等离子弧焊接是借助于水冷喷嘴对电弧的拘束作用,从而获得较高能量密度的等离子弧进行焊接的方法。
等离子弧焊与钨极氩弧焊相比具有下列特点:
1)电弧能量集中且温度高,焊接过程中电弧稳定,焊接速度快。可以缩小焊接接头热影响区且焊接变形小,还能提高焊缝内在和外部质量,使焊接接头力学性能和耐蚀性均优于钨极氩弧焊。
2)电弧呈圆柱形且挺直性好,弧长变化对焊件表面加热点的能量密度影响小,不会由于弧长的改变而影响焊缝成形。等离子弧焊喷嘴到焊件之间距离高达6.4mm,弧柱仍不会飘移。
3)当焊接电流减小到0.1A时,电弧仍能稳定燃烧,并保持良好的挺度和方向性。
4)钨极缩于喷嘴内,可减少钨极对焊缝的污染。
5)穿透性等离子弧焊接时,焊件不开坡口,背面无衬垫,可实现单面焊双面成形。但此时不适宜手工操作,灵活性不如手工钨极氩弧焊。
6)设备较复杂,工艺参数多,匹配要求较严格,喷嘴使用寿命较短且气体耗量较大,只宜在室内焊接。
等离子弧焊与钨极氩弧焊一样,有手工操作和机械操作之分;也有不加填充焊丝与加填充焊丝之分。
等离子弧焊接按焊缝成形机理,可分为:
1.大电流等离子弧焊接
大电流等离子弧焊接分穿透型和熔透型两种方法:
1)穿透型等离子弧焊 它是以电弧在熔池前穿透工件形成小孔,随着热源移动在小孔后形成焊道的一种焊接方法,又称穿孔焊或锁孔焊。
