这是以聚焦的激光束作为能源轰击焊件所产生的热量进行焊接的方法。激光是目前世界上最亮的光,CO2激光的亮度比太阳光亮8个数量级,而高功率钕玻璃激光则比太阳光亮16个数量级。激光的方向性很好,它能传播到很远的距离,且扩散面积小,接近于理想的平行光。同时,激光为单色光,它的发光光谱宽度很狭窄,比氪灯的光谱宽度窄几个数量级,聚焦后在焦点上的功率密度比普通的焊接热源高几个数量级。基于有上述特点,激光成为一种十分理想的焊接和功割的热源。
1.不锈钢激光焊的优点
它与一般焊接方法相比,其优点在于:
1)聚焦后的激光具有很高的功率密度,焊接以深熔方式进行。
2)激光的加热范围小(<1mm),热量集中,焊接速度快,使焊接残余应力和焊后变形量减小。
3)激光能反射、透射,在空间传播相当距离后能量衰减很小,可进行远距离或一些难以接近部位的焊接;
4)与电子束焊接相比,它不需要真空室,也不会产生X射线,但可焊接厚度不如电子束焊的厚,且大功率激光发生器的结构比电子束更为复杂,一次性投资更高。
2.不锈钢激光焊的焊接特点
1)奥氏体型不锈钢的激光焊焊接性能一般较好。奥氏体型不锈钢为了提高力学性能,加入了硫和硒等元素,焊后凝固裂纹的倾向会有所增加。
