【摘要】:埋弧焊在拼焊中等厚度18-8型不锈钢钢板上应用较为广泛。操作步骤如下:1)分别先组焊Z1三对钢板:将其紧压装配在焊接夹具上进行双面对接埋弧焊。2)对Z1的三块钢板的焊缝表面质量进行检查,并局部矫平焊接变形。经X射线检测不合格的焊缝采用焊条电弧焊进行修补。图3-30 筒体展开图a)焊剂垫压力不足的焊缝形状 b)焊剂垫压力过大的焊缝形状 c)焊剂垫压力太大的焊缝形状Z1、Z2—双面对接埋弧焊 S—开坡口的焊条电弧焊
埋弧焊在拼焊中等厚度18-8型不锈钢钢板上应用较为广泛。图3-30为一个容器筒体的展开图,由6块钢板焊接而成的。操作步骤如下:
1)分别先组焊Z1三对钢板:将其紧压装配在焊接夹具(见图3-17)上进行双面对接埋弧焊。具体焊接参数为:第一面焊接电流500A,电弧电压32V,焊接速度为450mm/min;第二面焊接电流580A,电弧电压33V,焊接速度为450mm/min。两面均为ϕ4mm焊丝,采用直流反接电源。
2)对Z1的三块钢板的焊缝表面质量进行检查,并局部矫平焊接变形。
3)组焊Z2的两组焊缝,装配时要求各板与Z1焊缝之间错位距离不小于200mm,紧压装配在焊接夹具(图3-16)中,按上述Z1的焊接参数进行焊接。
4)Z2两组焊缝焊接完毕,检查焊缝表面质量,然后在卷板机上卷圆,卷圆成形后的三组S焊缝由焊条电弧焊完成。无论采用双面对接埋弧焊还是焊条电弧焊,接触介质的焊缝(即筒内焊缝)均要最后施焊,以提高耐蚀性。经X射线检测不合格的焊缝采用焊条电弧焊进行修补。(www.daowen.com)
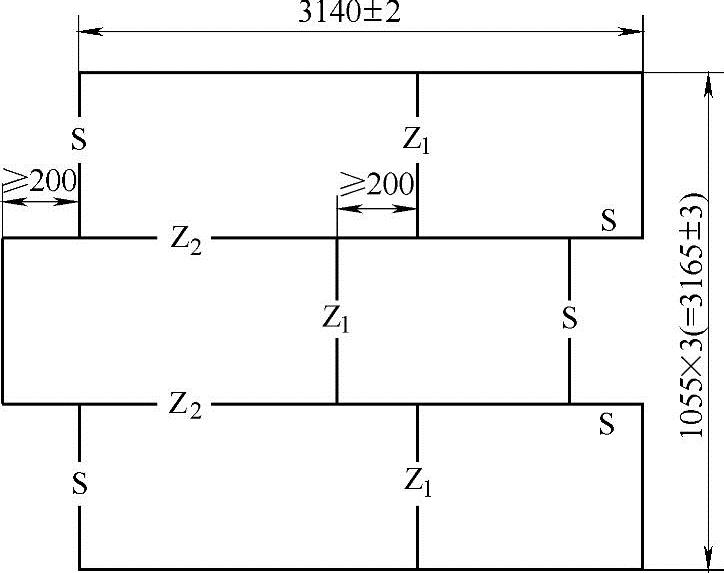
图3-30 筒体展开图
a)焊剂垫压力不足的焊缝形状 b)焊剂垫压力过大的焊缝形状 c)焊剂垫压力太大的焊缝形状
Z1、Z2—双面对接埋弧焊 S—开坡口的焊条电弧焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