在焊接厚度大于2.0mm以上的奥氏体型不锈钢焊件时,利用高温等离子弧将焊件待焊处加热熔化至烧穿,如果焊接参数调节适当,可以穿透工件形成小孔。此小孔面积较小,熔化金属靠表面张力托住而不至于从小孔中跌落,这就是等离子弧焊接小孔效应。在焊接厚2.5~8.0mm的奥氏体型不锈钢板时,可以不开坡口,不留间隙或留间隙小于0.5mm,依靠小孔效应实现单面焊双面成形。这种焊接方法,目前只适用平焊位置对接焊。待焊处的正、反面均通保护气体,收弧时要填满小孔。填满小孔主要靠焊接电流和离子流气流同时衰减或先后衰减,才能消除弧坑和下凹坑。
2)熔透型等离子弧焊 这种等离子弧在焊接过程中只熔化焊件而不产生小孔效应,焊缝成形机理与钨极氩弧焊类似。有人称这种方法为熔入式或熔融式等离子弧焊。
这种焊接方法主要用于薄板单面焊双面成形的焊缝或者厚板多层焊。
大电流等离子弧焊接时,焊接参数比钨极氩弧焊多,焊接参数除了焊接电流、电弧电压外,还有等离子气流、保护气体的成分、气体流量以及喷嘴形状和孔径、长度以及喷嘴到焊件距离等。其中,焊接电流、焊接速度和等离子气体流量的匹配尤为重要,直接影响焊接接头的成形和焊缝表面的质量。
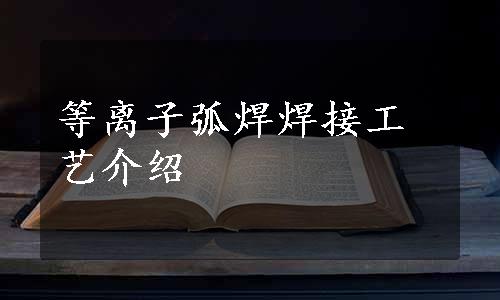
