为了避免冷裂纹的产生和改善焊接接头力学性能,施焊过程中应采取焊前预热,控制层间温度,进行准确的后热和焊后热处理等措施。
焊接低、中合金调质结构钢的原则,也适用于马氏体型不锈钢的焊接。为了获得优质的焊接接头,应注意下列焊接工艺特点:
1.控制焊缝金属的化学成分
焊缝金属的化学成分主要取决于焊接材料。为了保证焊接结构的使用性能,焊缝金属可以通过两个途径获得:一是采用与母材金属的化学成分相同或相接近的焊接材料;二是采用与母材金属化学成分完全不同的焊接材料,如采用奥氏体不锈钢材料。
用与母材成分相同或相近的焊接材料施焊时,焊缝与热影响区将硬化变脆,有很高的冷裂纹倾向。为了防止冷裂纹产生,对于材料厚度大于2mm的焊件通常要进行预热,焊后要缓冷并还要进行热处理,以消除焊接应力,从而有助于提高焊接接头性能。
当焊接构件不能进行预热或不便进行热处理时,可以使用与母材化学成分不同的奥氏体不锈钢焊接材料进行焊接。其焊缝金属为奥氏体组织,焊缝具有较高的塑性和韧性,它能松弛焊接应力,并能够溶入较多的固溶氢,所以能降低焊接接头形成冷裂纹的倾向。但是这种焊接接头材质不均匀,焊缝与母材的膨胀系数也不相同,在循环温度下长期工作,在熔合区产生的切应力可能会导致焊接接头的提前失效,应引起重视。
2.焊前预热和焊后热处理
(1)焊前预热 焊接马氏体型不锈钢时,若选用与母材成分相同的焊接材料时,为了防止焊接接头形成冷裂纹,焊前必须预热。预热温度一般在200~260℃之间,且最好不要高于该牌号的马氏体开始转变温度。
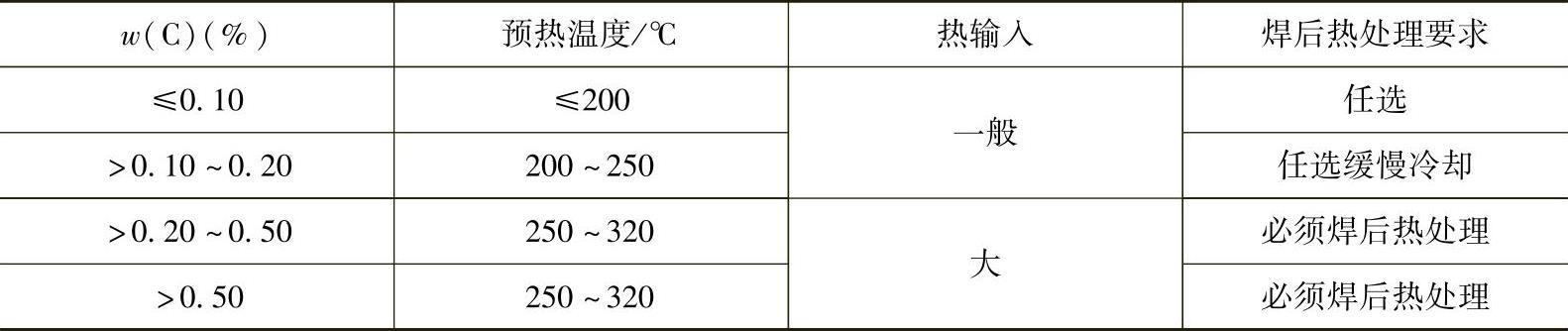
预热温度的选择与材料厚度、填充金属种类、焊接方法和构件的拘束程度有关。其中与钢的碳含量关系最大。当碳的质量分数小于0.1%时,预热温度可小于200℃;碳的质量分数为0.1%~0.2%时,预热温度为200~250℃;当含碳的质量分数大于0.2%时,除预热温度要适当提高外,还必须考虑保证多层焊时的层间温度。
无论采用哪种熔焊方法,焊前需预热,预热温度与钢中碳含量有关,见表4-47。
马氏体型不锈钢的预热温度不宜过高,否则将使奥氏体晶粒粗大,并且随冷却速度降低,还会形成粗大铁素体加晶界碳化物组织,使焊接接头塑性和强度均有所下降。
表4-47 马氏体型不锈钢推荐使用的预热、热输入及焊后热处理
(2)焊后热处理(回火处理) 焊后热处理前对焊件温度有严格的要求:焊件焊后不可随意从焊接温度直接升温进行回火热处理。这是因为焊接过程中形成的奥氏体尚未完全转变成马氏体,其未分解的奥氏体在立即升温回火热处理温度的过程中,会发生珠光体转变,或者成碳化物沿奥氏体晶界沉淀,产生粗大铁素体加碳化物组织,从而严重地降低焊接接头的韧性,也影响强度,还易使焊接接头脆断且对耐蚀性也不利。