药芯焊丝也称粉芯焊丝、管状焊丝,它是一种很有应用前景的焊接材料。我国药芯焊丝的生产已经有了一定规模,由生产粗丝扩展到细丝品种,使我国的药芯焊丝生产得到了较快的发展,也得到广泛应用。我国已推出的《不锈钢药芯焊丝》国家标准GB/T 17853—1999,与美国ANSI/AWS A5.22—95《电弧焊不锈钢药芯焊丝及钨极惰性气体保护焊不锈钢药芯填充焊丝规程》标准在技术内容上等效。
1.药芯焊丝的结构形式与制造方法
药芯焊丝按其横截面结构分为有缝焊丝和无缝焊丝两种,如图2-1所示。有缝焊丝按其截面形状不同,又可分为两类:一类是金属外皮没有进入到芯部材料中的管状焊丝;另一类是金属外皮进入到芯部材料中间,具有复杂截面形状的焊丝。有缝焊丝的横截面类别有对接、塔接、T形、E形和双层等形式。
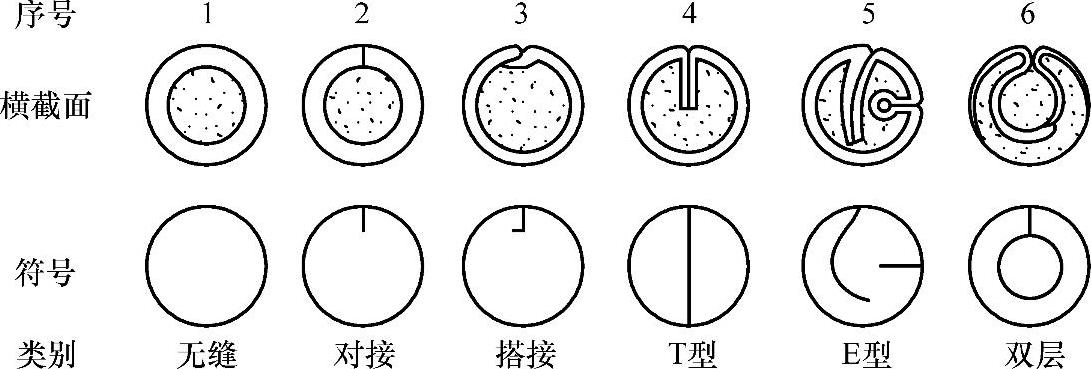
图2-1 常见的药芯焊丝横断面类型