表3-40、表3-41为穿透型和熔透型等离子弧焊接奥氏体型不锈钢的焊接参数。
表3-40 穿透型等离子弧焊接奥氏体型不锈钢的焊接参数
注:1.焊接电源为直流正接。
2.焊缝背面须用气体保护。
表3-41 熔透型等离子弧焊接奥氏体型不锈钢的焊接参数(www.daowen.com)
(续)
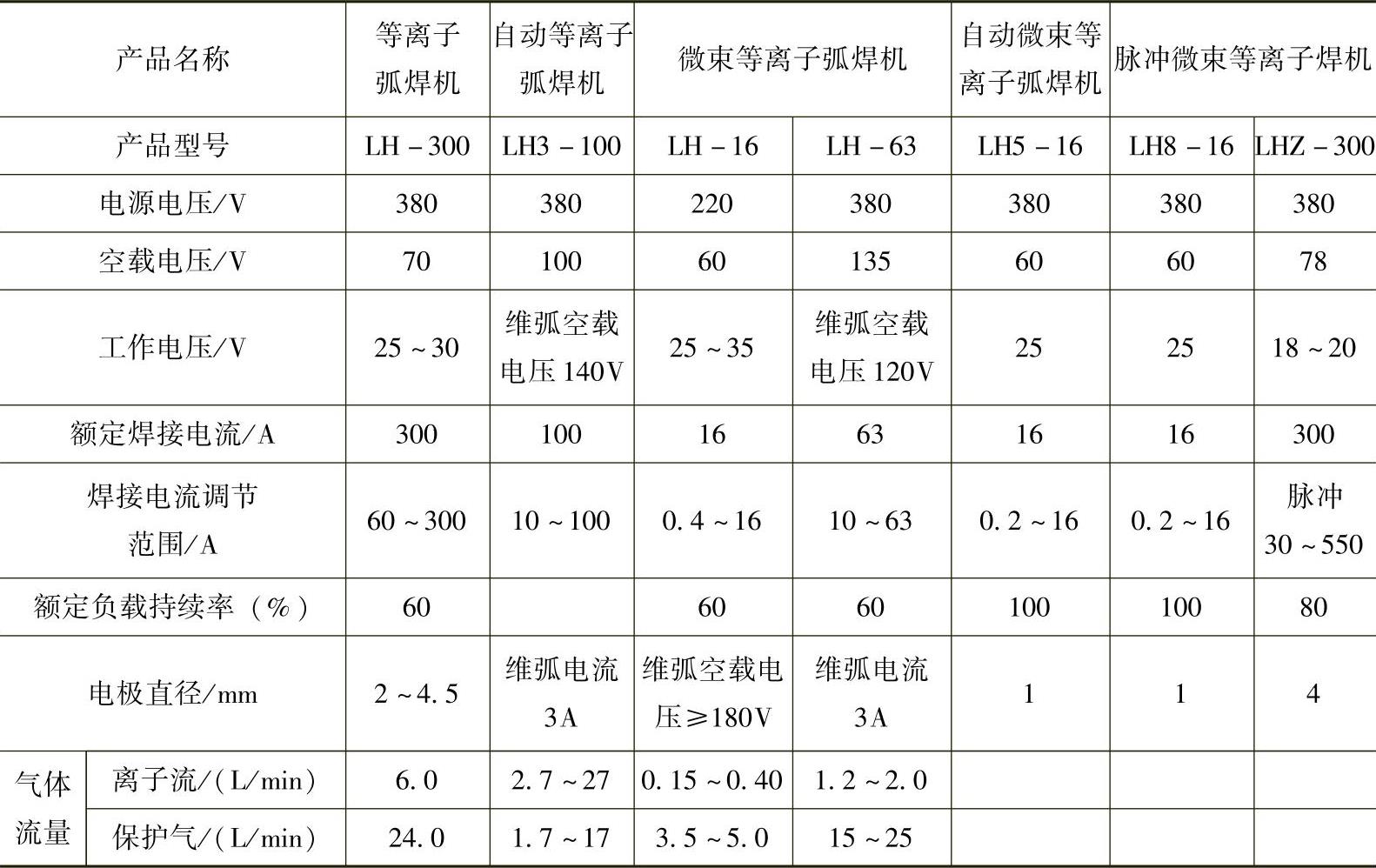
几种国产等离子弧焊接设备的技术性能见表3-42。
表3-42 几种国产等离子弧焊接设备的技术性能
2.微束等离子弧焊接及脉冲等离子弧焊接
焊接电流小于30A的熔透型等离子弧焊称为微束等离子弧焊。从20世纪70年代开始用小电流等离子弧焊接超薄壁件和细丝钢等,焊接电流可小到0.2A,焊接奥氏体型不锈钢件最薄的厚度为0.01mm。微束等离子弧焊接的特点是通过电弧的压缩,导致电弧柱集中为一条细线,虽然焊接电流很小,电弧仍十分稳定,熔池很小,热影响区很窄,它不利用小孔效应,就能够对超薄件实现快速焊接。
与大电流等离子弧焊一样,微束等离子电弧也是靠水冷式焊枪(即等离子弧发生器)产生的。焊枪是关键部件,电极和喷嘴的孔都很细小,所用离子气流较小,一般均用纯氩。焊接奥氏体型不锈钢时,保护气体有氩加氢[φ(H2)=2%~8%]的混合气体,这对防止金属的氧化有很好的效果,同时也提高热效率,并使弧柱收缩得更细。
