例题5-3:编制用键槽铣刀和球头立铣刀粗、精铣削如图5-5所示凹半球的数控加工程序。
解:1)工艺分析:平面工件上手工编程加工凹球曲面时,一般用宏程序编辑该程序,采用层铣的方式。首先用平底键槽铣刀进行螺旋线加工,完成粗加工;再用球头刀完成精加工。注意,为了保证粗加工余量的均衡,以螺旋线半径作为循环条件的判断,使每循环一次的径向变化为均值,另外,为了保证精加工余量,粗加工时高度保持抬高一定值。精加工时为了保证扇形误差的均匀,以圆心角作为循环条件的判断。
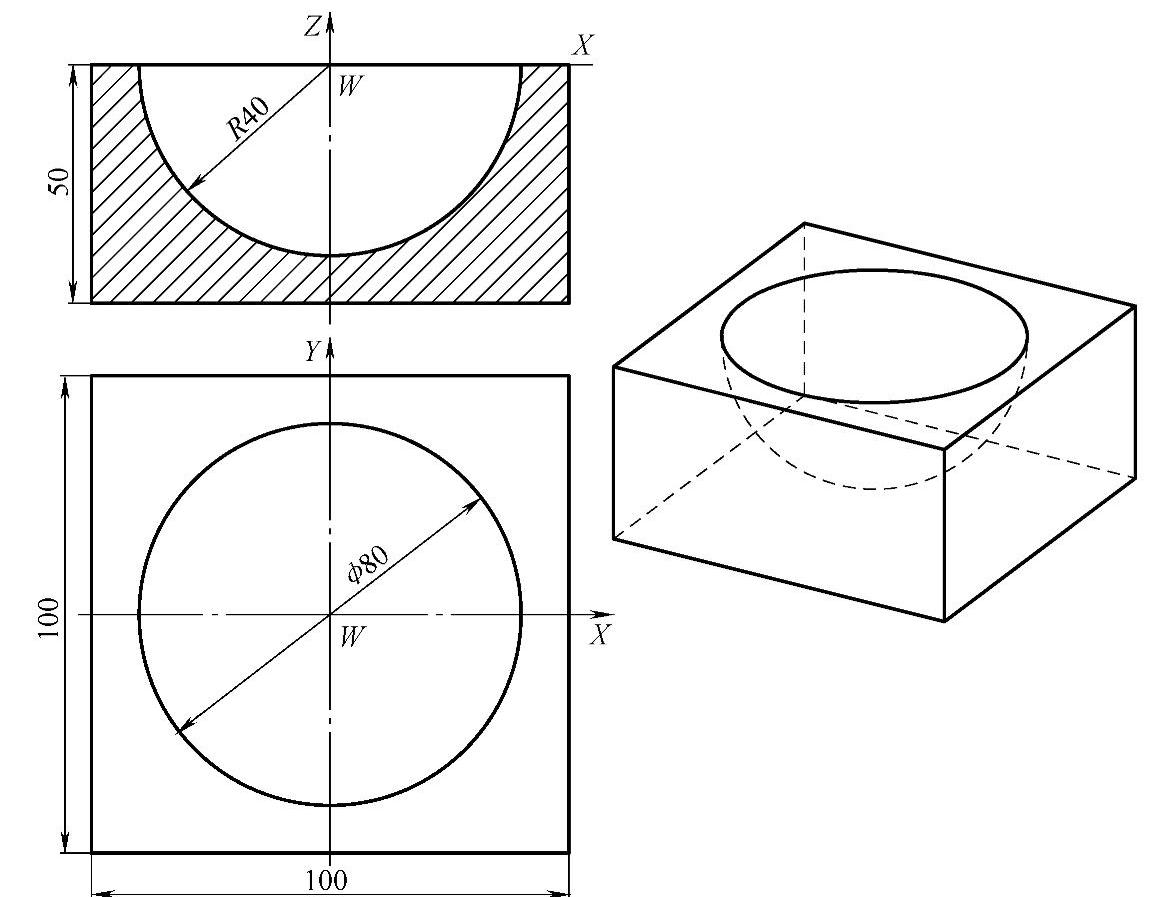
图5-5 凹半球曲面加工零件
2)程序编制:(HNC—21/22M华中世纪星数控系统)


例题5-4:编制用键槽铣刀和球头立铣刀粗、精铣削如图5-6所示椭圆凹半球的数控加工程序。

图5-6 椭圆凹半球曲面加工零件