根据使用的金属外皮材料不同,药芯焊丝的制造方法有钢带法、盘圆法和钢管法三种。钢带法是将钢带轧制成U形槽后,加入焊剂,再经轧制成O形,最后拉拔至相应直径。这种制造方法是目前最常见的,其特点是设备简单、成本低,可进行多种规格的生产。盘圆法是沿盘圆中心线纵向轧出槽沟,随后经多道轧制变形,获得厚度均匀的U形截面,然后加入焊剂并轧制拉拔至相应直径,其主要优点是原材料来源方便。钢管法是由无缝焊丝制造方法,这种焊丝具有能镀铜、耐吸潮、储存时间长和焊缝金属扩散氢低等优点,但是其装药技术难度大,制造成本高。
药芯焊丝制造中,减小直径方法主要有拉拔法和轧制法,如图2-2所示。
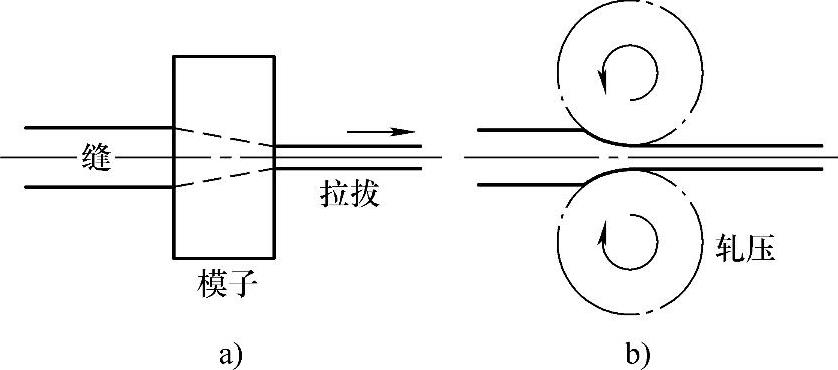
图2-2 药芯焊丝制造中的减径方法
a)拉拔法 b)轧制法
常用药芯焊丝规格、断面形状及适用的焊接方法见表2-22。
表2-22 常用药芯焊丝规格、断面形状及适用的焊接方法
