螺纹铣削可采用以下三种切入方法:圆弧切入法、径向切入法、切向切入法。
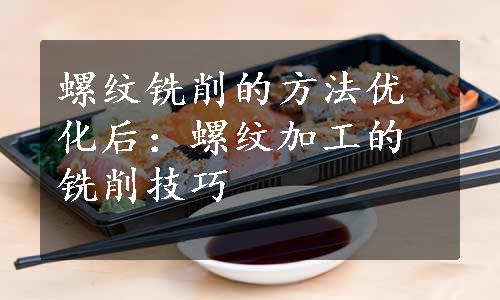
圆弧切入法:刀具切入、切出平衡,不留任何痕迹、不产生振动,即使是加工硬的材料也如此。圆弧切入法加工路线如图7-34所示。
径向切入法:螺纹铣削径向切入法如图7-35所示。
采用该方法最为简单,但有时会出现以下两种情况:
①在切入及切出点会留下很小的垂直刀痕,但不会影响螺纹精度;
②在加工非常硬材料时,当切入接近全牙型时,由于刀具与工件的接触面积大,有可能产生振动。
注意:为了避免当切入接近全牙时的振动,进给量应尽量降低到螺旋插补进给的1/3。
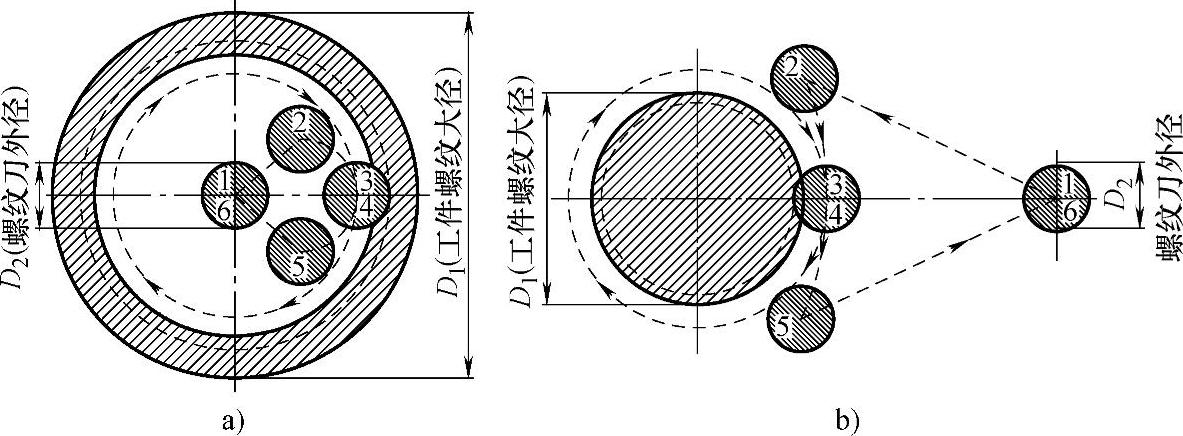
图7-34 螺纹铣削圆弧切入法路线
a)内螺纹 b)外螺纹
注:1—2:快速定位;2—3:刀具沿圆弧进给切入,同时沿Z轴插补;3—4:360°整圆切削插补一周,轴向移动一个导程;4—5:刀具沿圆弧进给切出,同时沿Z轴插补;5—6:快速返回。
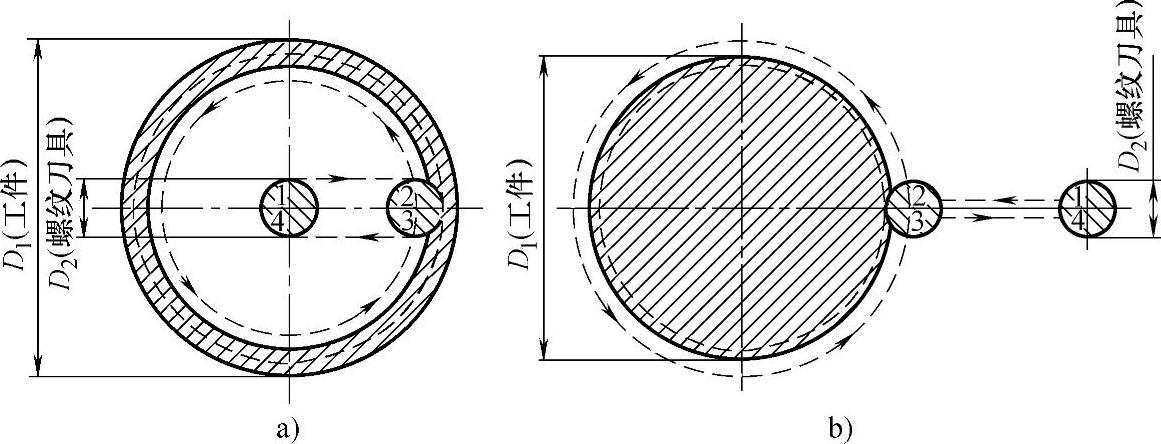
图7-35 螺纹铣削径向切入法(www.daowen.com)
a)内螺纹 b)外螺纹
注:1—2:径向快速切入;2—3:360°整圆切削插补一周,轴向移动一个导程;3—4:快速退出。
切向切入法:螺纹铣削切向切入法加工路线如图7-36所示;该方法非常简单,并且有圆弧切入法的优点,不过,它仅适合外螺纹的铣削加工。
图7-36 螺纹铣削外螺纹切向切入法加工路线
注:1—2:切向切入;2—3:360°整圆切削插补一周,轴向移动一个导程;3—4:快速退出。
当螺纹工作高度≤0.5mm,并且螺纹刀具切削直径与螺纹底孔直径相差不大时,可用径向切入法铣削螺纹;另外,当螺纹精度要求不高或者粗铣螺纹时均可采用径向切入法铣削螺纹。当加工大螺距螺纹或螺纹有精度要求时,建议采用圆弧切入法加工螺纹,但该方法的程序编制较径向切入法复杂一些。刀具切入切出时采用圆弧轨迹,通常为1/2或1/4圆弧进行切入或切出,同时Z轴方向也相应行进1/2或1/4螺距,以保证螺纹形状;刀具半径补偿值应在此时带入;接着,X、Y轴圆弧插补一周,主轴沿Z轴方向应行进一个螺距。具体加工时序过程如图7-34所示。
注意事项:
1)首先应将螺纹底孔或螺纹大径加工好,对小直径孔用钻头加工,对较大的孔应采用镗削加工,保证螺纹底孔的精度。
2)加工前先提高原点,在工件上方空运行以确认程序的正确性。
3)刀具切入进给量低于螺纹切削时进给量70%。
螺纹铣削刀具的编程与其他刀具的编程不同,如果加工程序编制错误,易造成刀具损坏或螺纹加工错误。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







