对于直线轮廓所夹的凹圆弧来说,一般可由铣刀半径自然形成而不必走圆弧轨迹。但对于与圆弧相切或相交的转接凹圆弧来说,通常都用走圆弧轨迹的方法解决,如图6-9所示。由于这种转接凹圆弧一般都不大,选择铣刀直径时往往受其制约。此外,在实际加工中,也有可能为了保证其他轮廓的尺寸公差或用同一条程序进行粗、精加工而采取放大刀具半径补偿值的方法达到目的。但是,如果在编程计算时仍按图样给出的转接圆弧半径,那就可能使上述工作受到限制。其结果是要么去选择更小直径的铣刀,要么将原来铣好的磨小一点,而这样做既不方便也不经济,还有可能打乱原来的程序(如行切宽度已定,铣刀改小后有可能留下覆盖不了的刀锋)。因此,最好的办法就是在编程计算时,把图样中最小的转接圆弧半径放大一些(在其加工允许差范围内),如图6-9中的R10mm,放大为R10.5mm或R11mm来进行计算,以扩大刀具半径范围。当其半径较小时(如R5mm),则可先按大圆弧半径来编,再安排补加工(换小直径铣刀来完成)。
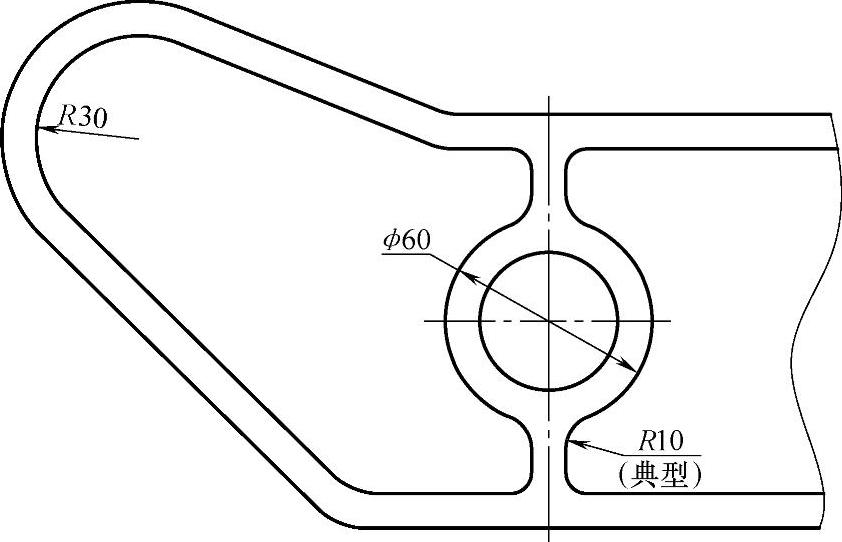
图6-9 转接凹圆弧对编程的影响
当加工如图6-10所示的工件内轮廓时,由于被加工轮廓高度H较小,内壁转接圆弧半径R较大时,则应采用刀具切削刃长度L较小,直径D较大的铣刀加工。这样,底面A的走刀次数就较少,内轮廓上下尺寸也比较一致,表面质量也会比较好,并且它的工艺性也较好。