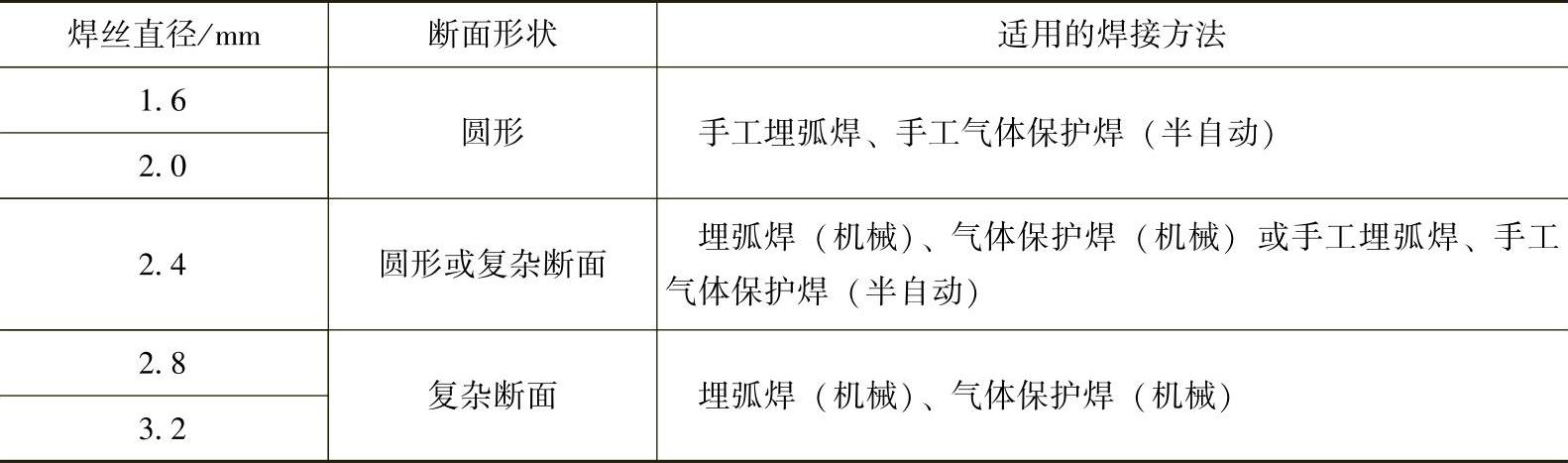
注:GB 3375—1994《焊接术语》中已无半自动一说,对于焊接方法中有关半自动、自动焊作了新的定义,原半自动、自动焊实际上是指手动操作及机械化操作,而自动焊按目前说法,应指微机操作。
2.药芯焊丝的分类
药芯焊丝根据其内层填料中有无造渣剂,分为“药粉型”(有造渣剂)焊丝和“金属粉型”(无造渣剂)焊丝两种。
有造渣剂的按照渣的碱度,可分为钛型(酸性渣)、钙钛型(中性或弱碱性渣)和钙型(碱性渣)。钛型渣系的焊缝成形美观,可进行全位置焊接,电弧稳定,飞溅很小,焊接工艺性能优良,但焊缝的韧性和抗裂能性能略差。与此相反,钙型渣系的焊缝韧性和抗裂性能优良,而焊缝成形和焊接工艺性能稍差。钙钛型渣系介于上述两者之间。
无造渣剂药芯焊丝的焊接工艺性能类似于实芯焊丝,其熔敷效率和抗裂性能优于有造渣剂药芯焊丝。无造渣剂焊芯成分中大部分是金属粉,再加入特殊的稳弧剂,能保证焊接时造渣少,效率高、飞溅少和电弧稳定等特点。