1.焊剂的作用
焊剂要求在焊接过程中有良好的焊接工艺性能,来保证稳定的焊接过程并获得良好的焊道成形,要求焊剂的熔点应比被焊钢材的熔点低200~300℃;要求焊剂的化学成分不使焊缝金属增碳,且能使所需的合金元素渗入焊缝中去,以求确保焊接接头的各项力学性能和理化性能,特别是耐蚀性达到最优。
除上述要求外,它应起下列作用:
1)焊接时焊剂覆盖着焊接区,防止空气中氧、氮在施焊时侵入焊接熔池,以保护焊缝金属。
2)熔融焊渣覆盖在焊缝上,减慢了焊缝金属的冷却速度,改善了气体逸出条件,有助于减少气孔。并且要求焊渣容易从焊缝金属表面剥落。
3)要保证焊接过程中稳定电弧燃烧。
2.对焊剂质量的要求
焊剂为颗粒状,其颗粒度应符合表2-9规定。
表2-9 对焊剂颗粒度要求(GB/T 17854—1999)

焊剂中机械夹杂物(碳粒、铁屑、原材料颗粒、铁合金凝珠及其他杂物)的质量百分含量不得大于0.30%。
焊剂的硫质量分数不得大于0.060%,磷质量分数不大于0.080%。根据供需双方协议,也可制造硫、磷含量更低的焊剂。
焊剂焊接时焊道应整齐,形成美观,脱渣容易。焊道与焊道之间、焊道与母材之间过渡平滑,不应产生较严重的咬边现象。
3.焊剂的种类
焊剂分熔炼和烧结两种。熔炼焊剂的熔点较低,堆散比重较大,强度较高,颗粒不规则,颗粒成分大体属于均质的,吸潮性小,以保护性能为主,而冶金精炼的能力较低,抗锈能力较低;生产工艺较复杂,耗电量大,成本高,生产