微束等离子弧焊接可以采用手工操作,但为了保证焊接接的质量,应尽可能地采用机械操作。厚度小于0.8mm的焊接接头设计与装配要求如图3-46所示和见表3-43。表3-44为微束等离子弧焊接奥氏体型不锈钢的焊接参数,仅供参考。
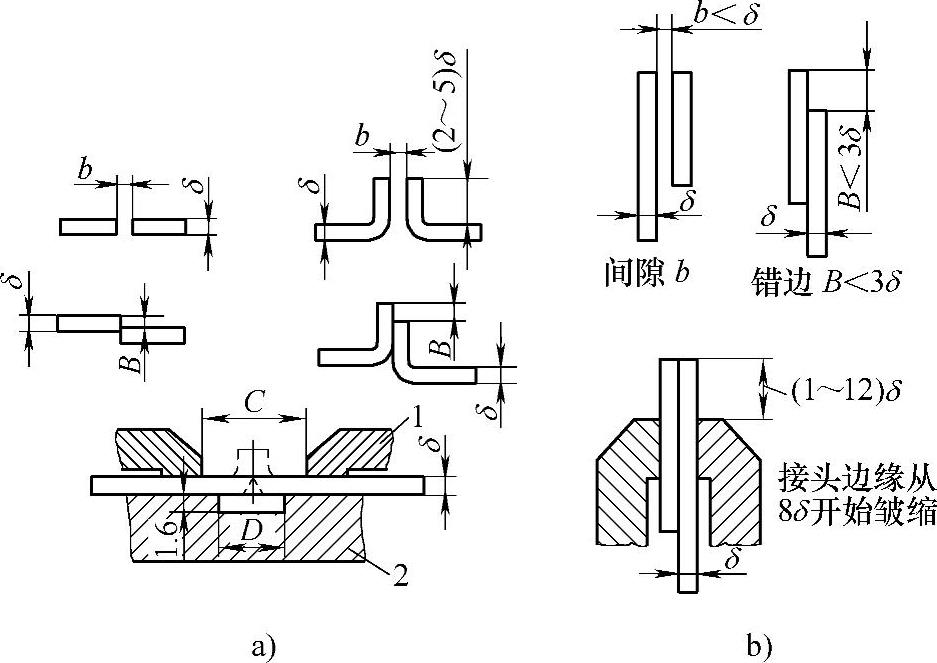
图3-46 厚度小于0.8mm的接头设计
a)对接和卷边接头 b)端接接头
1—底板 2—垫板
表3-43 厚度小于0.8mm的接头装配要求

注:δ为板厚。
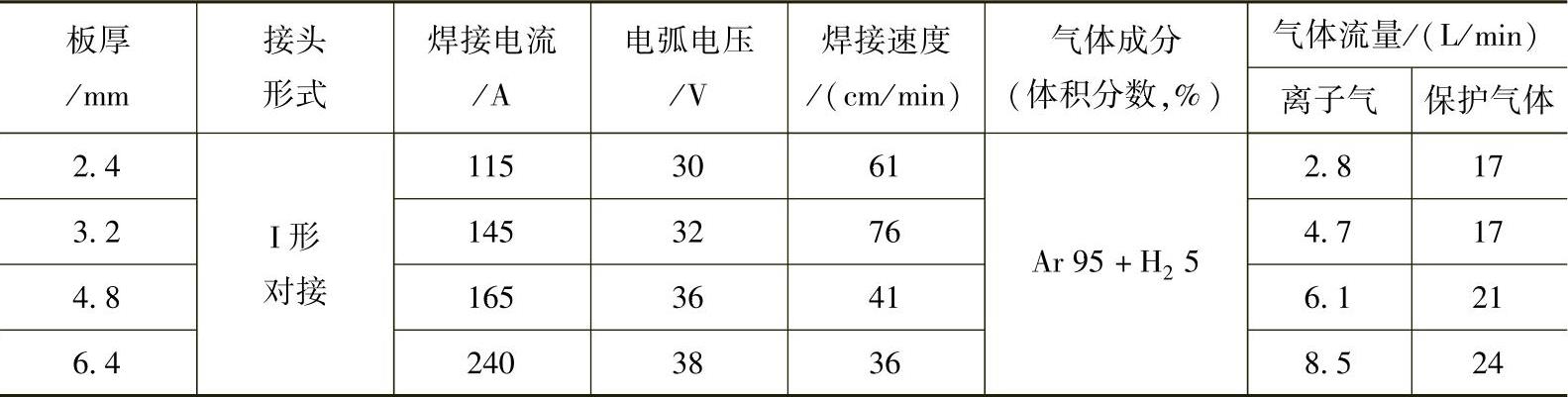
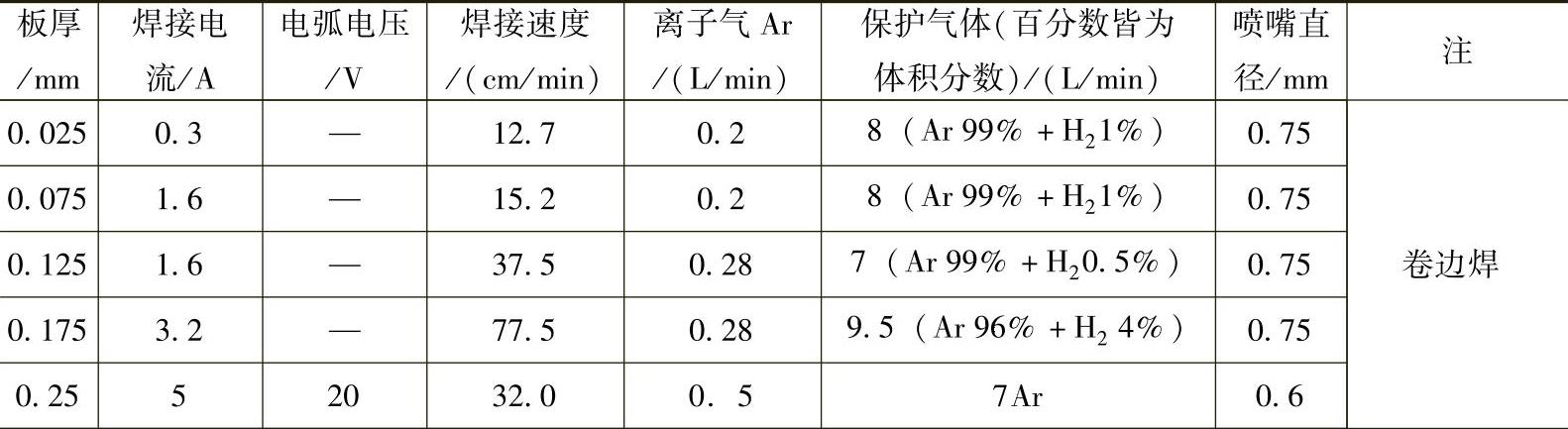
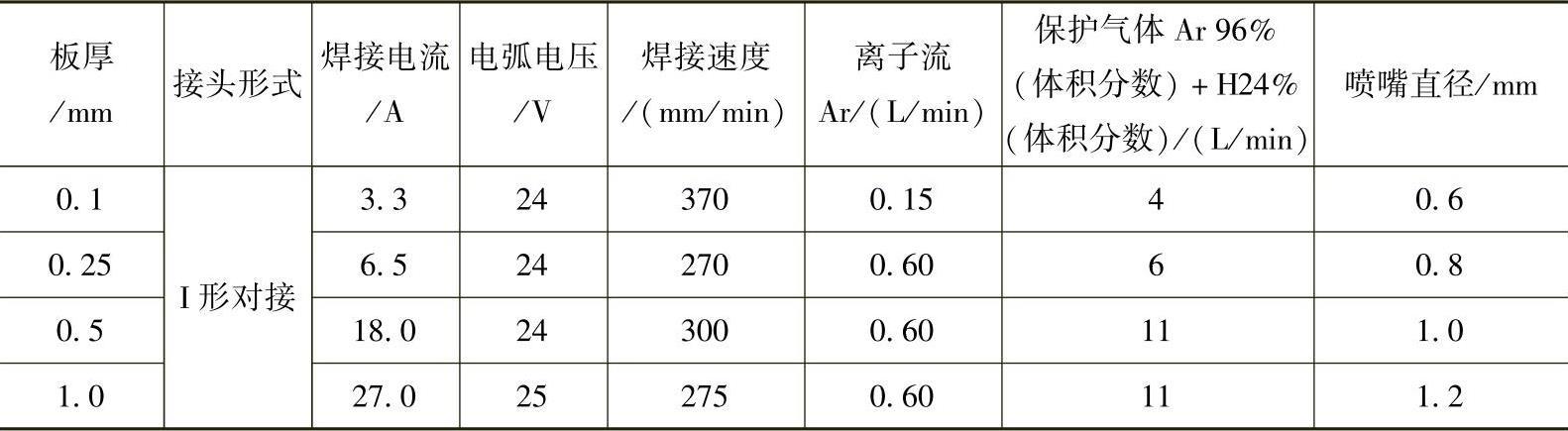
表3-44 微束等离子弧焊接奥氏体型不锈钢的焊接参数
微束等离子弧焊接接头的耐蚀性良好。
为了使焊接薄壁件及超薄壁件的质量更有保证,目前发展到采用脉冲等离子弧焊接。它与前面所述的脉冲气体保护焊一样,可以调节基值电流、脉冲电流、脉冲宽度和频率等焊接参数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




