型号是国家标准中对焊条规定的编号,用来标识各种焊条的熔敷金属力学性能和化学成分、药皮类型、焊接位置和焊接电流种类。标有型号的焊条,其技术要求、性能指标、检验方法都应符合国家标准规定。国家标准中通常只规定该种焊条最基本的要求。
我国不锈钢焊条的型号发展比较快,由原来不足20个型号的不锈钢焊条,发展到现在有52个型号、65个牌号的不锈钢焊条。如今焊条的类型已比较齐全,有奥氏体型不锈钢用焊条,也有铁素体型不锈钢和马氏体型不锈钢用焊条,还有奥氏体-铁素体型不锈钢用焊条等。不锈钢焊条有含稳定元素的焊条,也有低碳和超低碳的焊条,还有专用的不锈钢焊条等。
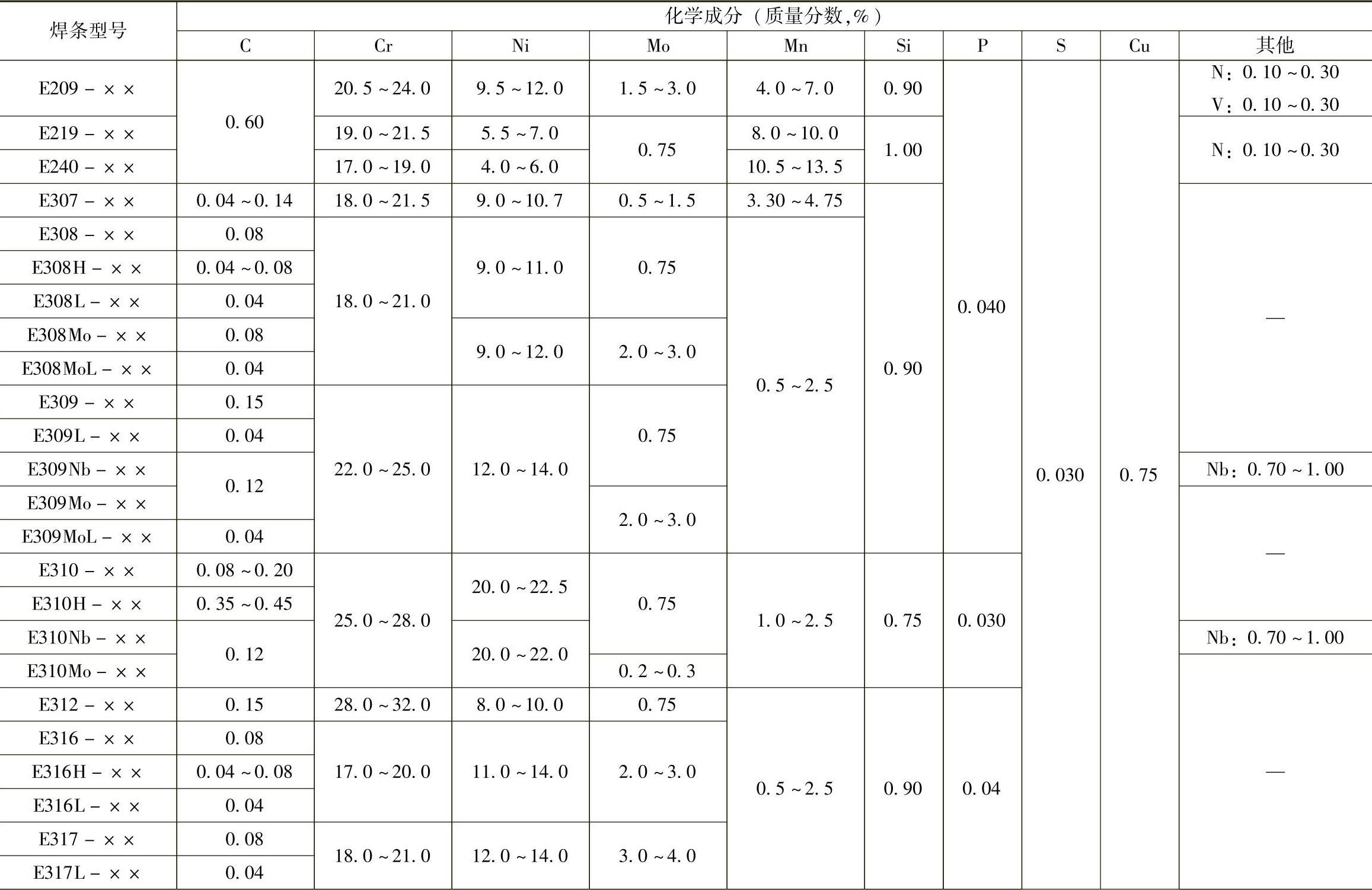
不锈钢焊条型号按GB/T 