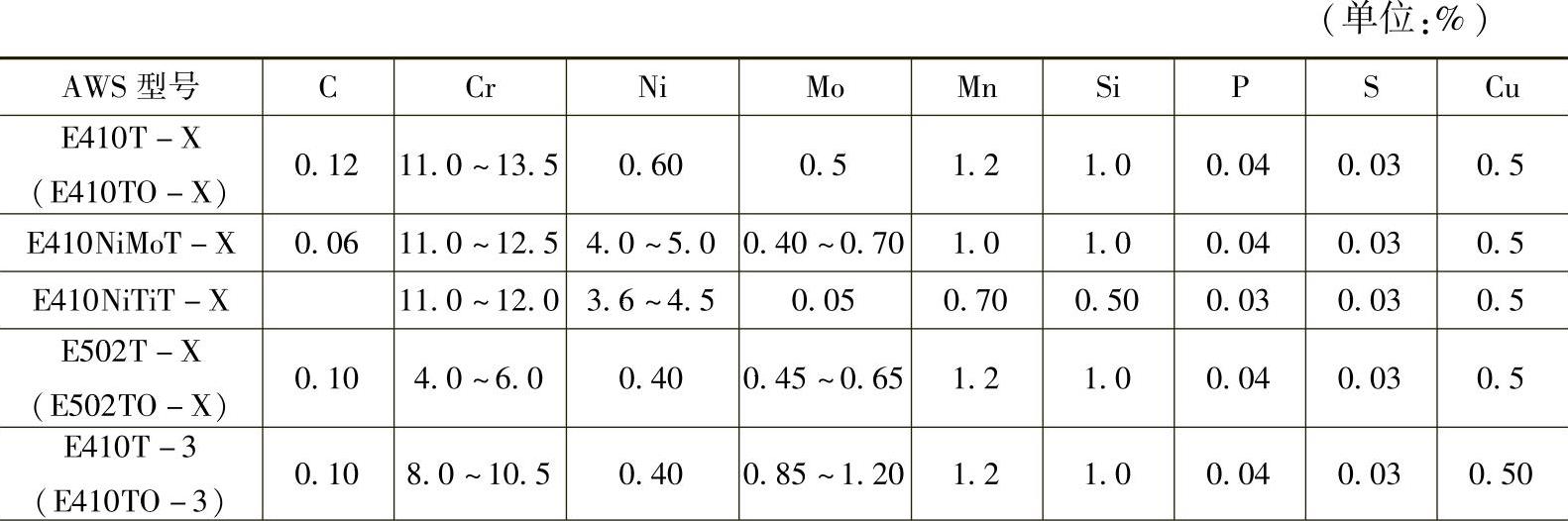
(续)
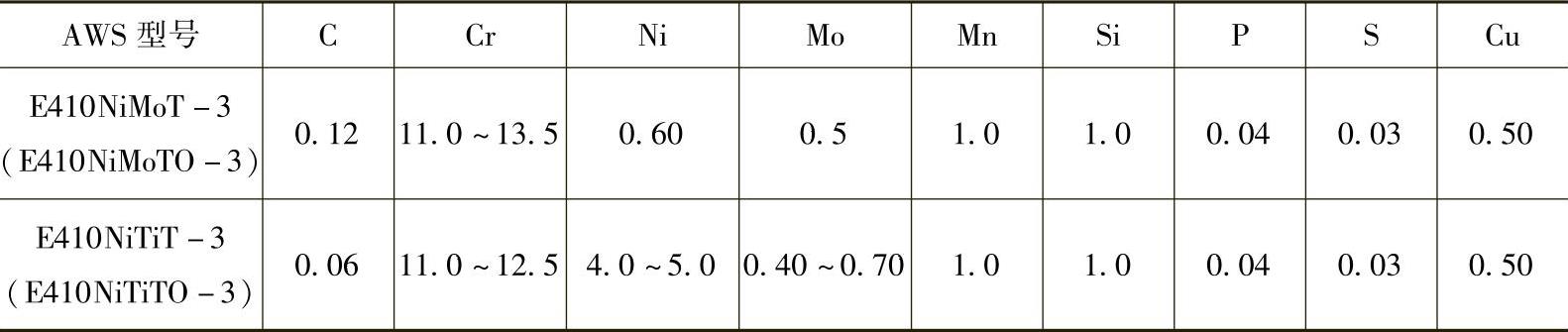
注:AWS型号为美国AWSA5.22-80药芯焊丝。括号内为我国国家标准《不锈钢药芯焊丝》GB/T 17853—1999中对应的型号。
表4-52 马氏体型不锈钢埋弧焊、气体保护焊用焊丝型号及其熔敷金属成分的质量分数
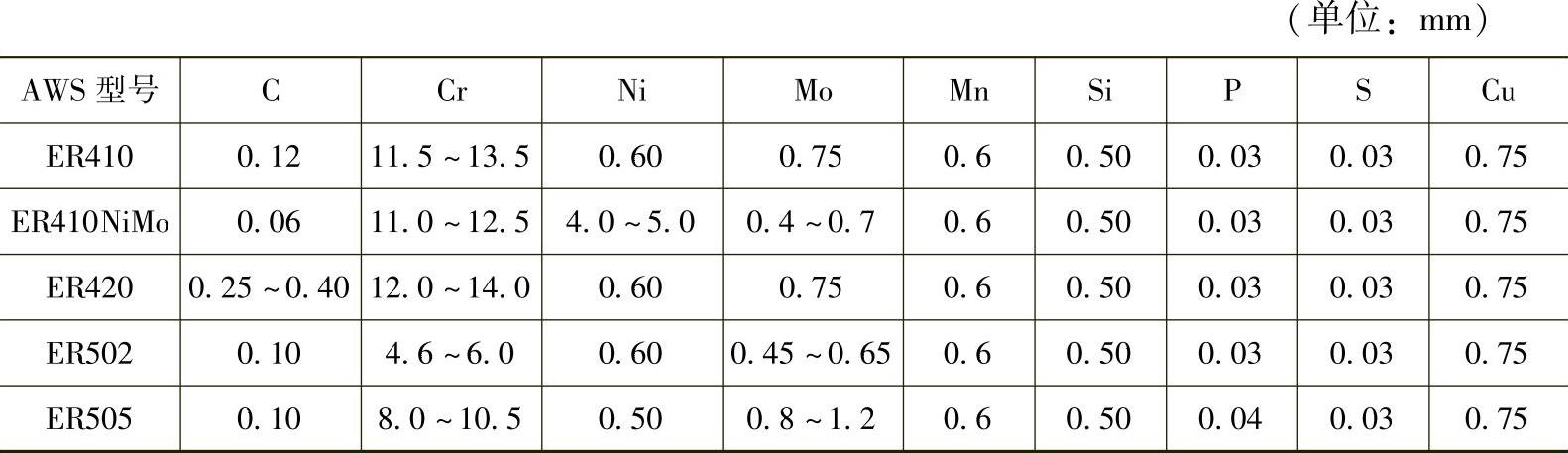
注:1.表中焊丝型号为美国AWSA5.9—81中埋弧焊和气体保护焊用焊丝。
2.ER410相当于我国标准H12Cr13焊丝;ER420相当于我国H31Cr13焊丝。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关不锈钢焊接技术的文章