2)奥氏体型不锈钢的热导率只有碳钢的1/3,对激光的吸收率比碳钢略高,所以同样条件下奥氏体型不锈钢激光焊熔池比碳钢稍微低一点(5%~10%)。
3)激光焊接奥氏体型不锈钢的热变形和残余应力也相对较小,采用其他常规焊接方法时奥氏体型不锈钢会产生比碳钢大50%的热膨胀量。
4)Cr/Ni当量大于1.6时,奥氏体型不锈钢较适合激光焊;当量Cr/Ni小于1.6时,产生热裂纹倾向就会提高。
3.激光焊接设备
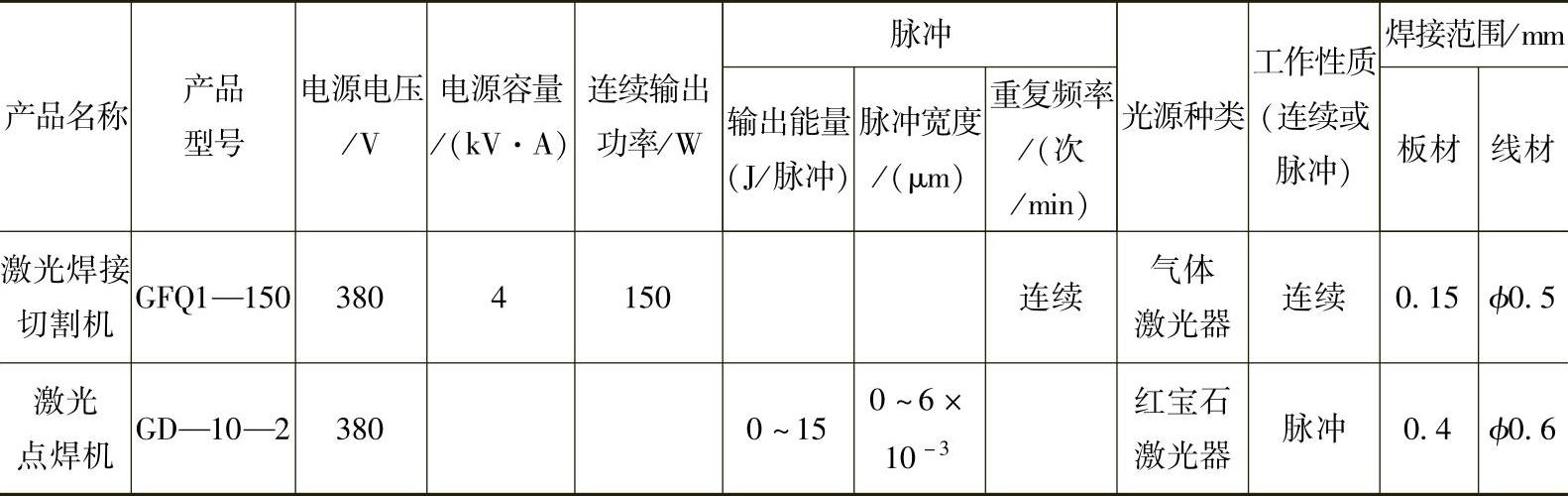
激光焊接设备主要由激光器、光学偏转焦系统、光束检测器、控制系统和工作台组成,国产激光设备型号见表3-48。按工作物质状态,激光器分固体激光器和气体激光器;按其能量输出方式可分脉冲激光器和连续激光器。
表3-48 几种国产激光焊设备的名称及主要性能
几种焊接激光器性能参数见表3-49。
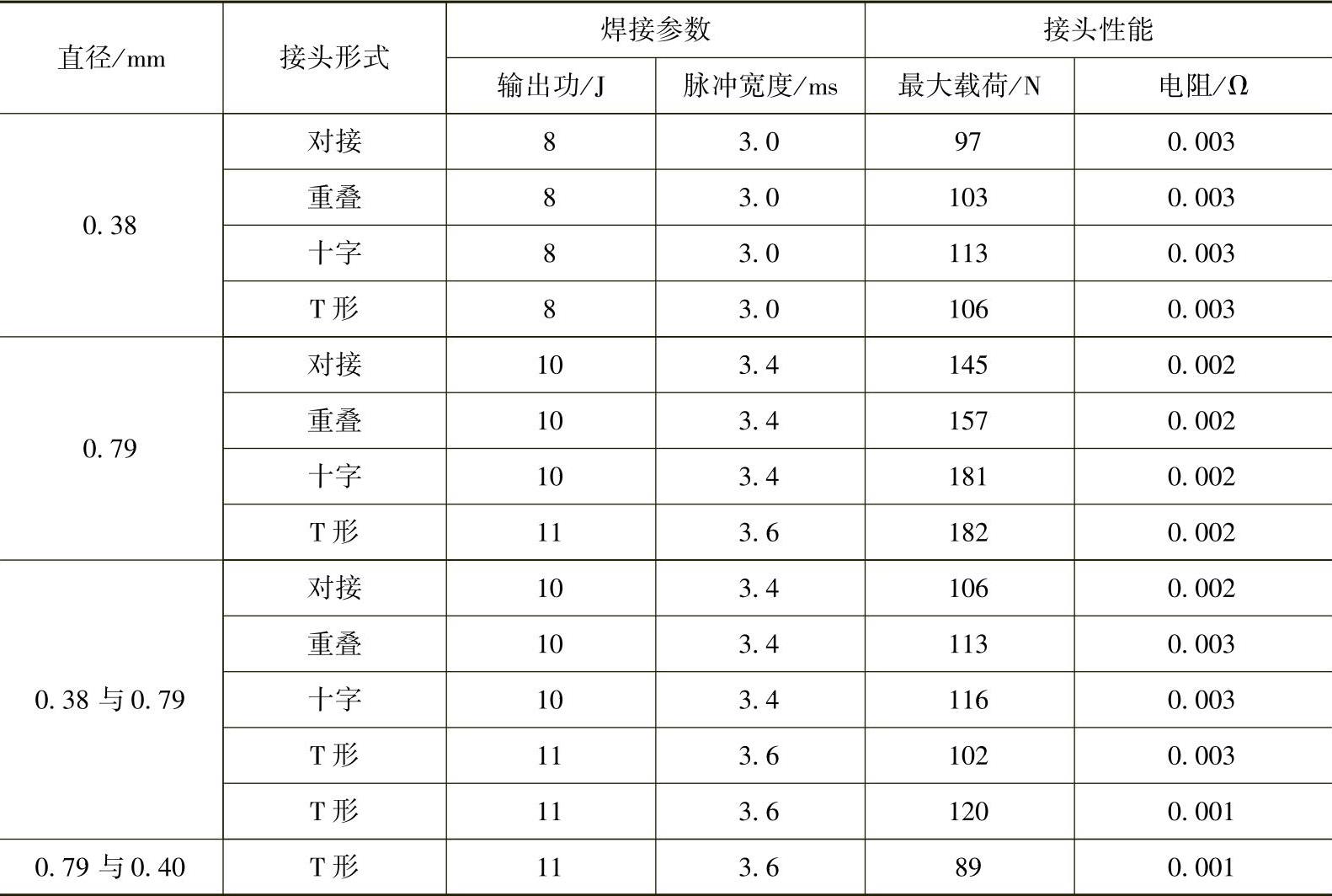
