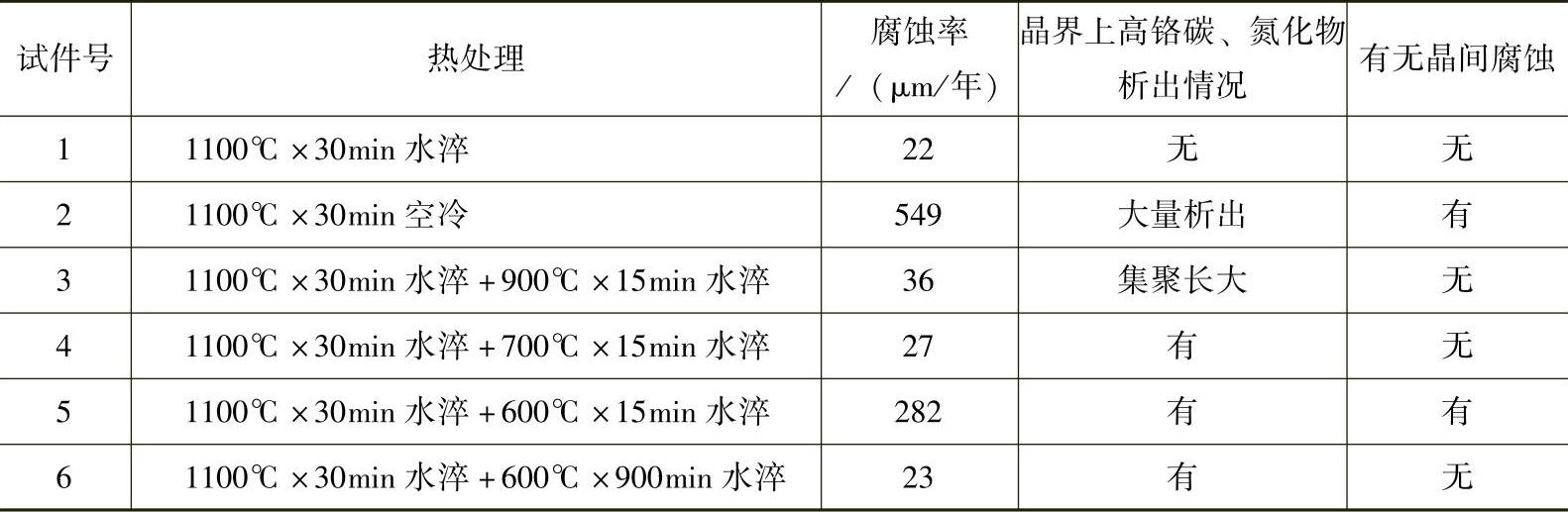
超高纯度铁素体不锈钢及其焊接接头有产生晶间腐蚀的倾向,其腐蚀机理与奥氏体不锈钢晶间腐蚀一样,仍可以用公认的贫铬理论来解释。热处理对超高纯度高铬铁素体不锈钢(008Cr27Mo)晶间腐蚀率的影响见表4-8。从表中可知:该钢从1100℃水淬与普通高铬铁素体不锈钢不同,腐蚀率很低,不产生晶间腐蚀,晶界上没有高铬铁、氮化物析出;而在1100℃空冷的,腐蚀率很高,晶界上析出大量的高铬碳和氮化物,有晶间腐蚀。经1100℃×30min水淬,然后分别进行15min保温和900min的水淬的试件,晶界上均有高铬碳、氮化物析出,但腐蚀率比1100℃空冷的试样低,且没有晶间腐蚀。说明晶界上析出的高铬碳、氮化物与晶间腐蚀没有相对关系。腐蚀介质为硫酸铁-硫酸溶液。
表4-8 热处理对超高纯度高铬铁素体钢腐蚀率的影响
无论普通纯度高铬铁素体型不锈钢,还是超高纯度的铁素体型不锈钢,其焊接接头的晶间腐蚀倾向都与其合金元素的含量有关。
选用与母材金属化学成分相同或不同的焊接材料焊接时,要严格保护好焊接熔池,防止空气中氮气侵入熔池,以免增加焊缝金属中C、N、O的含量,导致晶间腐蚀的产生。
选用与母材金属化学成分不同的焊接材料焊接时,要严格控制焊接材料中的碳、氮含量和提高铬元素含量,以提高焊接接头抗腐蚀能力。
1.超高纯度铁素体不锈钢的焊接工艺
超高纯度铁素体不锈钢熔焊的方法有氩弧焊、等离子弧焊和真空电子束焊。采用这些焊接方法主要目的是使焊接熔池能得到良好的保护,使焊接熔池表面不受污染。
采取的工艺措施如下:
1)增加熔池保护(如采用双层气体保护),用气体透镜,增大喷嘴直径,适当增大氩气流量;或者采取在焊枪后面加保护气罩的办法,延长焊接熔池的保护时间。