983—1995规定,焊条熔敷金属中铬的质量分数要大于10.5%,铁的含量应超过其他任何元素。根据焊条熔敷金属的化学成分、药皮类型、焊接位置以及焊接电流种类划分的型号见表2-1和表2-2。
不锈钢焊条型号的编制方法:见例1和例2。字母“E”表示焊条,“E”后面的数字表示熔敷金属化学成分分类代号,若有特殊要求的化学成分用元素符号表示,放在数字后面。短划“-”后面两位数字表示焊条药皮类型、焊接位置及焊接电流种类。
表2-1 熔敷金属的化学成分(GB/T 983—1995)
(续)
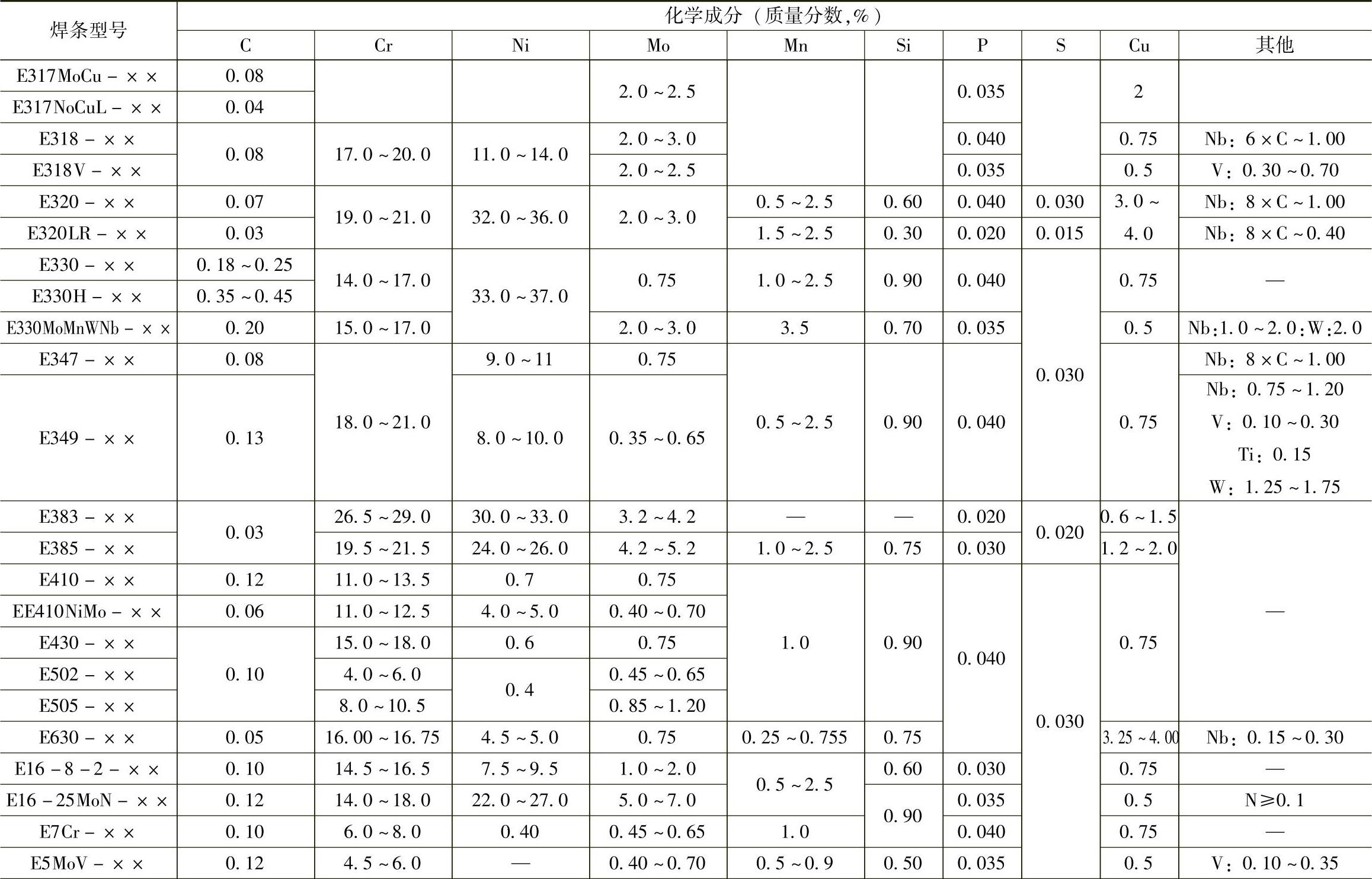
(续)

注:1.表中单值均为最大值。
2.当对表中给出的元素进行化学分析还存在其他元素时,这些元素的总量不得超过0.5%(铁除外)。