解:1)工艺分析:平面工件上手工编制加工椭圆凹半球曲面的程序时,一般采用层铣的方式加工;首先用平底键槽刀分层铣削余量;再用球头刀完成精加工。
椭圆凹半球采用球头刀加工,就此需计算刀具的中心轨迹,并且以此轨迹作为程序编制的轨迹。
根据图形特征,椭圆半球凹槽相当于用垂直于Z轴的平面与之分层相截而形成椭圆叠层,每层椭圆的长短轴呈一定的规则缩放,如图5-7所示。
在XOZ平面中,假设使用的是球头立铣刀的半径为5mm,根据椭圆参数方程,当β从0°变到90°时,各层平面上的椭圆长、短轴如下:(https://www.daowen.com)
Xi(i=1,2,…)=(椭圆长半轴-球刀半径)×cosβ=(25-5)×cosβ、即X从20变到0;
Zi(i=1,2,…)=(椭圆短半轴-球刀半径)×sinβ=(15-5)×sinβ,即Z也从0变到10。

图5-7 球头刀分层铣削椭圆凹半球曲面示意
而在XOY平面上每层的椭圆长轴:
ai(i=1,2,…)=Xi(i=1,2,…)=(椭圆长半轴-球刀半径)×cosβ=(25-5)×cosβ,
则:bi(i=1,2,…)/ai(i=1,2,…)=b/a=15/25,
bi(i=1,2,…)=(15/25)×(25-5)×cos β=12×cos β。
假设β为分层高度自变量,在每一层均完成一个椭圆的加工,椭圆极角α设为每层自变量,0°≤α≤360°,当α=360°时,跳出分层椭圆加工循环,设使用的是R5mm的球头立铣刀,当β从0变到90°后,刀具中心从-5到-10时,跳出高度变化循环。
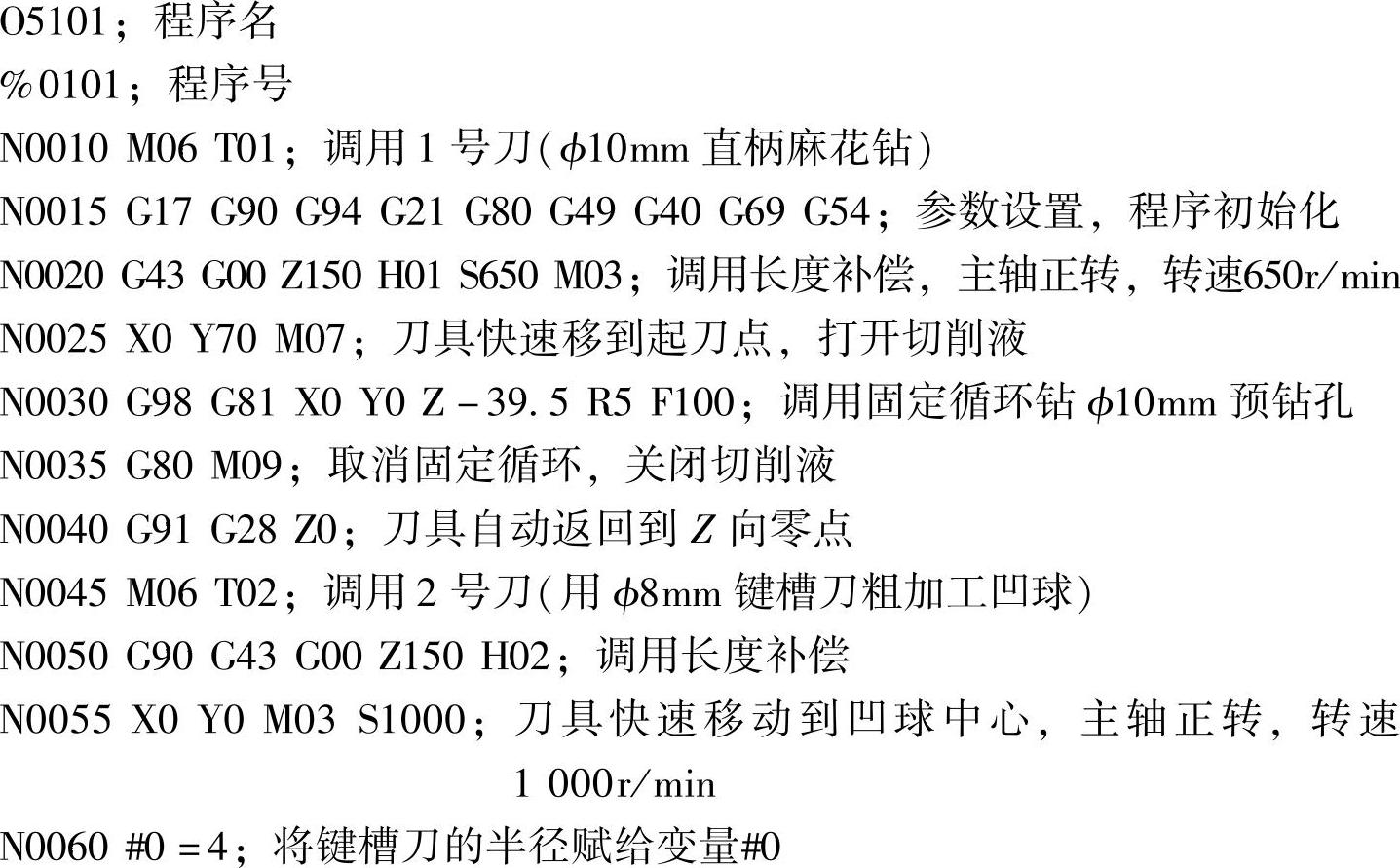
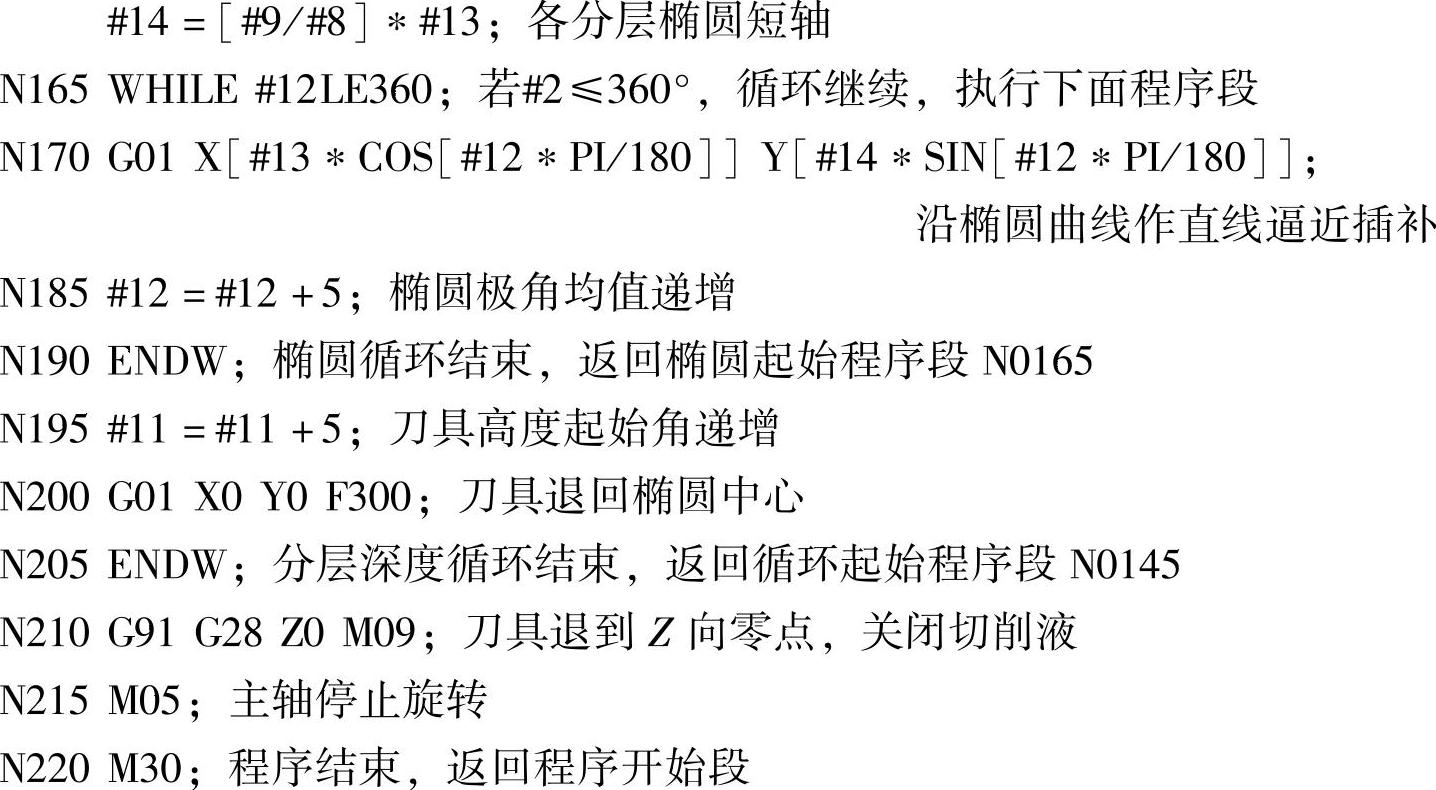
2)程序编制:(HNC—21/22M华中世纪星数控系统):


免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