(1)固体激光器 产生激光的工作物质有红宝石、钕玻璃钇铝石榴石,主要以脉冲方式工作,输出功率小,通常用于定位焊,随着输出功率增大,也可以进行焊接。焊接接头形式如图3-49所示。脉冲激光焊主要焊接参数有脉冲能量和宽度以及功率密度等。表3-50为用脉冲激光焊焊接301不锈钢钢焊丝的焊接参数及接头性能。
表3-49 几种焊接激光器性能参数
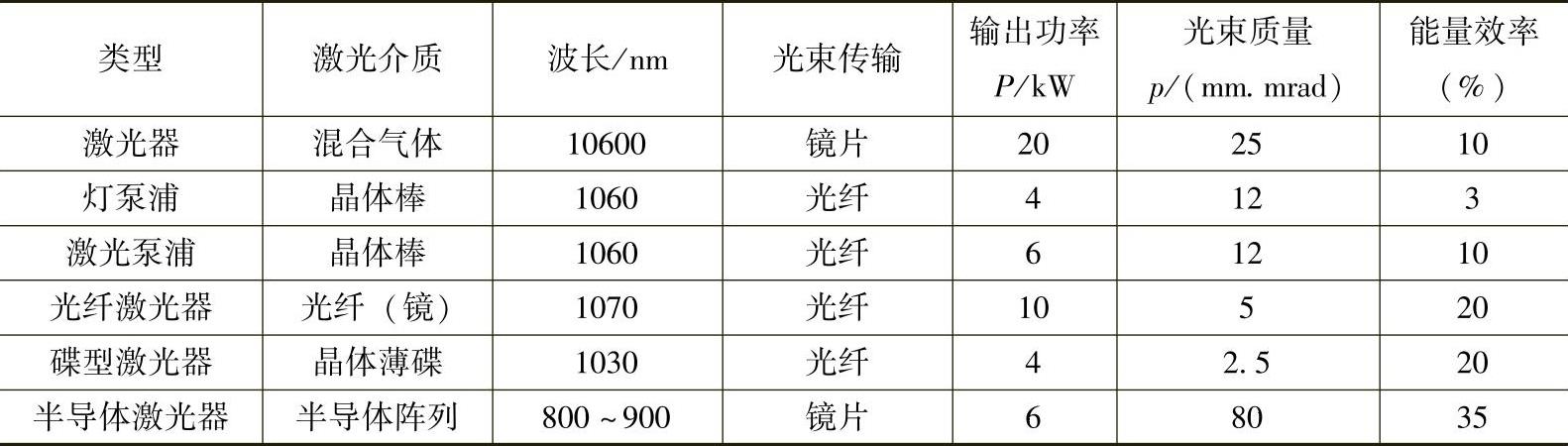
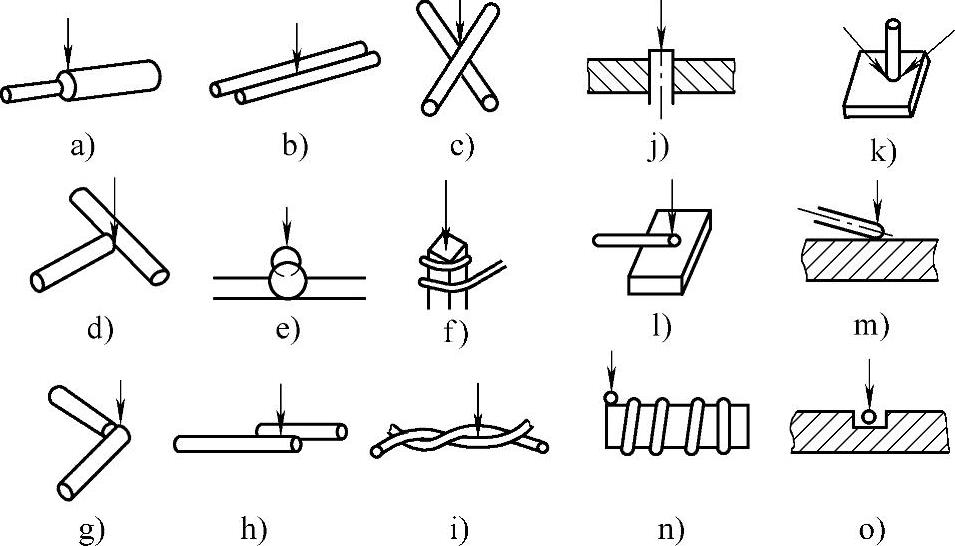
图3-49 固体激光点焊典型焊接接头形式
表3-50 用脉冲激光焊焊接301不锈钢焊丝的焊接参数及接头性能
 (www.daowen.com)
(www.daowen.com)
注:301不锈钢相当于我国12Cr17Ni7钢。
(2)气体激光器 气体激光器大多为CO2激光器,有3种结构形式:封闭式或半封闭式CO2激光器、横流式CO2激光器和快速轴流式CO2激光器。CO2激光器的输出功率大,最高达6kW,能焊成连续焊缝。
CO2激光焊所用的对接形式如图3-50所示,通常采用对接接头形式。图3-51所示为焊接接头的装配要求,装配时必须施加一个装配压力F,使待焊件之间的间隙越小越好。
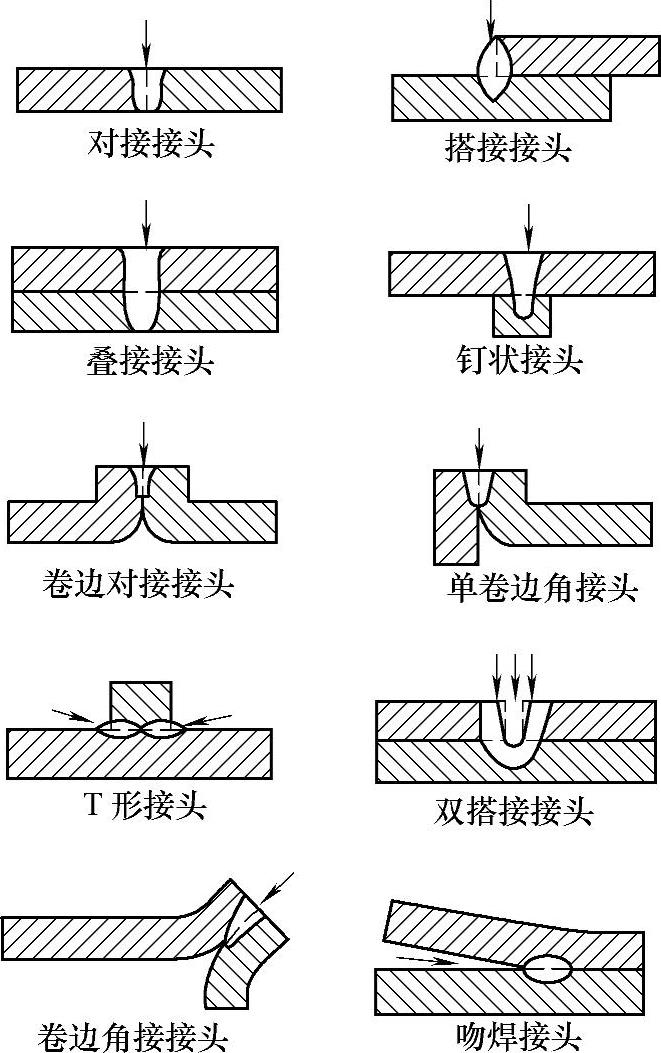