3.焊条型号中的字母L表示碳含量较低,H表示碳含量较高,R表示碳、磷、硅含量较低。
4.E502、E505、E7Cr、E5MoV、E9Mo等型号焊条将下次修订在《低合金钢焊条》标准中,而从本标准删除。
5.后缀-××表示-15、-16、-17、-25或-26。其含义见表2-2。
表2-2 焊条药皮类型、焊接电流及焊接位置

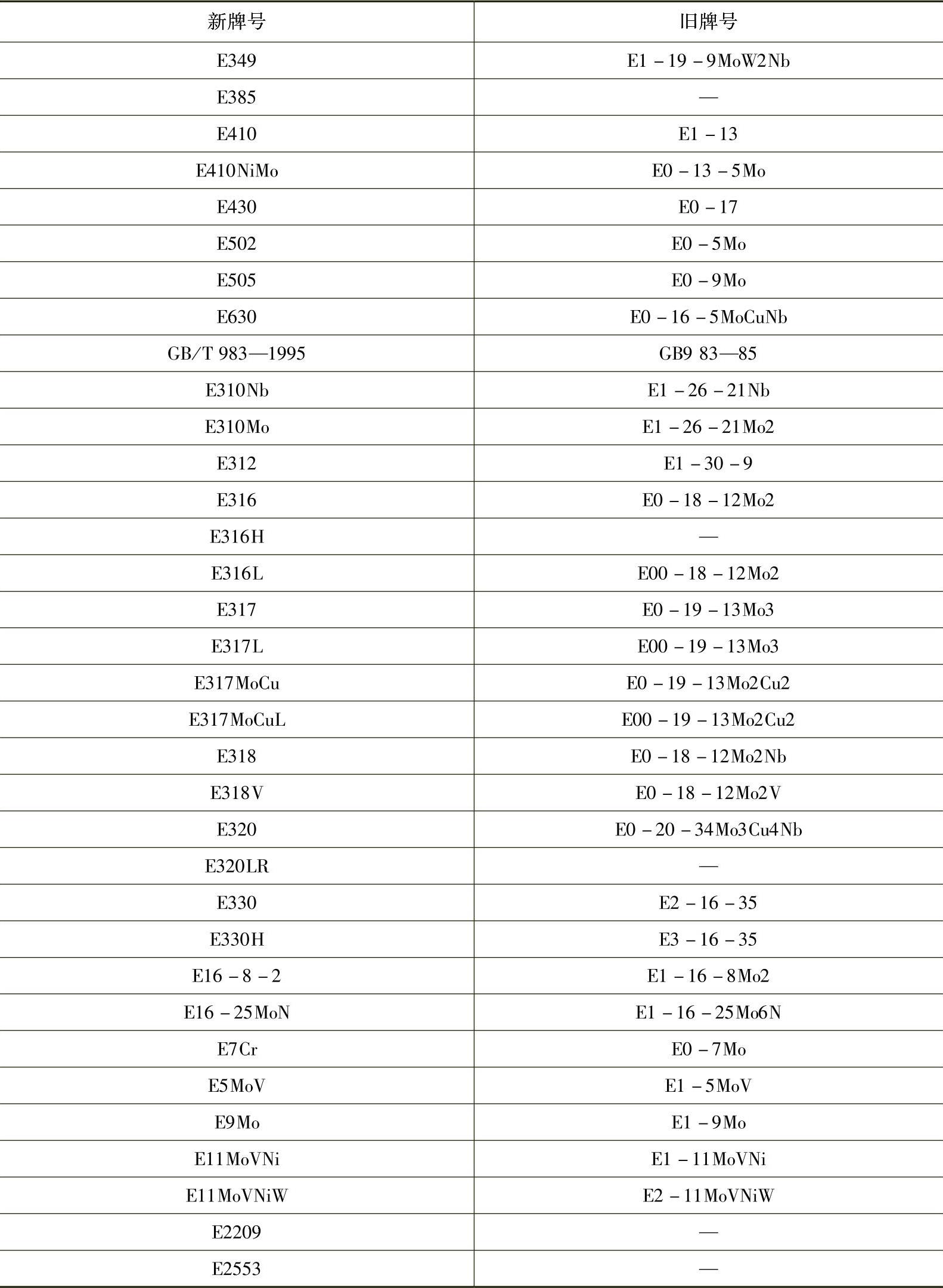