周期长;焊道外形均匀规则,使用大电流或在窄坡口中焊接时,脱渣性差,但焊剂回收率高,可多次使用。烧结焊剂的熔点较高,堆散比重较小,宏观颗粒均匀,是微观和细观的不均匀混合物,其结合强度较低,使用过程中可发生粉化;抗锈能力较高,吸潮性较大,使用前必须重新烘干;制造工艺较简单,可连续生产,生产成本低。它最大优点是可以通过精心设计来取得较好的冶金精炼能力,焊剂配方的调整简易灵活,可通过添加合金粉剂量来调整焊缝金属成分。它的焊道成形均匀,脱渣性好;但焊剂回收率低,反复使用次数少,焊剂消耗量较大。
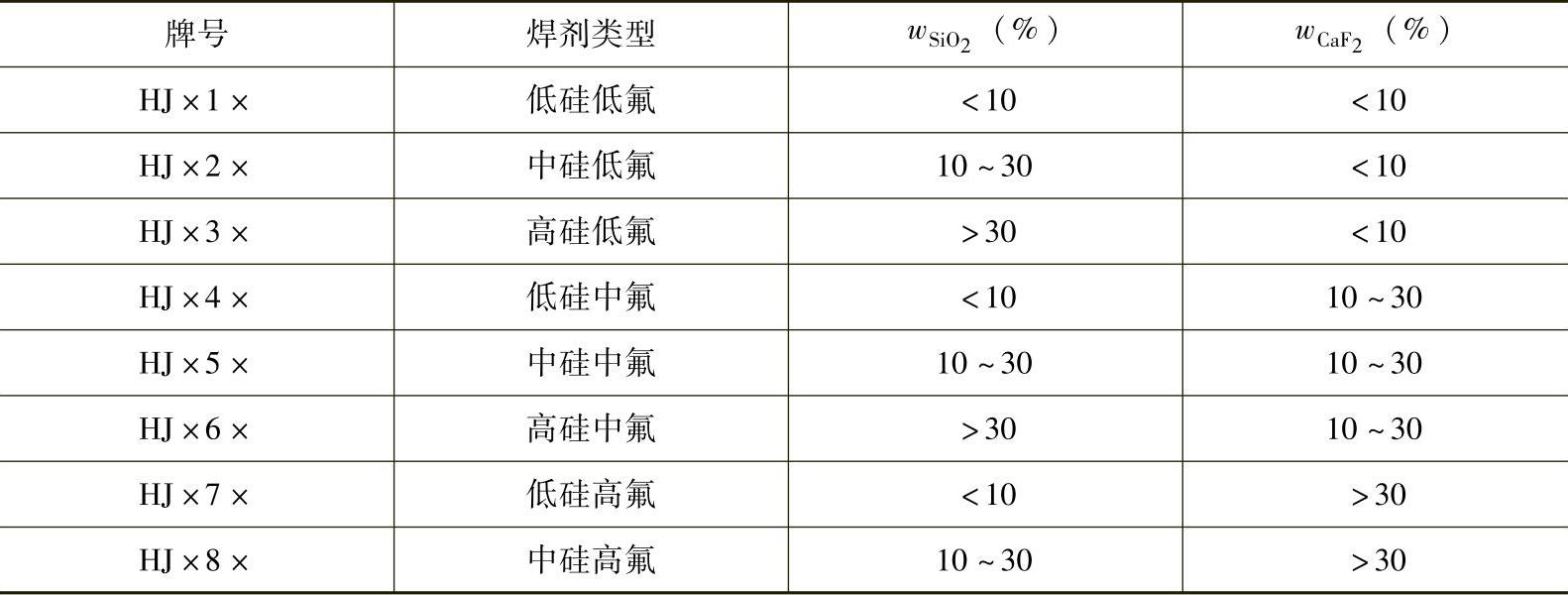
