【摘要】:图7-5 螺纹车削目前使用比较广泛的新型机夹螺纹刀种类和规格很多,如图7-6和图7-7所示。光加工公制60°螺纹全牙型螺纹刀片,规格就有11、16、22三大系列、60多种型号,其刀片带有特制的修光刃,与刀杆配合使用可满足螺距为1.0~6.0的内螺纹、螺距为1.25~6.0的外螺纹加工需要,加工的螺纹精度较成形车刀更高,表面粗糙度值更低。如有条件的话,粗车刀刀片选择刀尖角角度55°的,精车刀刀片选用刀尖角60°螺纹表面粗糙度效果更好。
在车床上车削螺纹可采用成形车刀或机夹式螺纹车刀。用成形车刀车削螺纹,由于刀具结构简单,是单件和小批量生产螺纹工件的常用方法,如图7-5所示;用机夹式螺纹车刀车削螺纹,生产效率高,但刀具价格高,结构复杂,适于中、大批量生产中的螺纹工件车削。
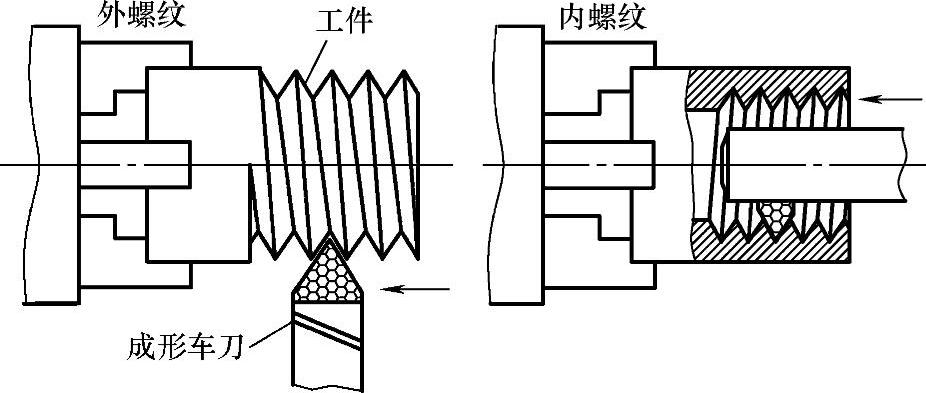
图7-5 螺纹车削(www.daowen.com)
目前使用比较广泛的新型机夹螺纹刀种类和规格很多,如图7-6和图7-7所示。近年来世界各著名数控刀具公司(以色列瓦格斯(VARGUS),中国台湾三禄(SUNROXM)、益诠(Echain)、中国成都千木(KiloWood)等)都开发了高效率的新型机夹螺纹车刀系列产品,涵盖了M0.25~M10尺寸范围。光加工公制60°螺纹全牙型螺纹刀片,规格就有11、16、22三大系列、60多种型号,其刀片带有特制的修光刃,与刀杆配合使用可满足螺距为1.0~6.0的内螺纹、螺距为1.25~6.0的外螺纹加工需要,加工的螺纹精度较成形车刀更高,表面粗糙度值更低。
如有条件的话,粗车刀刀片选择刀尖角角度55°的,精车刀刀片选用刀尖角60°螺纹表面粗糙度效果更好。使用硬质合金刀片和涂层刀片均可,涂层刀片效果略好。若没有标准刀具和刀片,可用YG8、YG6、YW1等焊接刀具由线切割机床切制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