不锈钢焊条GB/T 983—1995与GB 983—1985的型号表示方法,有很大区别,其对照表见表2-3。(www.daowen.com)
例1 
例2 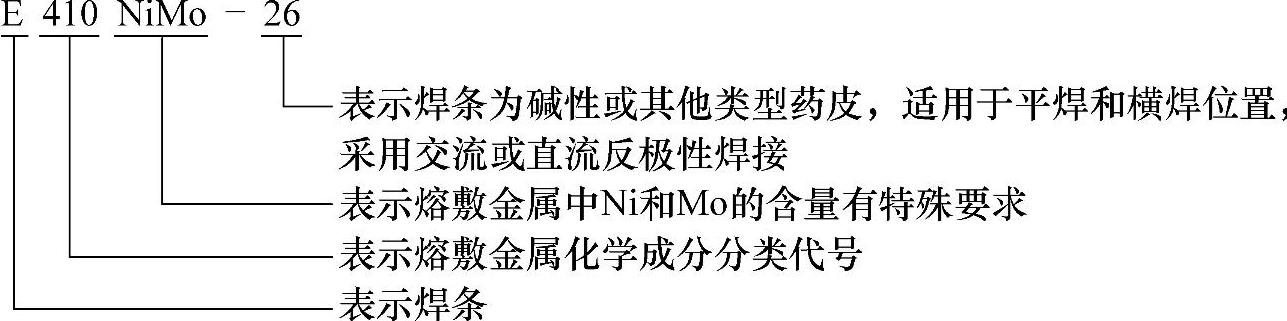
表2-3 新旧焊条型号对照表