此外,它还具有焊缝扩散氢含量低的特点,能提高焊接接头的抗裂性能。据统计,采用无造渣剂药芯焊丝施焊时,其造渣量只有有造渣剂焊丝的1/3,故不需除渣就可进行连续多层焊接(3~4层),能大大地提高焊接生产率。
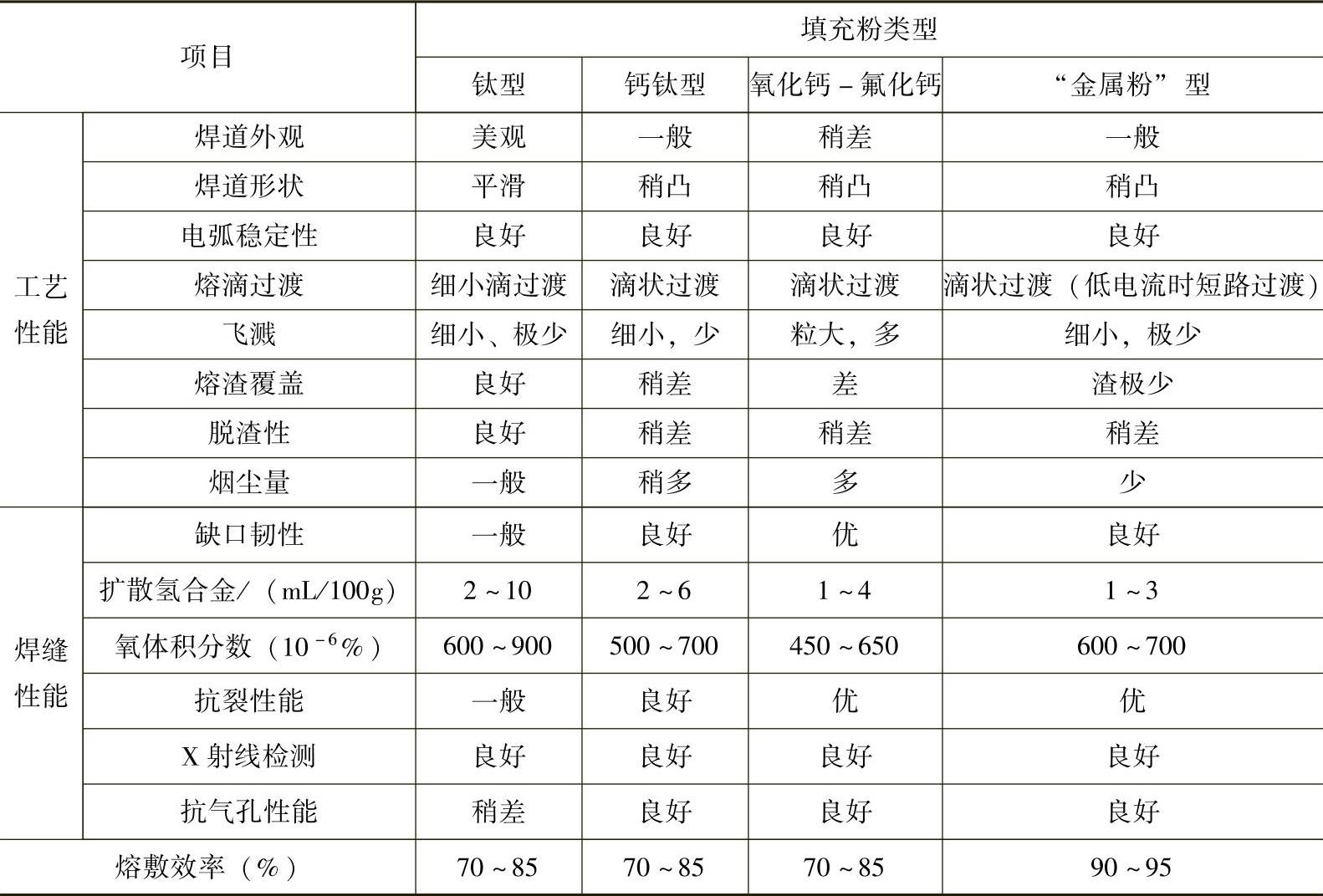
各种药芯焊丝的焊接特性见表2-23。
表2-23 各种药芯焊丝的焊接特性
3.药芯焊丝与实芯焊丝的比较
药芯焊丝与实芯焊丝相比,有下列特点:
1)合金成分的调整方便,对钢材适应性强。可以通过药芯过渡合金元素,易调整到所需求的化学成分,以适应被焊钢材的要求,满足对焊接接头的质量要求。实芯焊丝从冶炼合金开始,工序多,不能满足用量少而品种多的要求;而且有的实芯焊丝拉拔性能差,很难拉拔成所需的焊丝。此时药芯焊丝更显现出其独特的优越性。
