在螺纹铣削加工中,三轴联动数控机床和螺纹铣削刀具是必备的两要素,而螺纹铣削刀具主要又分为两种:一种是整体式硬质合金铣刀,另一种是机夹式硬质合金刀片铣刀。整体式硬质合金铣刀一般用于加工螺纹深度小于刀具长度的孔。机夹式刀具适用范围广,既可加工螺纹深度小于刀片长度的孔,又可加工螺纹深度大于刀片长度的孔。如图7-38和图7-39所示。
下面介绍几种常见的螺纹铣刀类型。
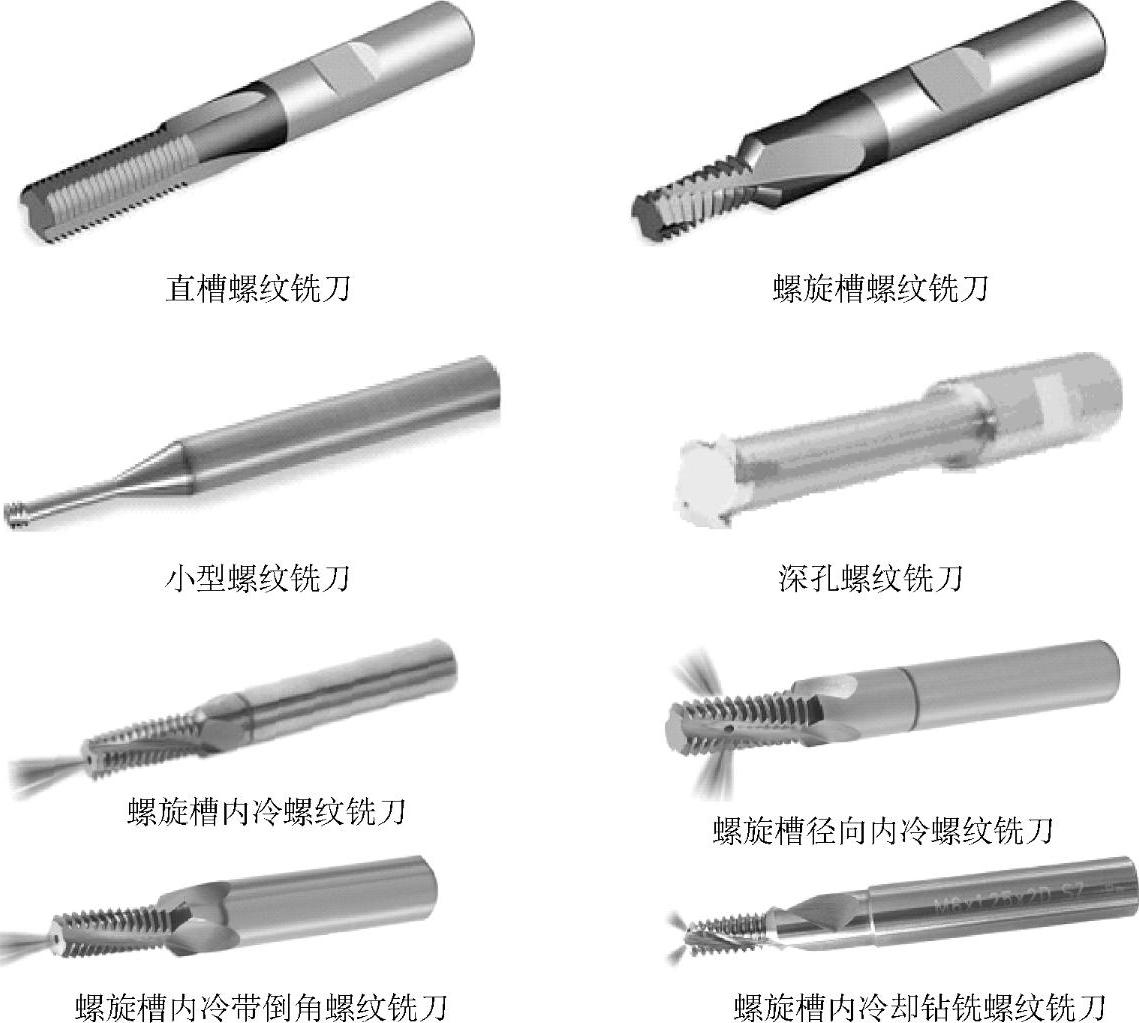
图7-38 整体式硬质合金圆柱螺纹铣刀
1.整体式硬质合金圆柱铣刀
整体式硬质合金圆柱螺纹铣刀的外形很像是圆柱立铣刀与螺纹丝锥的结合体,图7-38所示为以色列瓦格斯(VARGUS)整体硬质合金类螺纹铣刀,但它的螺纹切削刃与丝锥不同,刀具上无螺旋升程,加工中的螺旋升程靠机床运动实现。由于这种特殊结构,使该刀具既可加工右旋螺纹,又可加工左旋螺纹,但不适用于较大螺距螺纹的加工。
常用的整体式圆柱螺纹铣刀可分为粗牙螺纹和细牙螺纹两种。出于对加工效率和耐用度的考虑,螺纹铣刀大都采用硬质合金材料制造,并可涂覆各种涂层以适应特殊材料的加工需要。整体式硬质合金圆柱螺纹铣刀适用于钢、铸铁和非铁金属材料的中、小直径螺纹铣削(一种刀具只能加工螺距相同的各种螺纹,因为一种刀具的螺距是定死的);刀具刚性较好,特别是带螺旋槽的整体式硬质合金圆柱螺纹铣刀,在加工高硬度材料时可有效降低切削负荷,提高加工效率。对于一些不通孔和深孔螺纹加工来说,可选用图7-38中带内冷的螺纹铣刀。整体式硬质合金螺纹铣刀的切削刃上布满螺纹加工齿,沿螺旋线加工一周即可完成整个螺纹加工,切削平稳,加工效率高,耐用度高;它一般用于加工螺纹深度小于刀具长度的孔。缺点是刀具制造成本较高,结构复杂,价格昂贵。(www.daowen.com)

图7-39 机夹式硬质合金刀片螺纹铣刀
2.机夹螺纹铣刀及刀片
机夹螺纹铣刀适用于较大直径(如D>25mm)的螺纹加工;刀杆一般采用侧固式或圆柱式硬质合金刀杆,具有高刚性和高耐磨性,其中,圆柱式刀杆长度可调整。其特点是刀片易于制造,价格较低,有的螺纹刀片可双面切削,通过使用顺时针和逆时针螺旋插补指令,可加工左旋和右旋螺纹,而刀具绕主轴的旋转方向不变;其抗冲击性能较整体螺纹铣刀稍差;根据螺纹孔的孔径、深浅、螺距、材料的不同,选择不同的刀杆和刀片。见图7-39所示为以色列瓦格斯(VARGUS)机夹类螺纹铣刀和刀片。
3.组合式多工位专用螺纹镗铣刀
组合式多工位专用螺纹镗铣刀的特点是一刀多刃,一次可完成多工位加工,可节省换刀等辅助时间,显著提高生产率。图7-40所示为组合式多工位专用螺纹镗铣刀加工实例。工件需加工内螺纹、倒角和平台。若采用单工位自动换刀方式加工,单件加工用时约30s,而采用组合式多工位专用螺纹镗铣刀加工,单件加工用时仅约5s。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