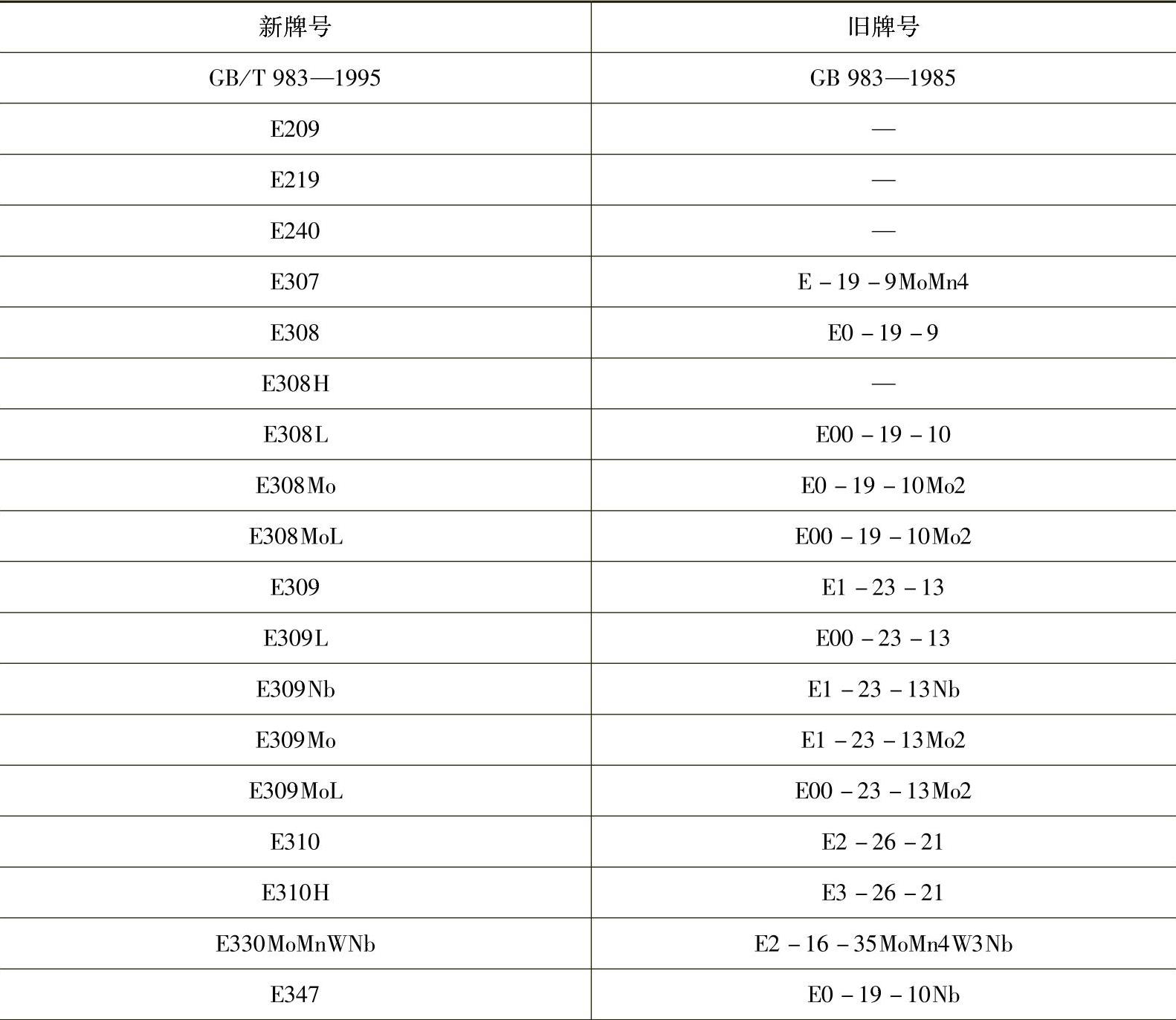
(续)
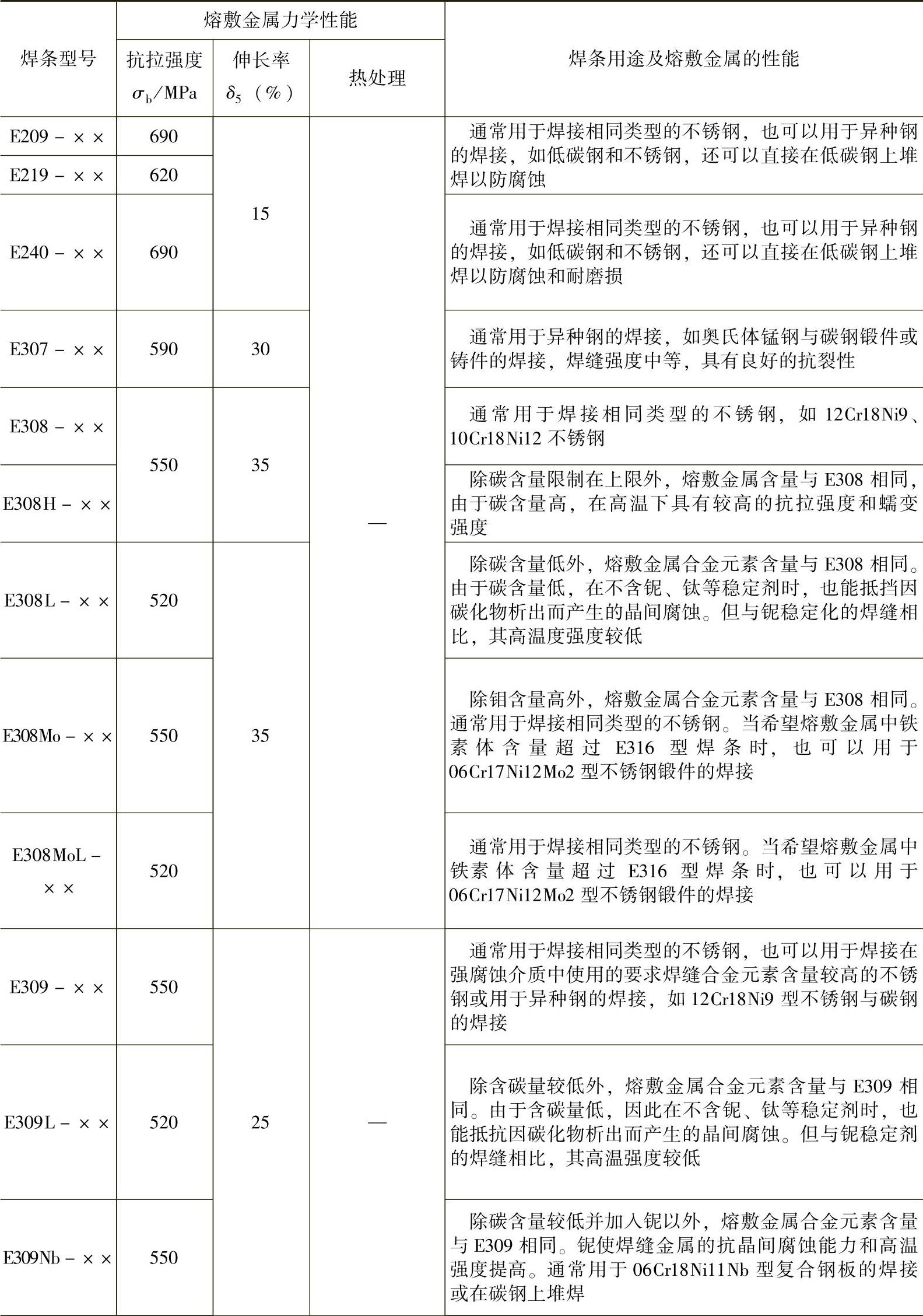
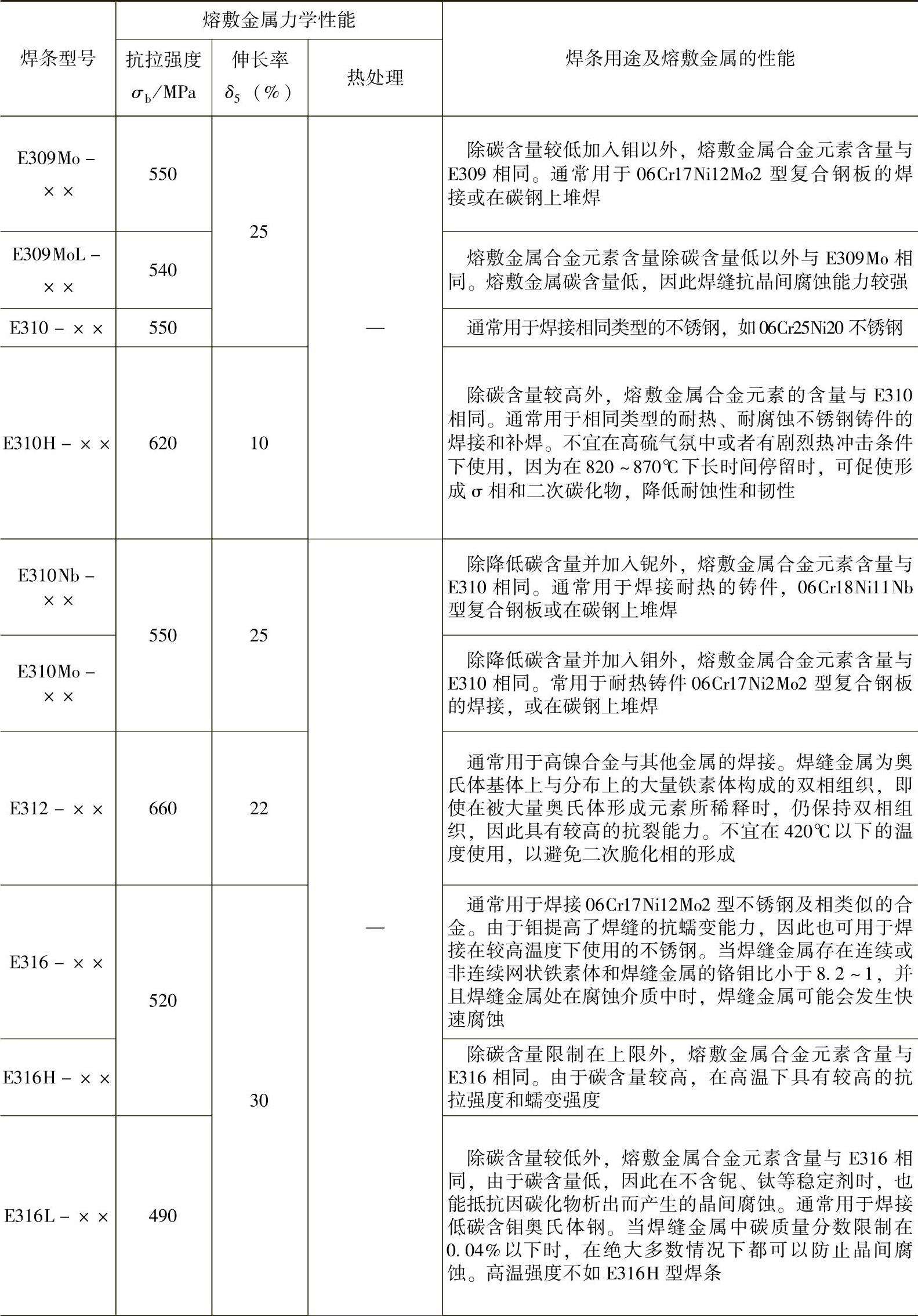
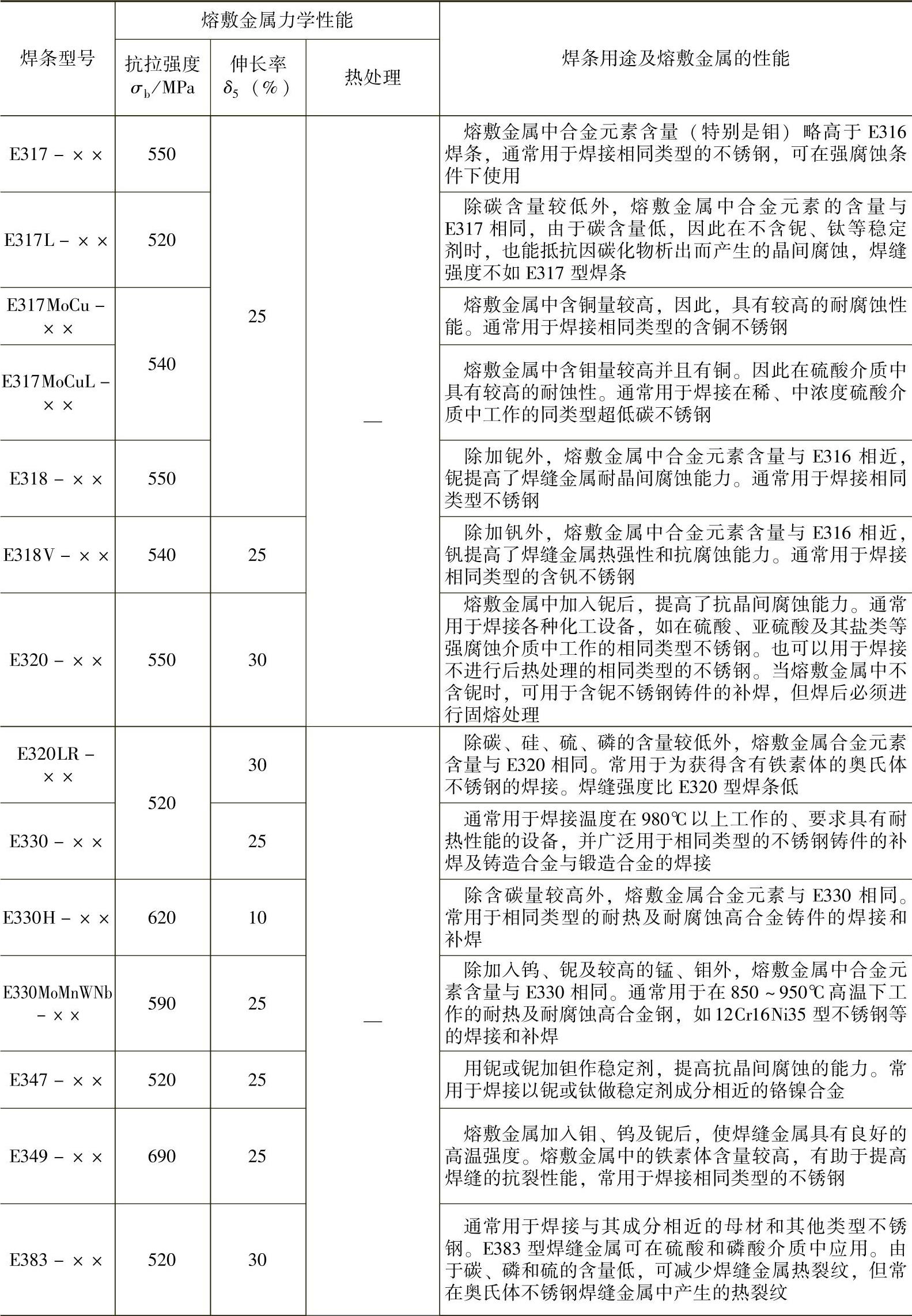
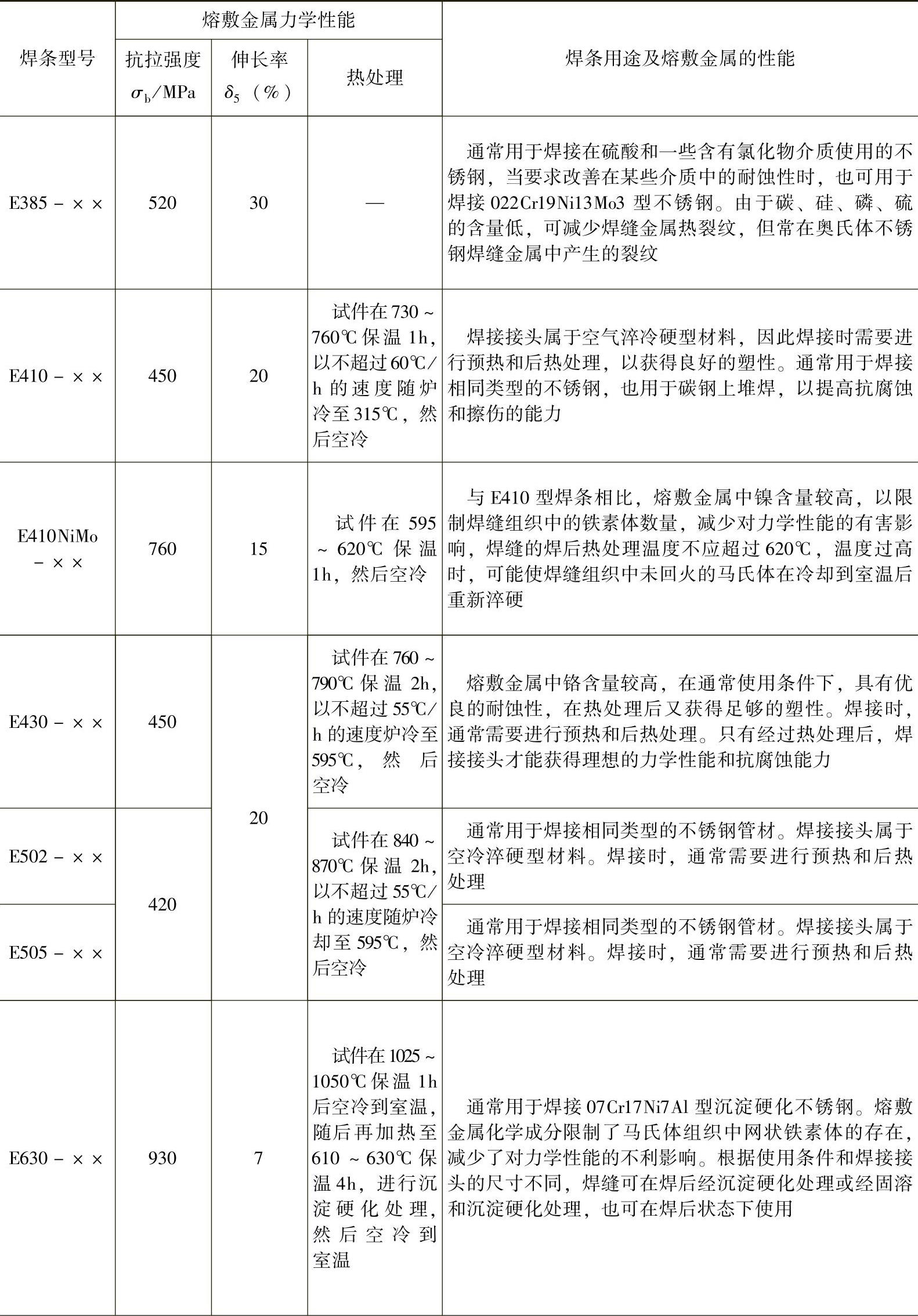