2)工艺性好。由于药芯焊丝中加入了稳弧剂,电弧燃烧稳定,熔滴呈滴状均匀过渡,故焊接时飞溅很少,且飞溅颗粒细小,在钢板上粘不牢,很容易清除。
3)焊缝成形美观。实芯焊丝施焊时焊缝外表面无法依靠焊渣起作用,仅依靠熔敷金属自身的流动性和表面张力形成焊缝,故表面形状欠佳。药芯焊丝焊接时,能形成一定数量的熔渣,大大改善熔池属的表面性质,使之对母材金属的润湿性更好,这对形成良好的焊缝成形起着重要作用。
4)熔敷速度高于实芯焊丝。采用药芯焊丝焊接时,由于焊丝断面上通电部分的面积比实芯焊丝小,在同样的焊接电流下药芯焊丝的电流密度高,焊丝熔化速度大,熔敷速度高。
5)可采用大电流进行全位置焊接。在各种焊接位置下,药芯焊丝均可采用较大的焊接电流。如ϕ1.2mm药芯焊丝,其焊接电流可达280A,此时仍能顺利地实现向下立焊。
6)药芯焊丝制造工艺复杂,对焊丝形成要求严格,填料要均匀,一次性投资要高于实芯焊丝。
4.药芯焊丝的型号及适应性