(1)熔炼焊剂 目前熔炼焊剂仍是我国埋弧焊使用的主要焊剂,熔炼焊剂的牌号以“HJ”表示,其后面的第一位数字表示的焊剂含氧化锰量的分型,其含义(如MnO含量)见表2-10。后面的第二位数字表示的焊剂含硅和氟量的分型,其含义(SiO2及CaF2的含量)见表2-11。后面的第三位数字表示相同类型中不同编号,按0、1、2、…、8、9顺序排列。
表2-10 焊剂牌号中MnO含量的划分
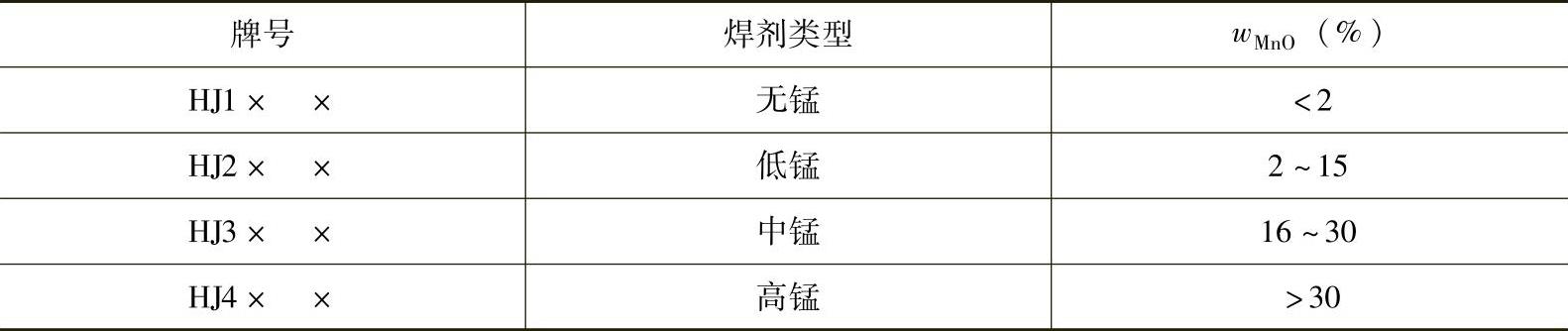
表2-11 焊剂牌号中SiO2和CaF2含量的划分
 (www.daowen.com)
(www.daowen.com)
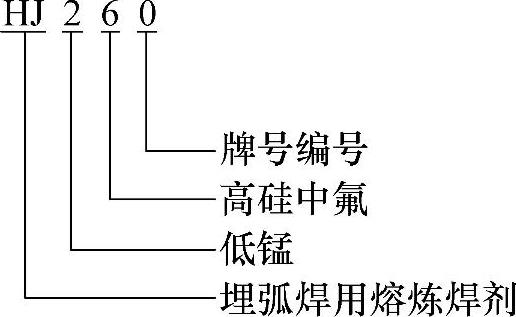