反之,加工如图6-11所示的工件内轮廓时,由于被加工轮廓高度H比较大,而内壁转接圆弧半径R则较小,这时采用刀具切削刃长度L较大,直径D较小的铣刀加工时,内轮廓上下尺寸就会出现不一致,表面质量也差;最好的办法是,先选择较大的铣刀粗加工内轮廓,最后,再用一把小于轮廓最小曲率半径的铣刀精(补)。通常,当R<0.2H时,则最好分粗、精加工,以确保零件加工质量。
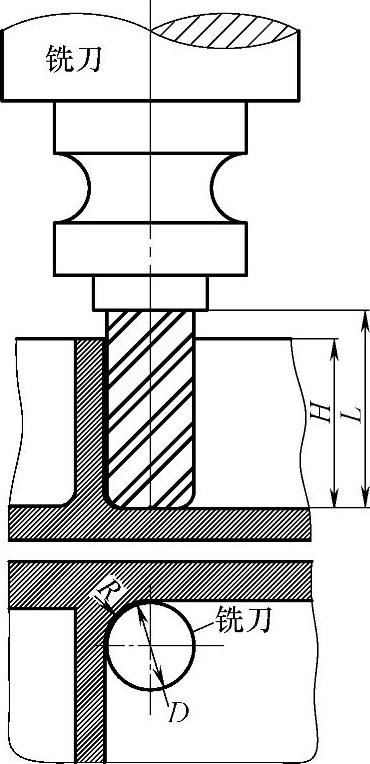
图6-10 R较大时
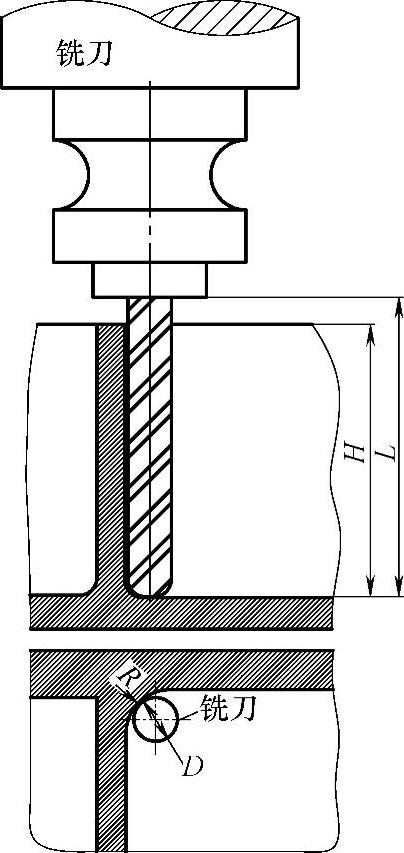
图6-11 R较小时(www.daowen.com)
另外,当工件的内壁与底面的转接圆弧半径有尺寸要求时,假设铣刀直径D一定时,工件的内壁与底面转接圆弧半径r越小,铣刀与铣削平面接触的最大直径d=D-2r也越大,铣刀端刃铣削平面的面积越大,则加工平面的能力越强,表面质量也就越好。反之工艺性越差,如图6-12、图6-13所示。
当底面铣削面积大,转接圆弧半径r也较大时,最好先用一把r较小的铣刀加工,再用符合要求r的刀具加工,分两次完成切削。
总之,一个零件上内壁转接圆弧半径尺寸的大小和一致性,影响着加工能力、加工质量和换刀次数等。
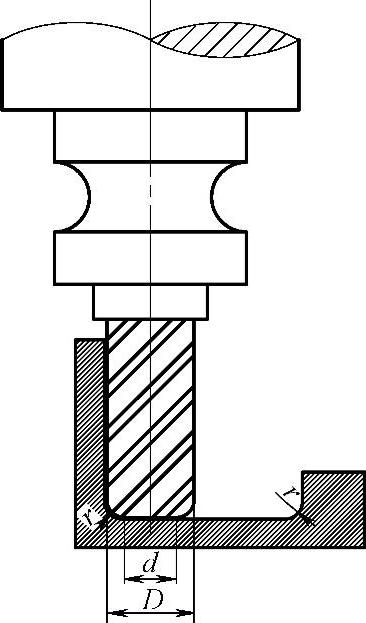
图6-12 r较小
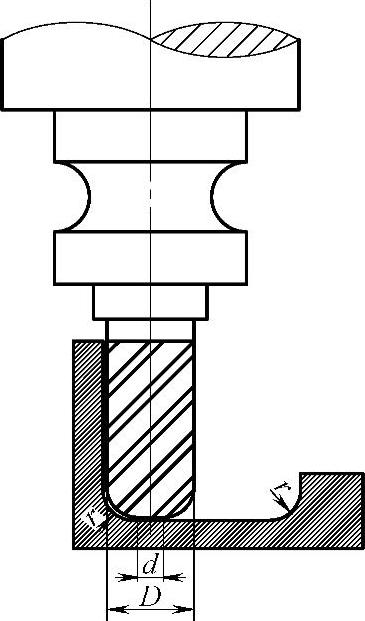
图6-13 r较大
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