我国国家标准《不锈钢药芯焊丝》GB/T 17853—1999,与美国AWS上技术内容等效。适用于不锈钢药芯焊丝电弧焊(FCAW)和作为不锈钢钨极惰性气体保护焊的药芯填充焊丝(GTAW)。药芯焊丝型号是根据熔敷金属化学成分、焊接位置、保护气体及焊接电流类型来分的。
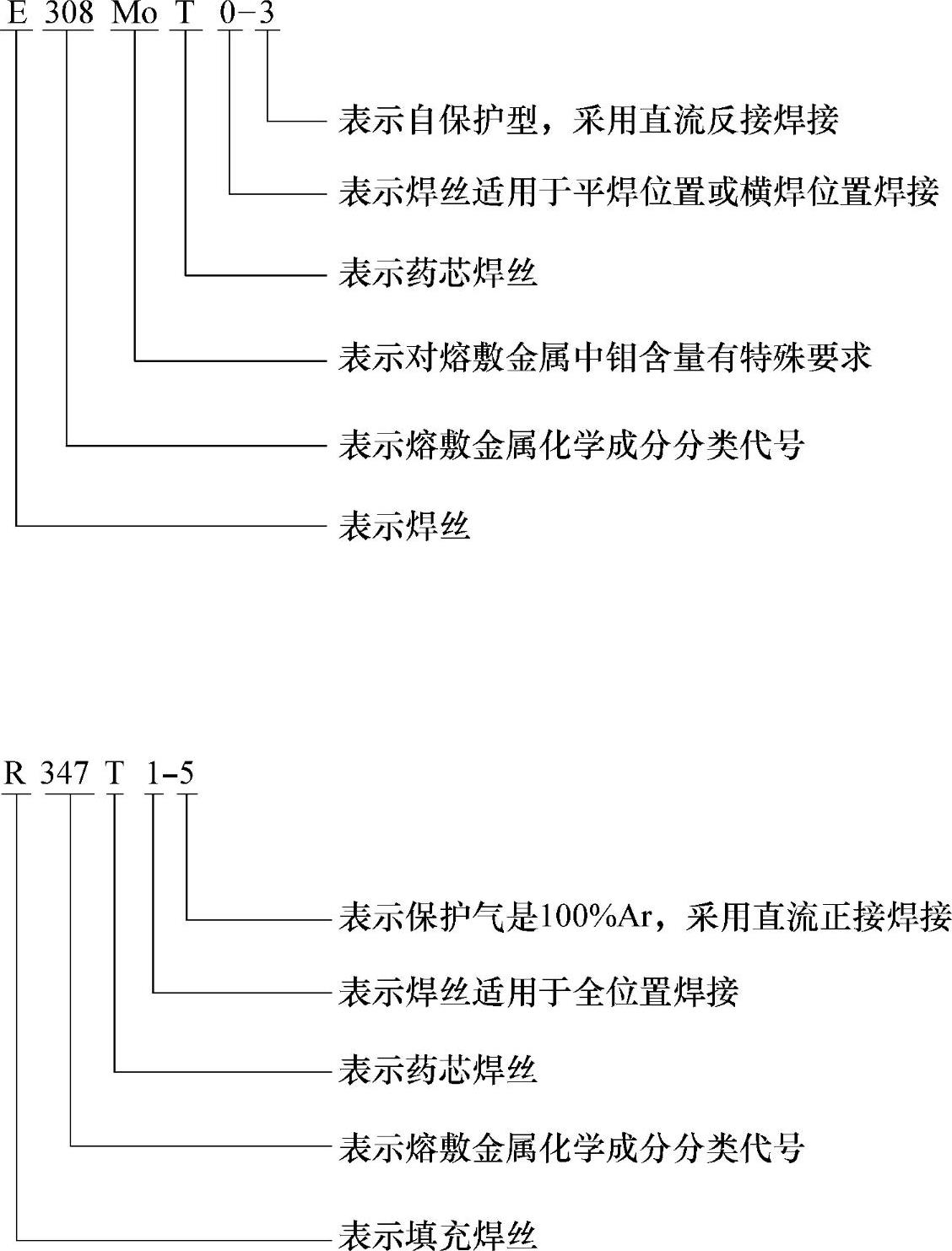
药芯焊丝型号表示方法:“E”表示焊丝,“R”表示填充焊丝;后面用三位或四位数字表示焊丝熔敷金属化学成分分类代号;若有特殊要求的化学成分,将其元素符号附加在数字后面,或者用“L”表示含碳量较低,“H”表示含碳量较高,“K”表示焊丝应用于低温环境;最后用“T”表示焊丝适用于全位置焊接;“-”后面的数字表示保护气体及焊接电流类型,见表2-24。
表2-24 不同型号焊丝的保护气体、电流类型及焊接方法(www.daowen.com)
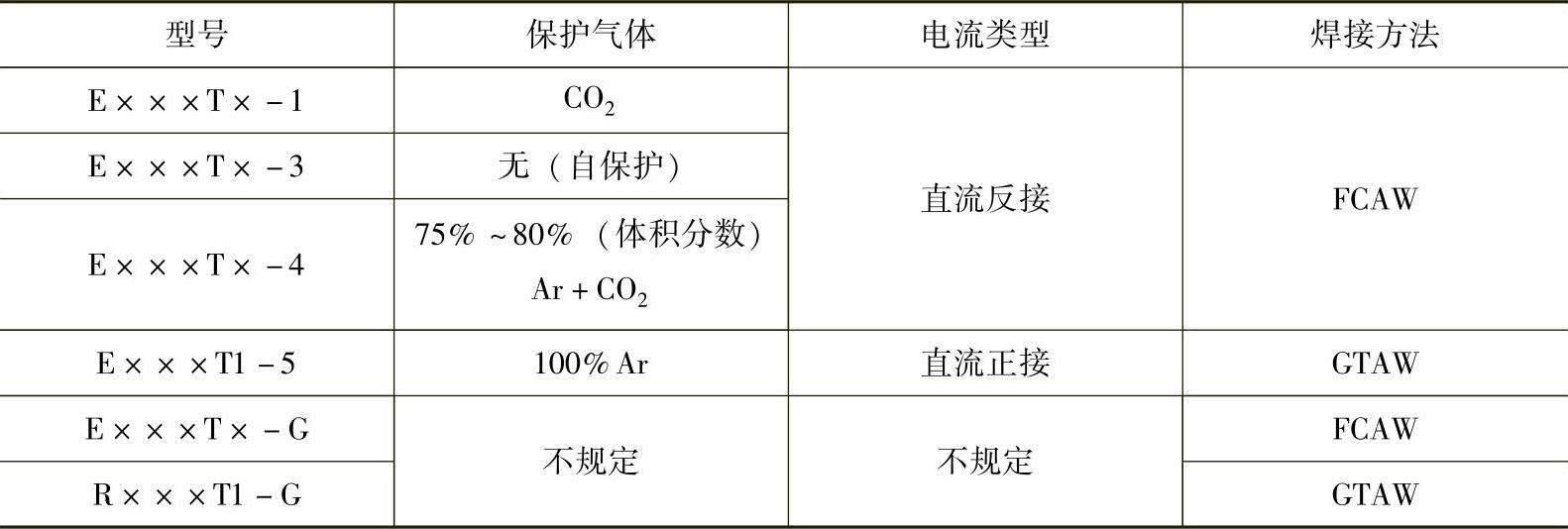
