【摘要】:试验表明,对板厚5mm的06Cr18Ni11Ti奥氏体不锈钢的试验中,常规单面等离子弧焊的熔深只有1.8mm,而PA-GTA双面复合焊则可以完全熔透。但这种小孔效应与常规单面等离子弧焊的小孔效应不同,因为工件另一侧还有一个钨极氩弧在起作用。
1.PA-GTA双面复合焊的原理
图3-52为PA-GTA双面复合焊的原理图。它是将等离子弧和钨极氩弧对准分别置于工件两侧,并串联于电源回路中,等离子弧接阴极,钨极氩弧端接阳极,形成等离子弧为直流正接、钨极氩弧为直流反接的状态。两套焊枪分别采用两套水冷装置。为提高焊接电流加载量,降低钨极烧损,等离子焊焊枪的钨极的直径选用3mm,钨极氩弧焊焊枪的钨极直径选用6.4mm。试验表明,对板厚5mm的06Cr18Ni11Ti奥氏体不锈钢的试验中,常规单面等离子弧焊的熔深只有1.8mm,而PA-GTA双面复合焊则可以完全熔透。
2.PA-GTA双面复合焊的工艺特点
在对不锈钢板进行PA-GTA双面复合焊时,可以采用直流恒流并建立稳定的小孔效应。但这种小孔效应与常规单面等离子弧焊的小孔效应不同,因为工件另一侧还有一个钨极氩弧在起作用。这样,等离子弧就会进一步被压缩,等离子能量就会得到进一步聚集,从而可以一次性焊透更厚的焊件,提高了焊接生产率,而且表面张力、电弧吹力和电磁搅拌均有利于获得更大的熔深。
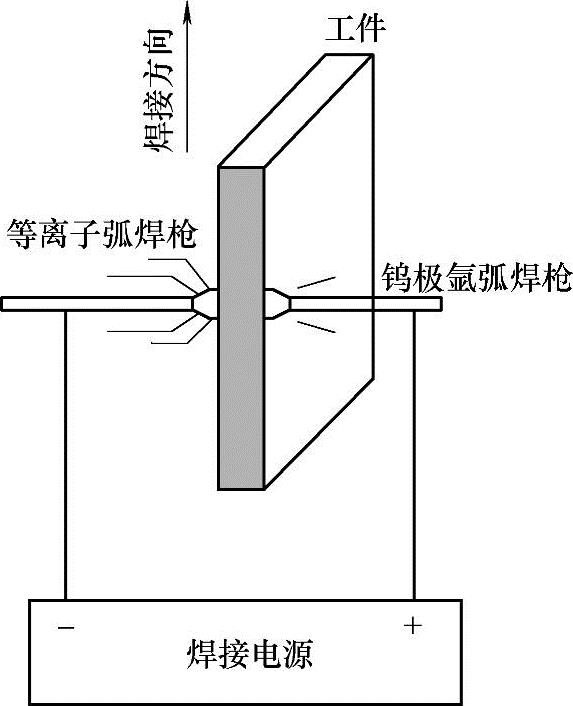
图3-52 PA-GTA双面复合焊原理图(www.daowen.com)
图3-53 PA—MIG/MAG机器人焊接系统
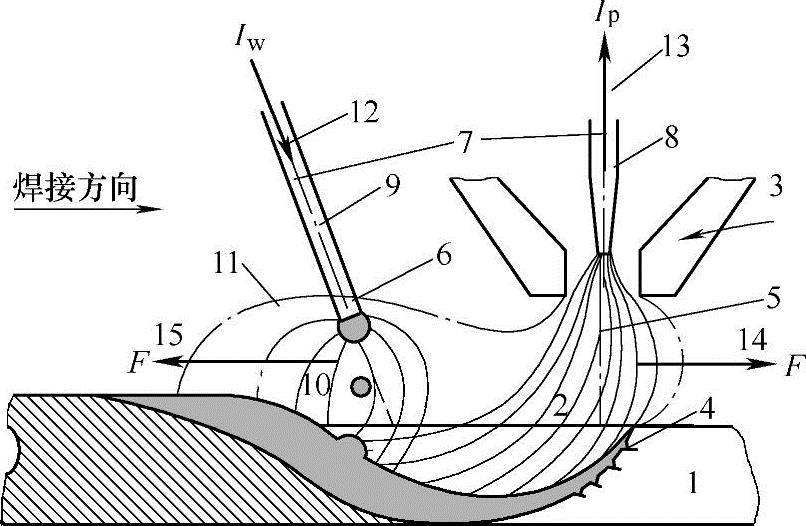
图3-54 PA-MIG/MAG焊接原理示意图
1—工件 2—等离子流 3—等离子喷嘴 4—熔融金属 5—等离子弧中心 6—焊丝中心 7—电极之间的夹角 8—钨极 9—焊丝 10—MIG/MAG电弧 11—等离子弧 12—焊丝电流(Iw)方向 13—等离子弧电流(Ip)方向 14—施加在等离子弧上的电磁力(F) 15—施加在MIG/MAG电弧上的电磁力(F)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