熔炼型焊剂牌号举例如下:
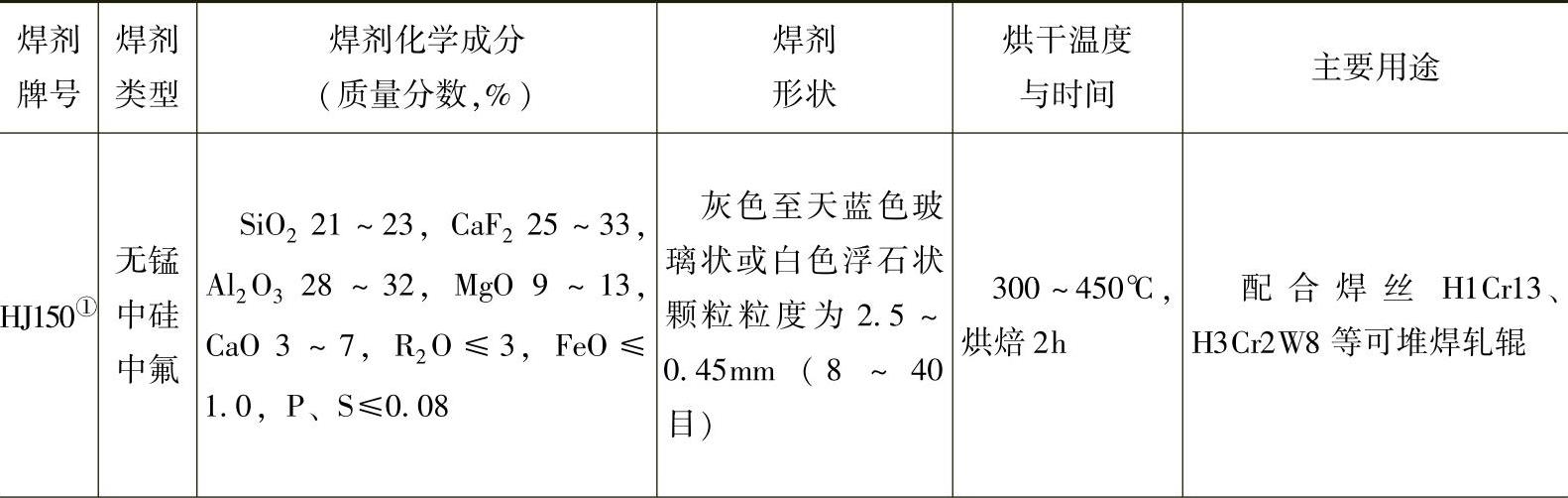
熔炼焊剂的牌号、类型、化学成分及主要用途见表2-12。
表2-12 熔炼焊剂牌号、类型、化学成分及主要用途
(续)
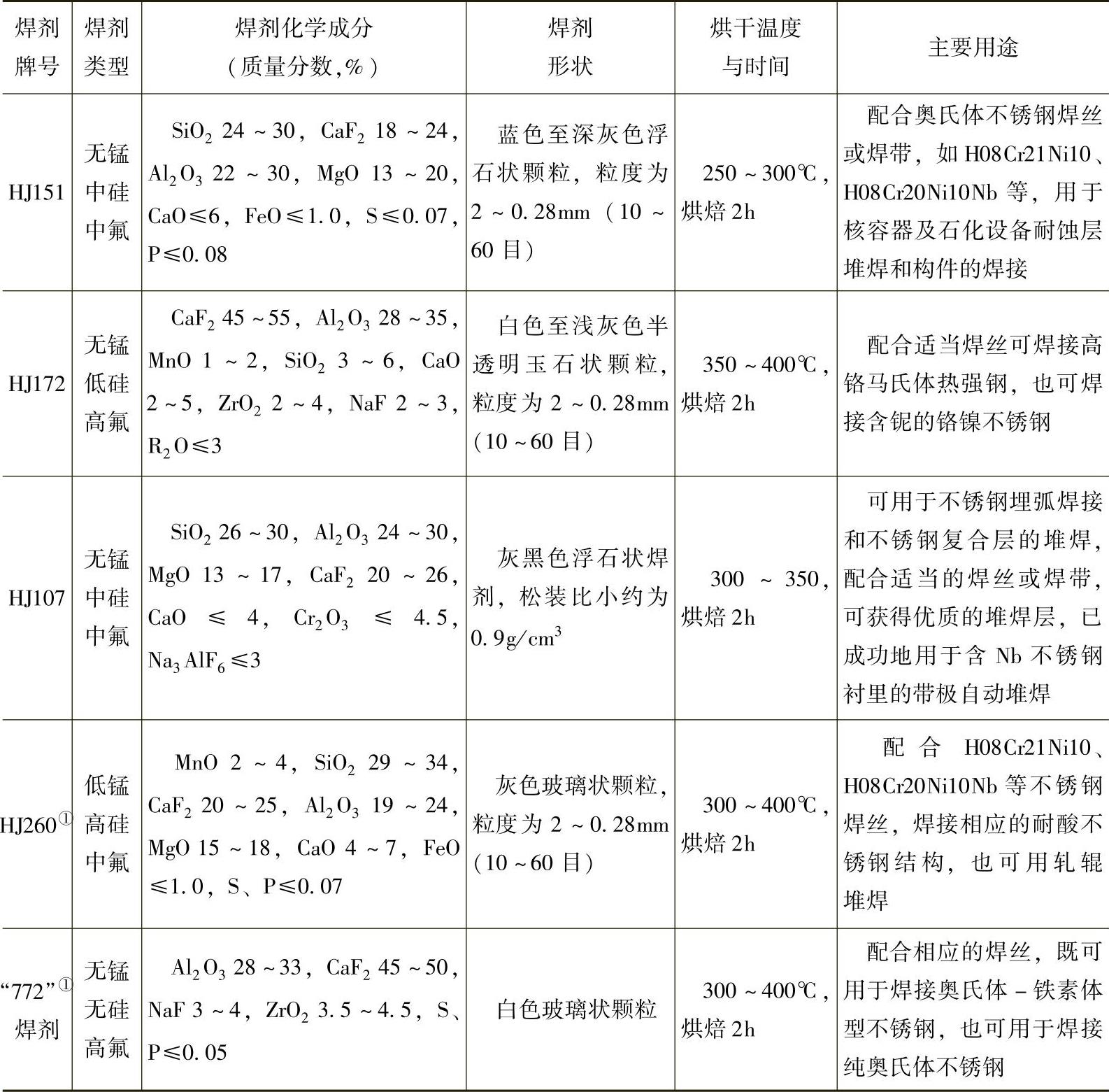
①为推荐焊剂;R2O代表Na2O、K2O的一种或两种之和;“772”焊剂为宝鸡钢管厂焊剂分厂厂标。
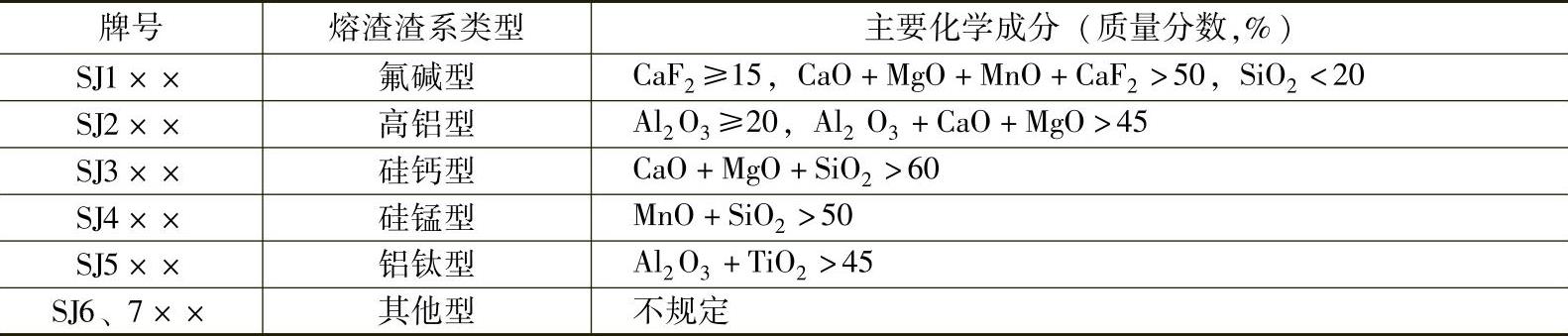
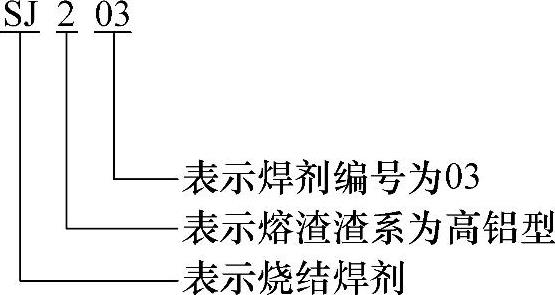