注:FCAW为药芯焊丝电弧焊,GTAW为钨极惰性气体保护焊。
焊丝型号举例如下:
药芯焊丝尺寸应符合表2-25规定。
表2-25 药芯焊丝尺寸 (单位:mm)

注:1.R×××T×-×型焊丝长度为1000mm±10mm。
2.经供需双方规定,允许供应其他尺寸的焊丝。
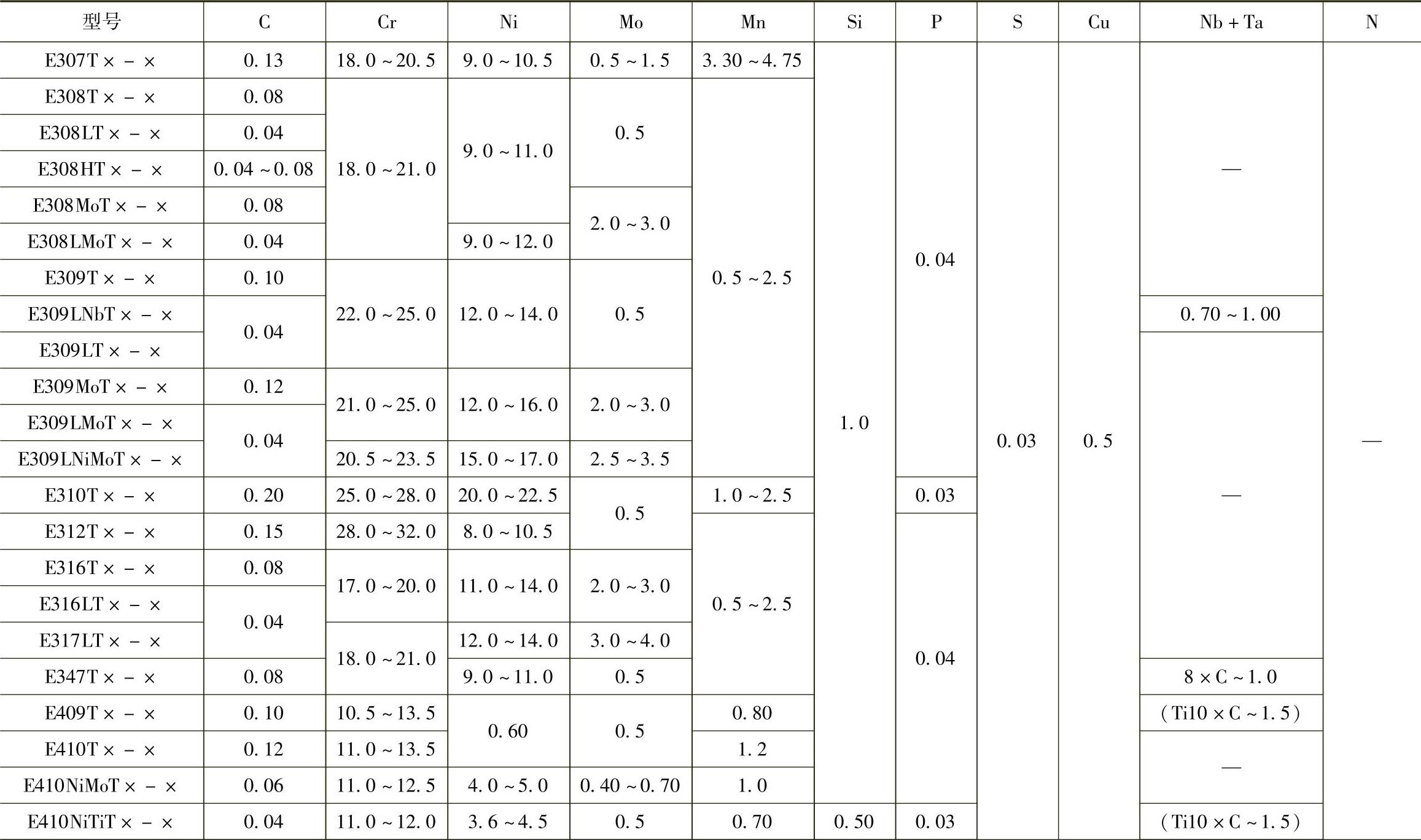
不同型号焊丝施焊后的熔敷金属化学成分应符合表2-26和熔敷金属拉伸性能应符合表2-27的规定。
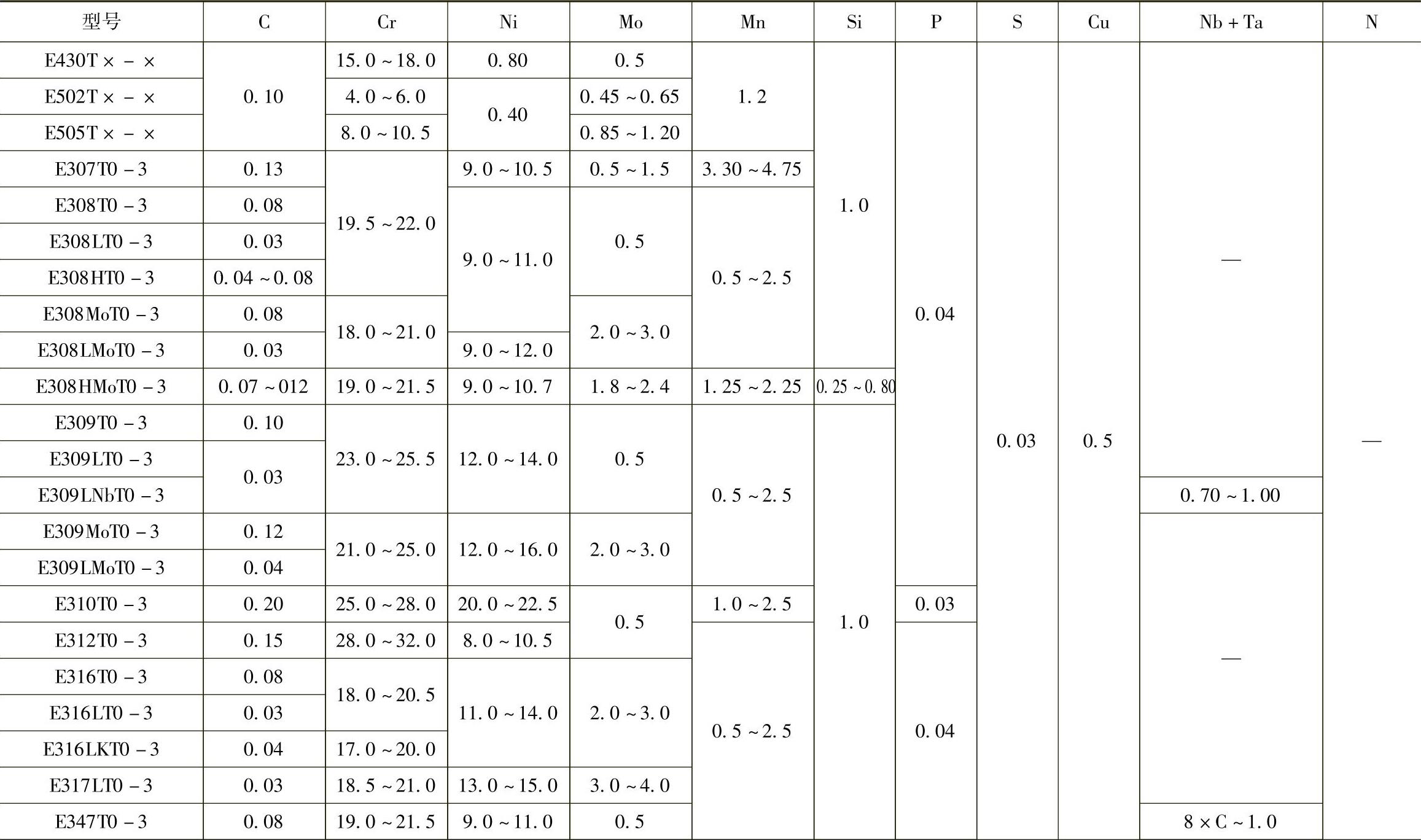
表2-26 熔敷金属化学成分(质量分数,%)
(续)
(续)
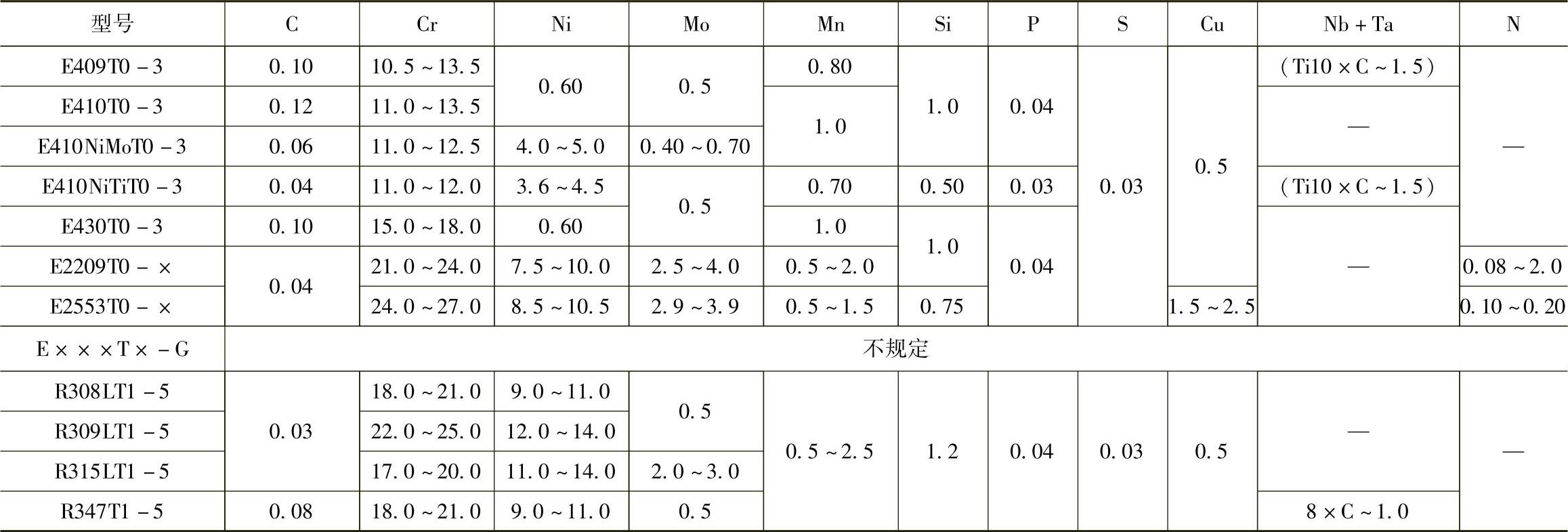
注:1.表中单值均为最大值。
2.除表中所列元素外,其他元素(Fe除外)总的质量分数不得超过0.50%。
表2-27 熔敷金属拉伸性能