2)焊接时要采用提前送氩气,滞后停气的焊接设备,使焊缝始、末端均在有效气体保护范围内。
3)提高氩气纯度,用高纯度氩气进行施焊,以减少氮和氧的含量,提高焊缝金属的净化程度。
4)提高焊工操作技能,填充焊丝时不允许焊丝始、末端离开保护区。
5)焊缝背面要通氩气保护,最好采用通氩气的铜垫板,以减少过热,增加冷却速度。
6)尽量减少热输入,多层焊时控制层间温度低于100℃。
2.022Cr18NbTi高纯度铁素体不锈钢接工艺(https://www.daowen.com)
近年来研发的一种新型高纯度铁素体不锈钢,其成分特点为超低碳(C+N)及中Cr(质量分数为18%),同时添加了少量的合金元素Nb(质量分数为0.45%~0.50%)及Ti(质量分数约为0.15%)以实现Cr的双稳定化;其组织特点为单相铁素体组织,高温到室温无组织转变;性能特点除了具有良好的耐蚀性外,同时还具有良好的力学性能。与奥氏体不锈钢,相比,铁素体不锈钢导热性好,热胀系数小,且具有更好的经济性。但使用成品的厚度一般都小于3mm,该钢需经焊接加工时,厚度限制范围更小,一般小于2mm。
某钢生产的022Cr18NbTi,厚为1.5mm冷轧退火钢板,对其进行焊接工艺考核。其化学成分和力学性能见表4-9和表4-10。
表4-9 022Cr18NbTi不锈钢的化学成分实测值 (质量分数,%)

表4-10 022Cr18NbTi不锈钢的力学性能

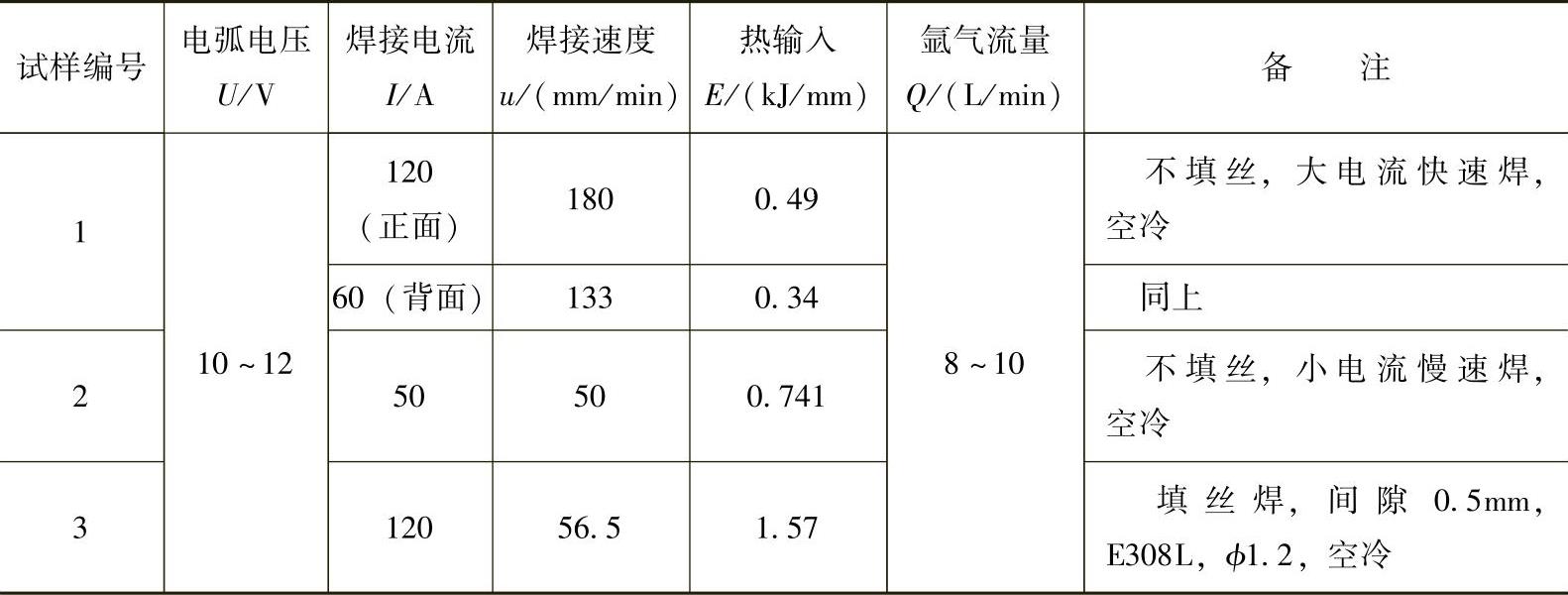
(1)焊接参数的选定 焊接方法采用钨极氩弧焊,钨极直径为2.4mm,Ⅰ形坡口水平对接焊,氩气流量为8~10L/min,电源极性为直流正接。定位焊后进行连续焊接,选择不同焊接参数(见表4-11)来确定良好的焊接接头力学性能和组织。