图3-50 激光焊接接头形式
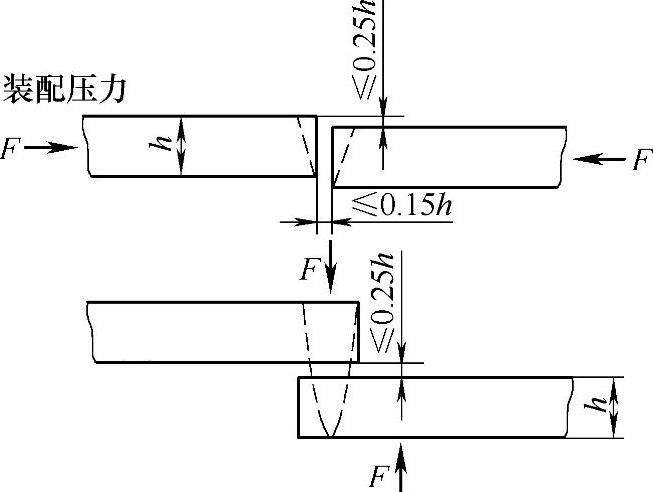
图3-51 焊接接头的装配要求
激光焊的熔深与激光功率、焊接速度、光斑直径、离焦量、气体保护等均有关。其中气体保护用氦能使熔深加深,如果在氦里加入少量氩或氧,能进一步提高熔深。
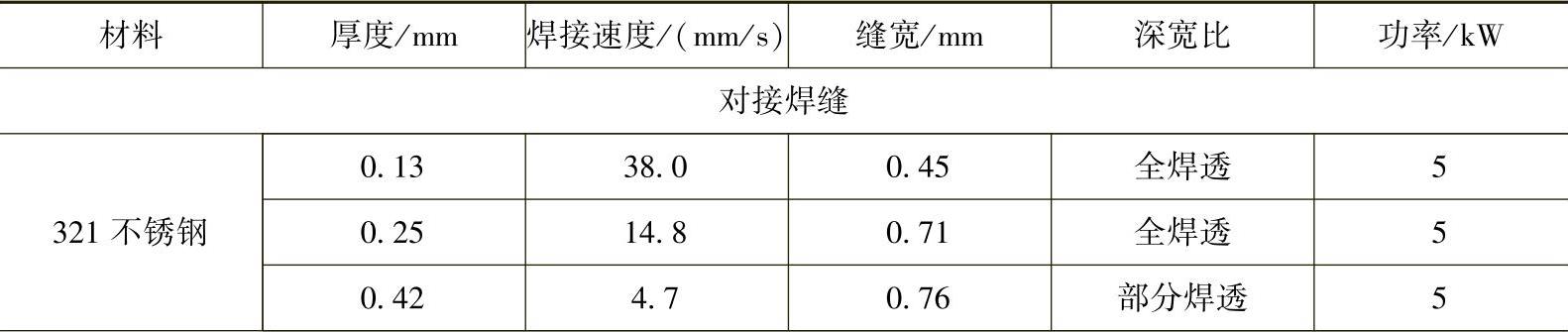
用激光焊焊接奥氏体型不锈钢板,从薄板到中厚度板(0.1~12mm),均可达到性能良好且焊接接头外观和成形美观的效果。表3-51为CO2激光焊焊接不锈钢的焊接参数。
表3-51 CO2激光焊焊接不锈钢的焊接参数
(续)
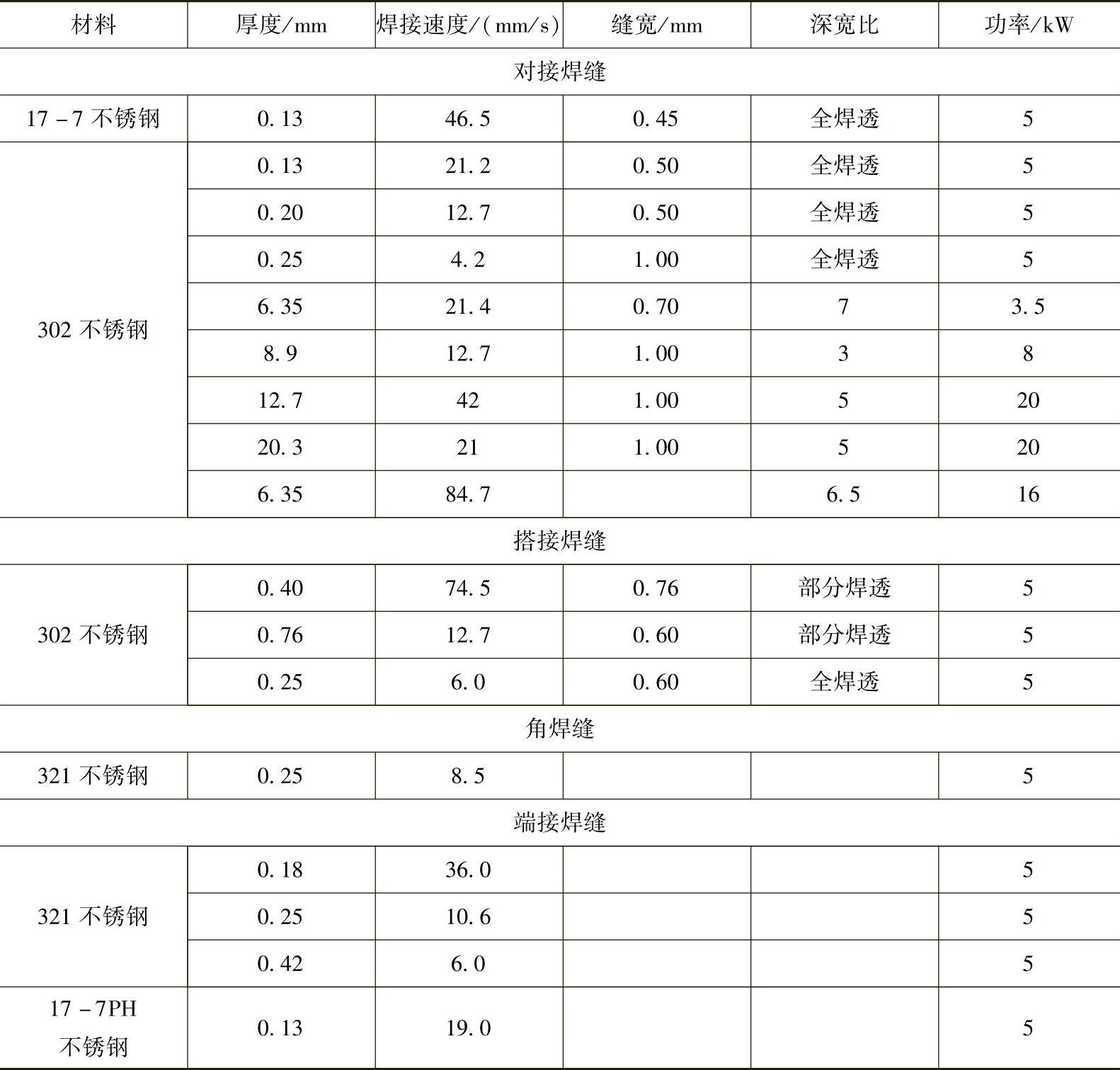
注:302不锈钢相当我国12Cr18Ni9钢,321不锈钢相当我国06Cr18Ni11Ti钢,17-7PH相当我国07Cr17Ni7Al钢。
中科院沈阳自动化所、中科院自动化所、苏州长光华芯光电技术有限公司和江苏(扬州)数控机床研究院经过多年努力,研制成“全自动激光拼焊生产线”,采用国产4kW光纤耦合激光器。