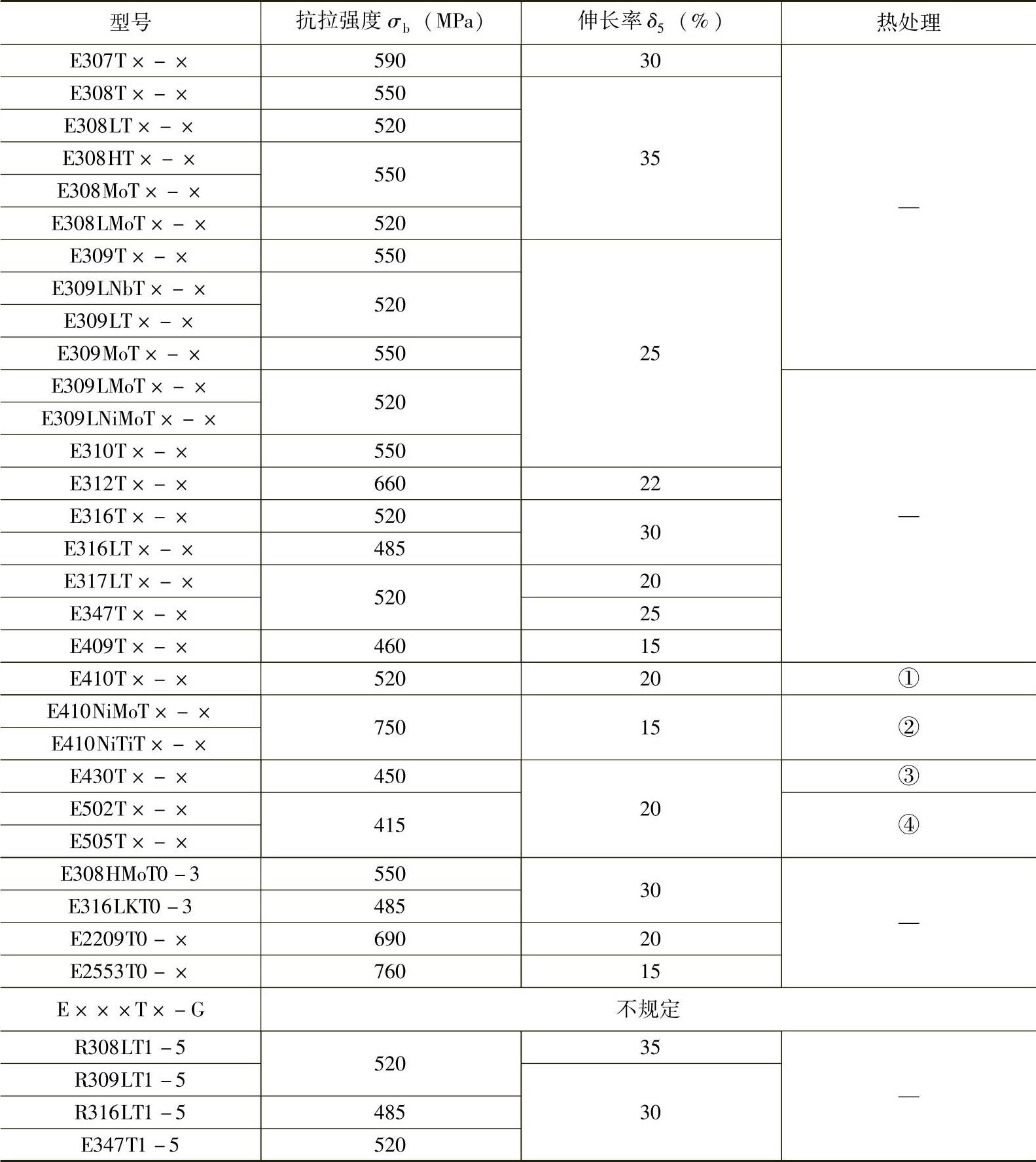
①加热到730~760℃保温1h后,以不超过55℃/h的速度随炉冷至315℃,出炉空冷至室温。
②加热到595~620℃保温1h后,出炉空冷至室温。
③加热到760~790℃保温4h后,以不超过55℃/h的速度随炉冷至590℃,出炉空冷至室温。
④加热到840~870℃保温2h后,以不超过55℃/h的速度随炉冷至590℃,出炉空冷至室温。
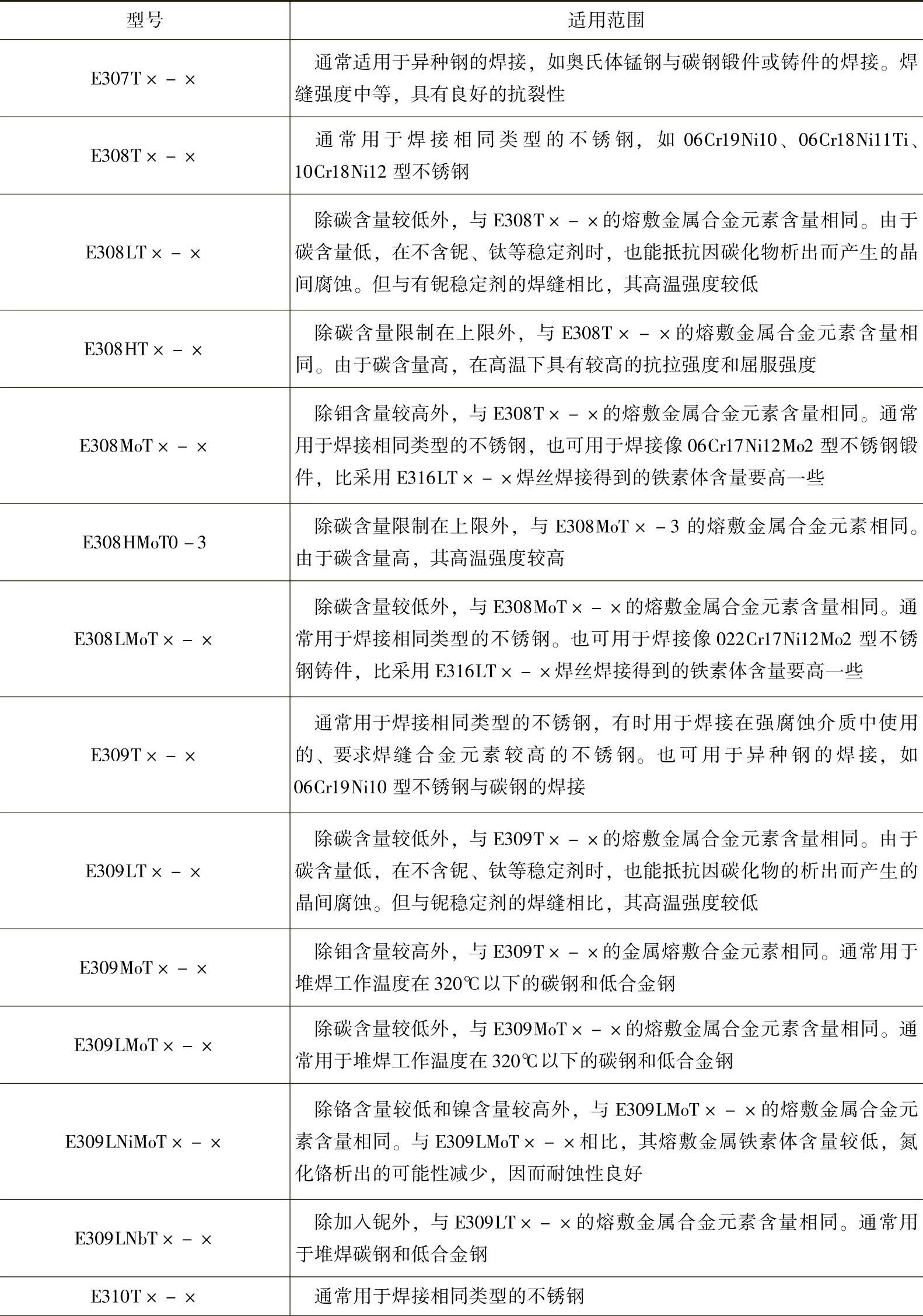
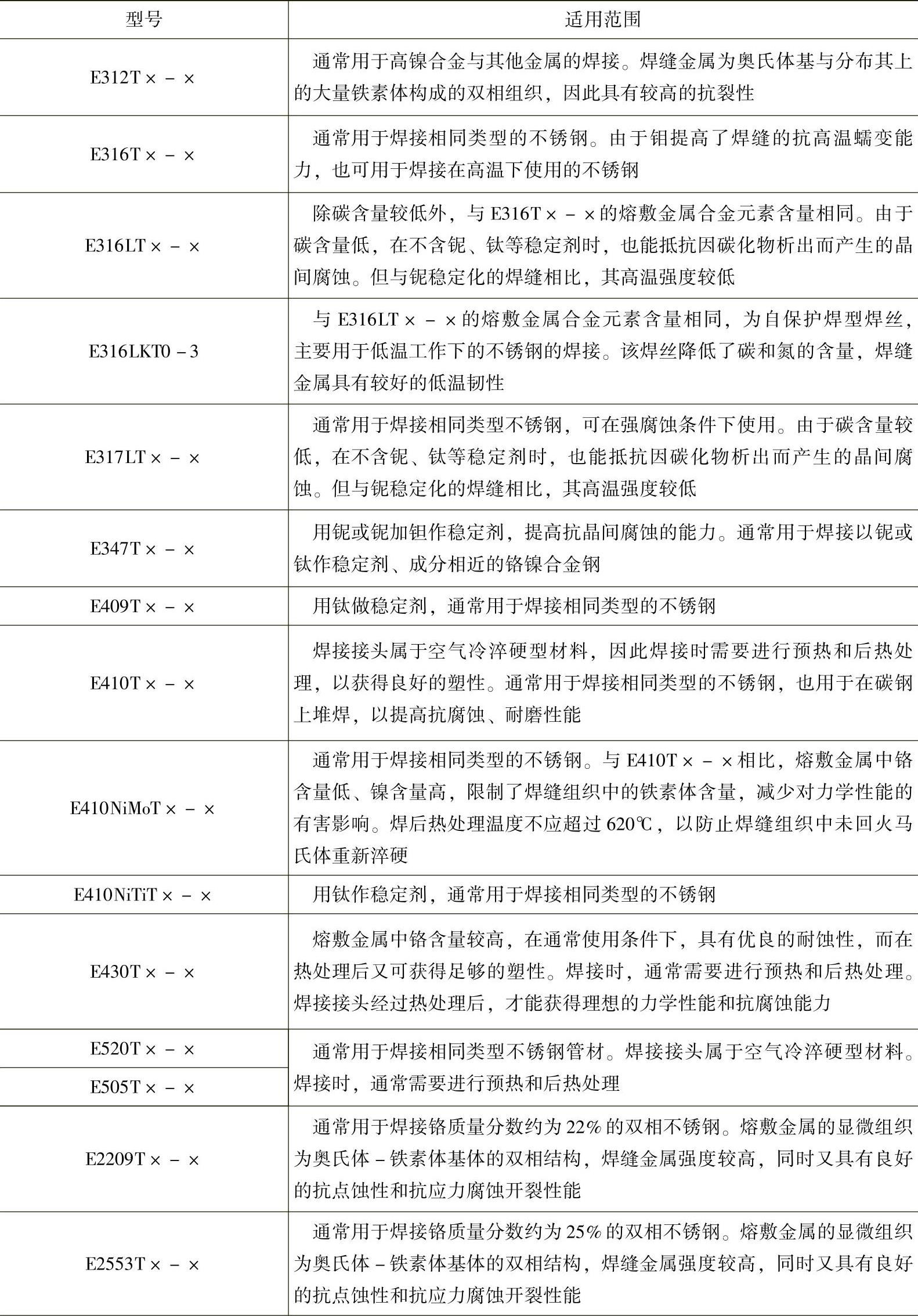
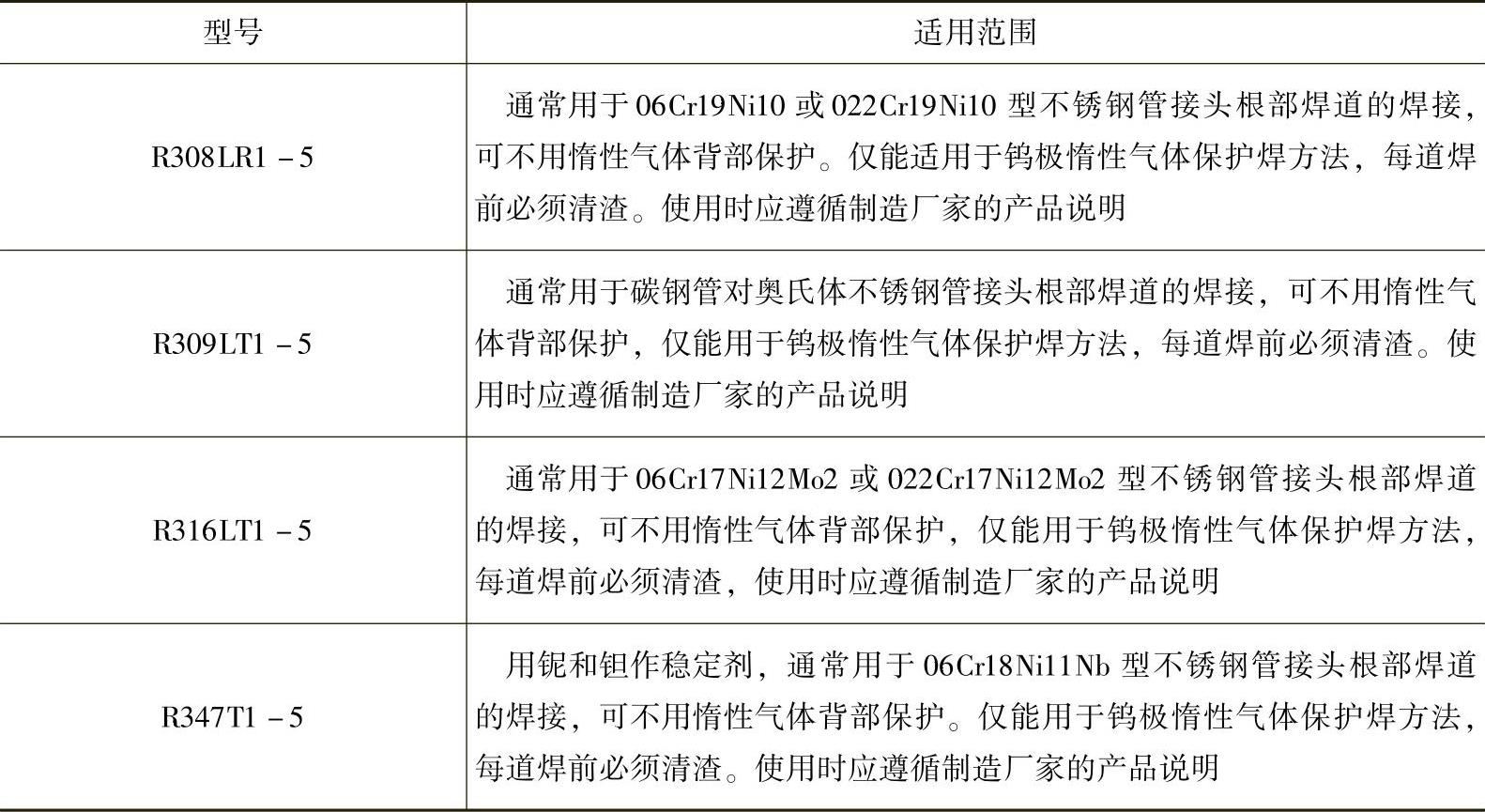
不锈钢药芯焊丝的适用范围见表2-28。
表2-28 不锈钢药芯焊丝适用范围
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