表4-11 焊接参数
(2)对焊接接头进行分析
1)焊接接头力学性能检测:按有关标准执行,焊接接头室温拉伸试验结果见表4-12,可以看出:3号试样由于焊接时添加了焊丝,焊缝有余高,因此抗静载荷能力强,断裂位置在母材;1号和2号试样均断裂于焊缝,其断裂强度不小于母材95%。从表4-12中还可以看出3个试样热影响区粗晶区的硬度值与母材相比变化不大。室温弯曲试验:焊缝位于试样中心,弯曲直径为2倍试样厚度,弯曲角度为180°。各个试样的面弯和背弯试样都合格,未出现裂纹,表明焊接接头具有良好的抗弯性能,其对晶粒度不敏感。
表4-12 焊接接头力学性能检测结果

2)焊接接头室温金相组织:通过对比可以发现,1号试样焊缝和热影响区的粗晶区和细晶区的晶粒都特别粗大,粗晶区的晶粒度达0~1级。2号试样热影响区的粗晶区和细晶区的晶粒尺寸与1号试样相比显著减小,晶粒度为4级。3号试样由于填充了E308L奥氏体焊丝,焊缝区可以大致分为两部分,一是位于表层的奥氏体区,熔合比小,组织为奥氏体焊态组织;二是位于焊缝根部的铁素体区,熔合比大,组织为粗大的柱状晶,晶粒生长方向朝焊缝表面而不是热影响区,焊接热影响区晶粒尺寸较小,晶粒度在3~4级之间,且宽度较窄。另外,还观察到3号试样没有明显的热影响区粗晶区的过渡区,表明添加奥氏体焊丝对改善接头组织,提高力学性能是有益的。
众所周知,铁素体不锈钢晶粒受热易粗化,在焊接热循环过程中,热影响区晶粒不可避免地长大而使性能下降。对于022Cr18NbTi铁素体不锈钢焊接而言,焊接参数可调范围比较窄,不但要严格控制焊接热输入,而且要控制焊接电流处于一个较低的水平。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







