
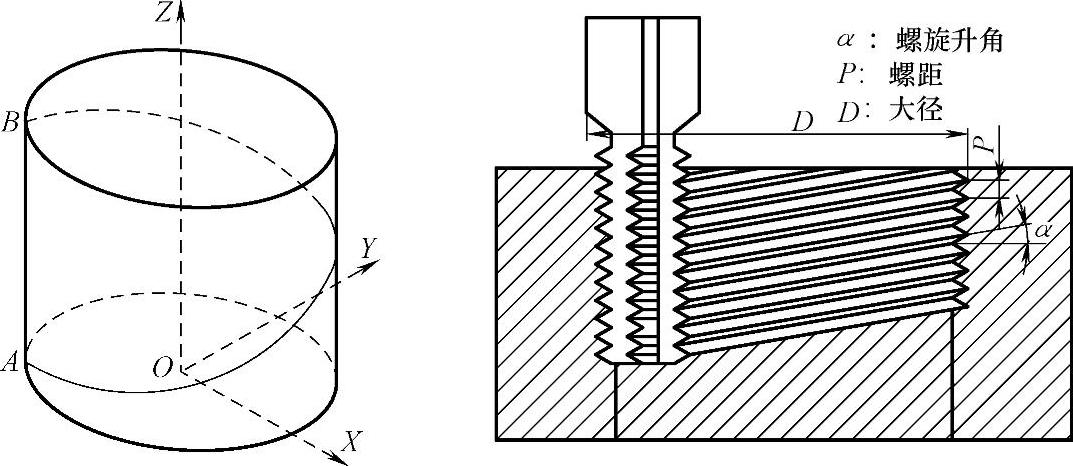
传统的螺纹加工方法主要为采用螺纹车刀车削螺纹或采用丝锥、板牙手工攻螺纹及套扣。随着数控加工技术的发展,尤其是三轴联动数控加工系统的出现,使更先进的螺纹加工方式——螺纹的数控铣削得以实现。在数控铣床或加工中心上进行螺纹的数控铣削,就是通过CNC系统中的圆弧插补指令G02/G03来实现的。即由机床控制刀具实现螺旋轨迹,螺旋插补由平面圆弧插补和垂直于该平面的线性运动联动形成,例如:从A点到B点(图7-33左图所示)的螺旋轨迹是由X—Y的平面圆弧插补运动和Z轴的线性直线运动联动形成。
螺纹铣削(图7-33右图所示)是由刀具的自转与机床的螺旋插补形成。在一个圆周的插补过程中,利用刀具的几何形状,并结合刀具沿轴向移动一个螺距的运动,用以加工出所要求的螺纹。
 (www.daowen.com)
(www.daowen.com)
图7-33 螺旋插补运动示意
螺纹铣削加工与传统螺纹加工方式相比,在加工精度、加工效率方面具有极大优势,且加工时不受螺纹结构和螺纹旋向的限制,如一把螺纹铣刀可加工多种不同旋向的内、外螺纹。对于不允许有过渡扣或退刀槽结构的螺纹来说,采用传统的车削方法或丝锥、板牙很难加工,但采用数控铣削却十分容易实现。在设备方面,当采用丝锥攻螺纹时,如主轴电动机为伺服电动机时,可采用刚性攻螺纹,如主轴电动机不是伺服电动机,则只能采用柔性攻螺纹,且容易造成丝锥折断和质量不稳定。但采用数控铣削时,不管机床主轴是否为伺服电动机,都十分容易实现。此外,螺纹铣刀的耐用度是丝锥的十多倍甚至数十倍,而且在数控铣削螺纹过程中,对螺纹直径尺寸的调整极为方便,这是采用丝锥、板牙难以做到的。由于螺纹铣削加工的诸多优势,目前发达国家的大批量螺纹生产已较广泛地采用了铣削工艺。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