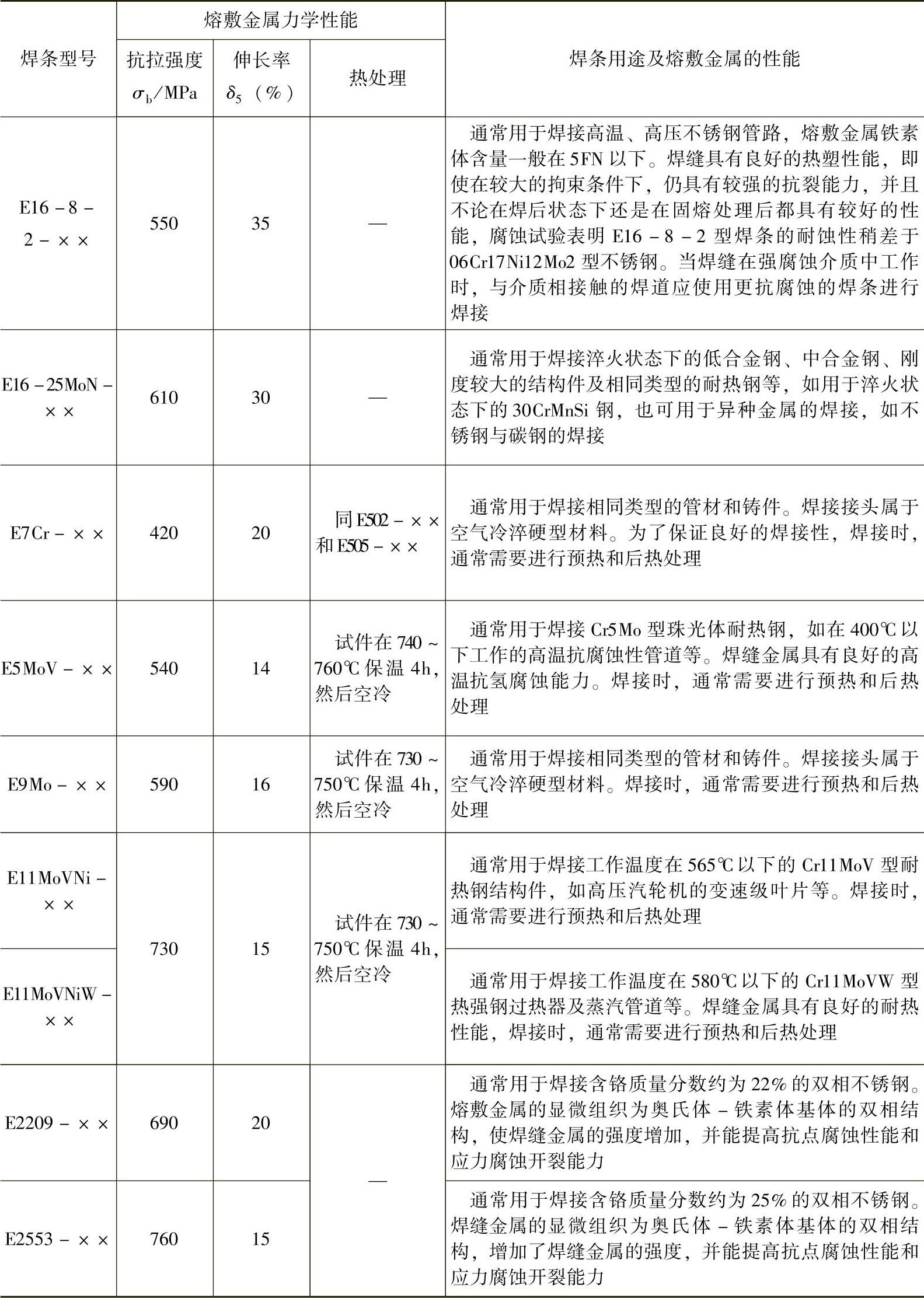
不锈钢焊条型号熔敷金属的力学性能和主要用途见表2-4。
表2-4 熔敷金属的力学性能和主要用途
(续)
(续)
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