用激光拼焊钢板材厚度为0.5~3.0mm,最大焊接速度高达9m/min,最大焊接效率5件/min,可多组同时拼焊数≥3,能满足250~2200mm焊缝长度焊接要求。目前已为汽车制造业用户中实际加工20万件以上产品。这条研制成的全自动激光拼焊生产线,不仅替代了国外进口生产线用于车用激光拼焊板材批量生产,同时还填补了我国全自动激光拼焊生产线的空白。该设备生产单位为江苏扬州巧智鑫自动化设备有限公司。
4.激光焊接技术发展方向
(1)激光填丝焊接 激光焊接一般情况下不需要添加填充焊丝,激光束照射在被焊工件的接缝处,靠被焊工件材料自身的熔化形成接头。由于激光束的光束尺寸很小,对被焊材料的坡口加工和装配间隙要求很高,一旦达不到要求,往往会发生焊偏或泄漏,很难保证焊接接头质量。如果在激光对工件进行加热的同时,采用从激光束前方或后方添加填充焊丝的方式,补充液态金属,解决由于间隙过大或激光作用下液态金属汽化流失而造成的焊缝区液态连接金属过少的问题,避免焊缝出现咬边、凹陷等缺陷。
激光填丝焊接的优点:
1)激光填丝焊可以在很大程度上降低工件的加工和装配精度,改善焊接结构和被焊材料的适应性,提高焊缝成形和表面质量。
2)激光填丝焊可以通过设计焊丝成分来控制焊接冶金和焊缝成分,改善焊缝金属的组织,抑制焊接裂纹的形成,提高焊接接头的性能。特别对含有脆性材料的异种金属焊接极为有利。
3)采用多层激光填丝焊的方式还可以有较小功率的激光器实现大厚度板的焊接,显著提高了激光对厚板焊接的适应能力。
(2)激光电弧复合焊接 激光电弧复合焊接有时也称电弧辅助激光焊接技术,其主要目的是有效利用激光和电弧热源,充分发挥两种热源各自优势,取长补短,以较小的激光功率获得较大的熔深,稳定焊接过程,提高焊接效率,降低激光焊接的装配精度和应用成本。
(3)双束激光焊接 双束激光焊接是将同一种激光采用光学方法分离成两束单独的光,或用两束不同类型的激光组合起来进行焊接的方法。通过改变两束光的能量、光束间距、甚至是两束光的能量分布模式,对焊接温度场进行方便、灵活的调节,改变小孔的存在模式与熔池中液态金属流动方式,为焊接工艺提供更广的选择空间。它不仅拥有焊接熔深大、速度快、精度高的优点,而且对常规激光焊接难以焊接的材料与接头也有很大的适应性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