(2)烧结焊剂 烧结焊剂的牌号用字母“SJ”和三位数字表示,“SJ”表示,埋弧焊用烧结焊剂;其后第一位数字表示焊剂熔渣渣系,见表2-13;其后第二、三位数字表示同一渣系类型的不同牌号,按01、02、…、09顺序编排。
表2-13 焊剂熔渣渣系
烧结焊剂牌号举例如下:
烧结焊剂的牌号、类型、主要化学成分及用途见表2-14。
表2-14 烧结焊剂的牌号、类型、主要化学成分及用途
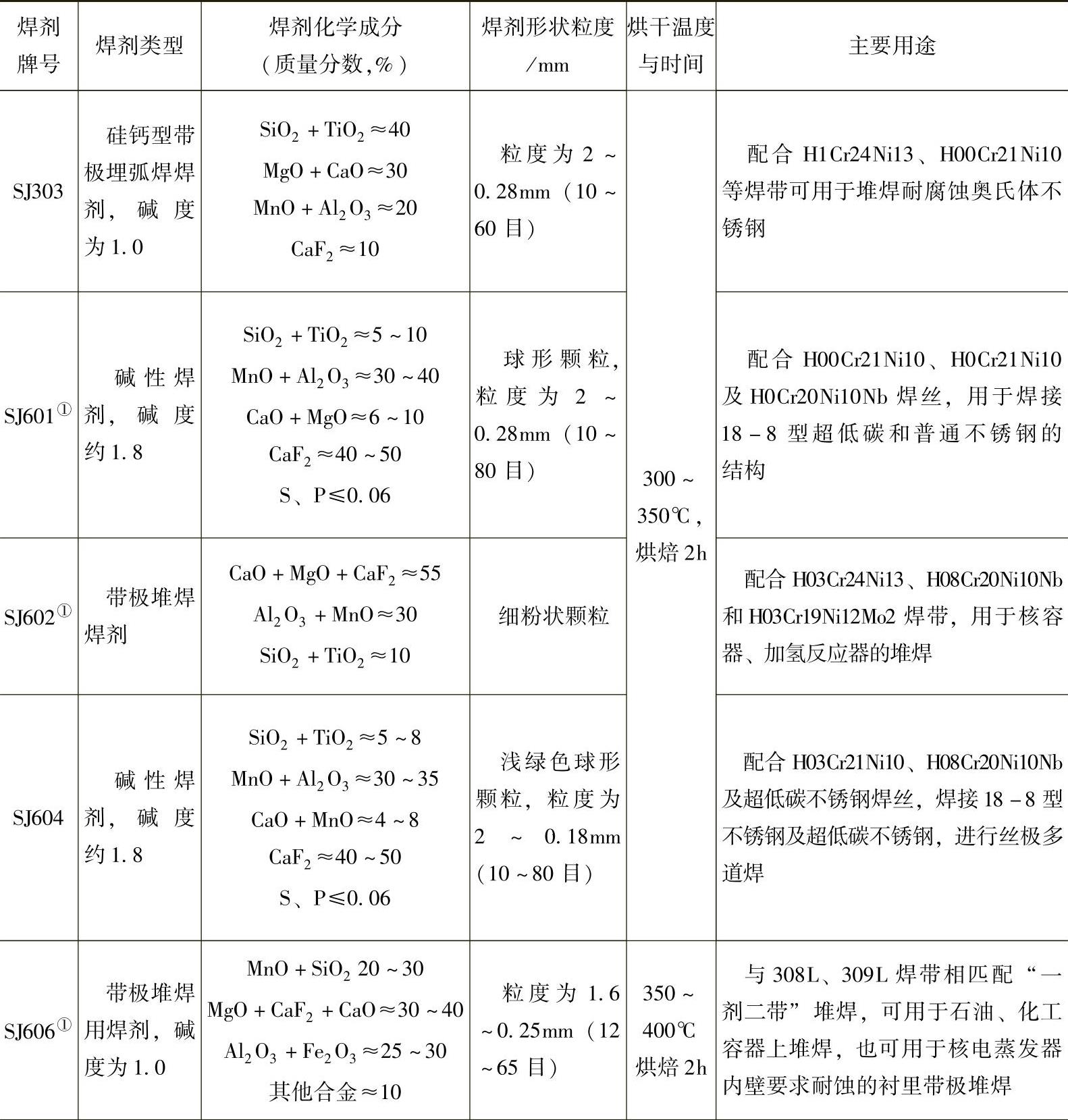
(续)
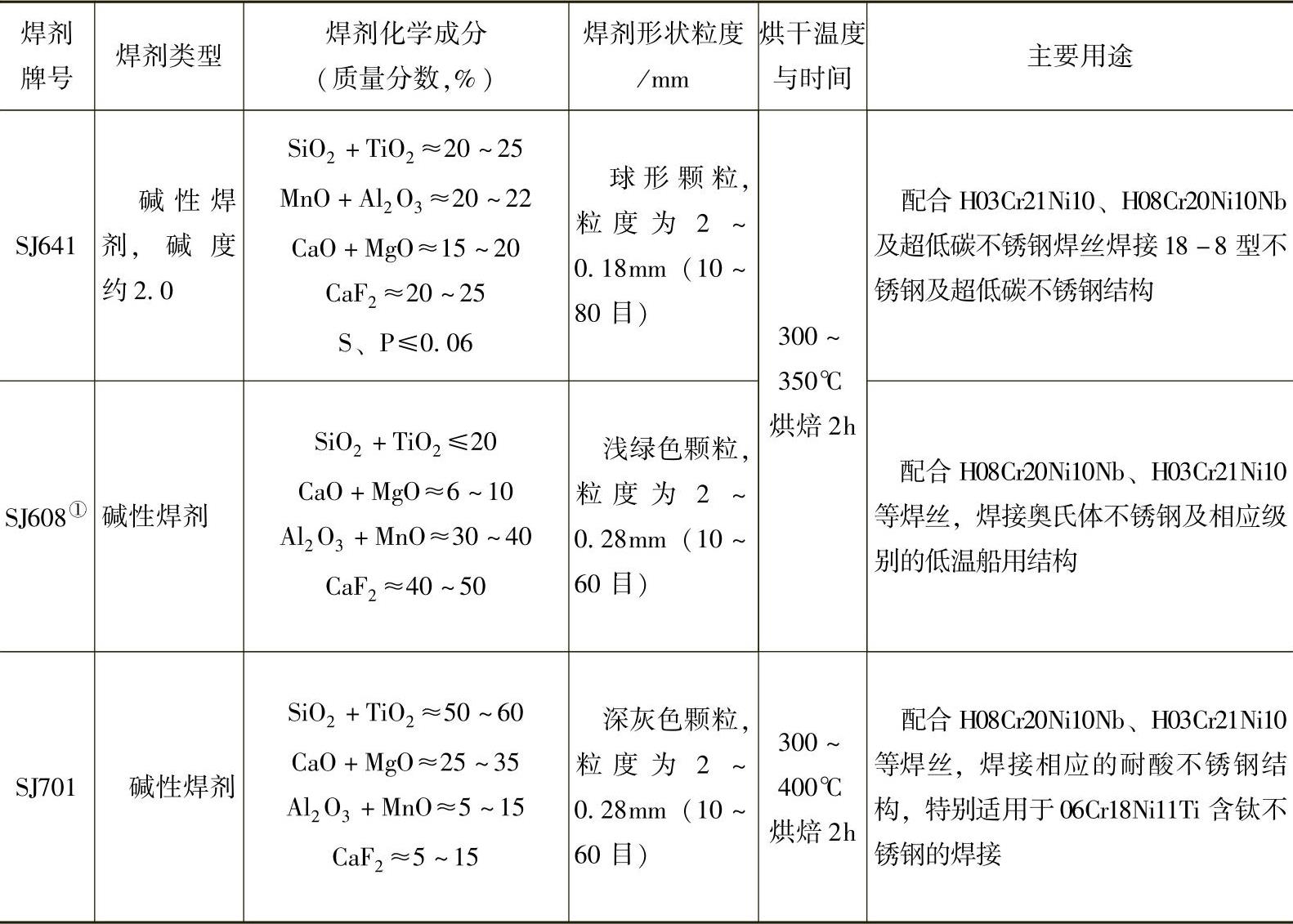
①为推荐焊剂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