如果焊接接头焊后空冷到室温后再进行热处理,则马氏体不锈耐热钢会出现空气淬硬倾向,造成常温塑性降低,并且在常温下残留的奥氏体将继续转变为马氏体组织,使焊接接头变得又硬又脆,组织应力也随之增大;若再加上扩散氢的聚集,焊接接头就有可能产生冷裂纹。正确的方法是,回火前使焊件适当冷却,让焊缝和热影响区的奥氏体基本分解为马氏体组织。(https://www.daowen.com)
对于刚度小的焊接构件,焊后可冷至室温后再进行回火热处理。
对于焊后需要机械加工的构件,为了得到最低硬度,必须采用高温退火,退火温度为830~880℃,保温2h后炉冷至650℃,然后空冷。
对于刚度大的焊接构件,特别是碳含量较高时,需要进行准确的后热处理:焊接区空冷至100~150℃,立即在此温度保温1~2h。其目的有两个:一是让奥氏体充分分解为马氏体,又不至于立即过分脆化;二是使焊缝中氢向外扩散,起到消氢作用。然后加热至回火温度,适当保温,使马氏体充分回火得到理想的回火组织。
焊后回火热处理的目的是降低焊缝和热影响区硬度,改善其塑性和韧性,同时减少焊接残余应力。回火温度一般选在650~750℃,至少保温1h后空冷。
对于高铬马氏体不锈钢,一般在淬火加回火的调质状态下焊接,焊后经高温回火处理,即可使焊接接头具有合格的力学性能;如果钢材在退火状态下焊接,则焊后会出现不均匀的马氏体组织,此时,整个焊件还需经过调质处理,才能使焊接接头具有均匀的力学性能。
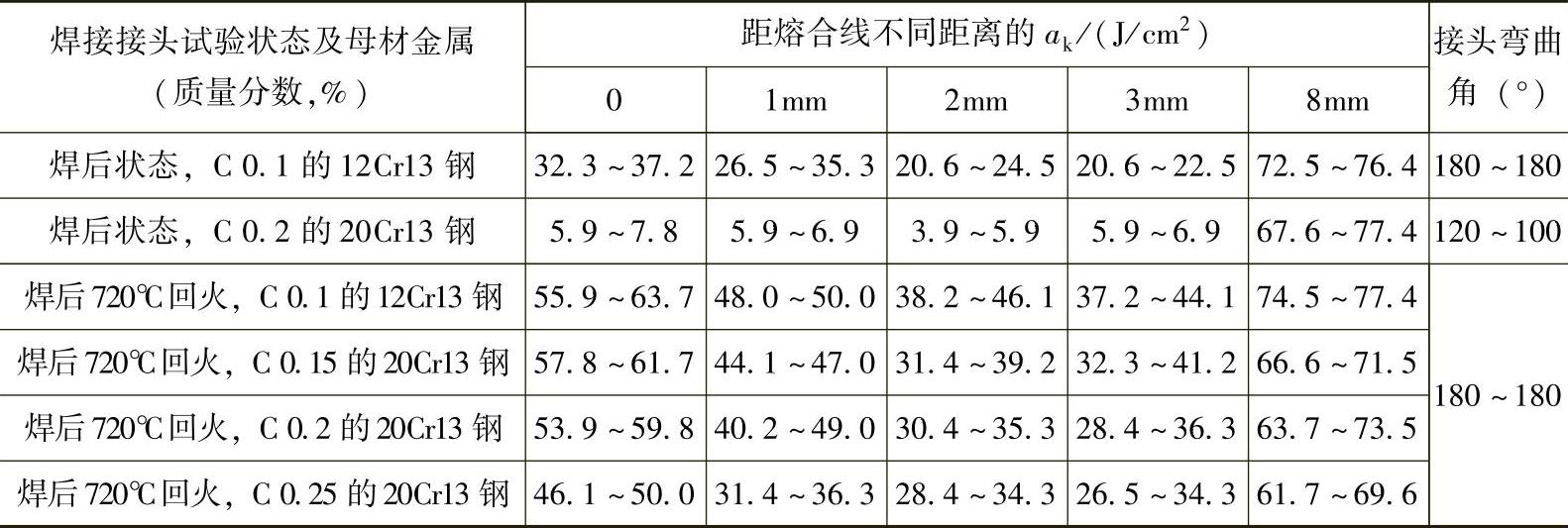
回火温度的选择,应根据工程项目对焊接接头力学性能和耐蚀性的要求而定,一般选在650~750℃,至少保温1h后空冷,或者每30mm焊缝保温1h,随后空冷。有关焊后热处理回火温度对12Cr13和20Cr13钢焊接热影响区脆性的影响见表4-48。
3.焊接方法的选择
用焊条电弧焊焊接马氏体型不锈钢时,焊条应选用低氢型的,在施焊前要进行高温烘烤处理,以便彻底消除焊条药皮中的水分,减少焊接区的扩散氢含量和降低冷裂纹的敏感性。为了防止过热,应采用小的热输入施焊,施焊过程以短弧焊和窄焊缝的操作方法为佳。焊条电弧焊适用于中、厚板的马氏体型不锈钢的焊接。
钨极氩弧焊适用于薄板焊接,采用直流正极性能提高焊接质量,但要妥善保护好正面和背面焊接溶池,以防止氧化。用氩弧焊焊接薄板时,可以不预热,冷裂纹倾向较小;厚板要焊前预热,焊后仍要高温回火。
马氏体型不锈钢也可选用CO2气体保护焊,其冷裂纹倾向小于焊条电弧焊,但仍需进行焊前预热、后热和焊后热处理。
表4-48 用E410焊条焊接12C13和20Cr13钢对焊接热影响区脆性的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







