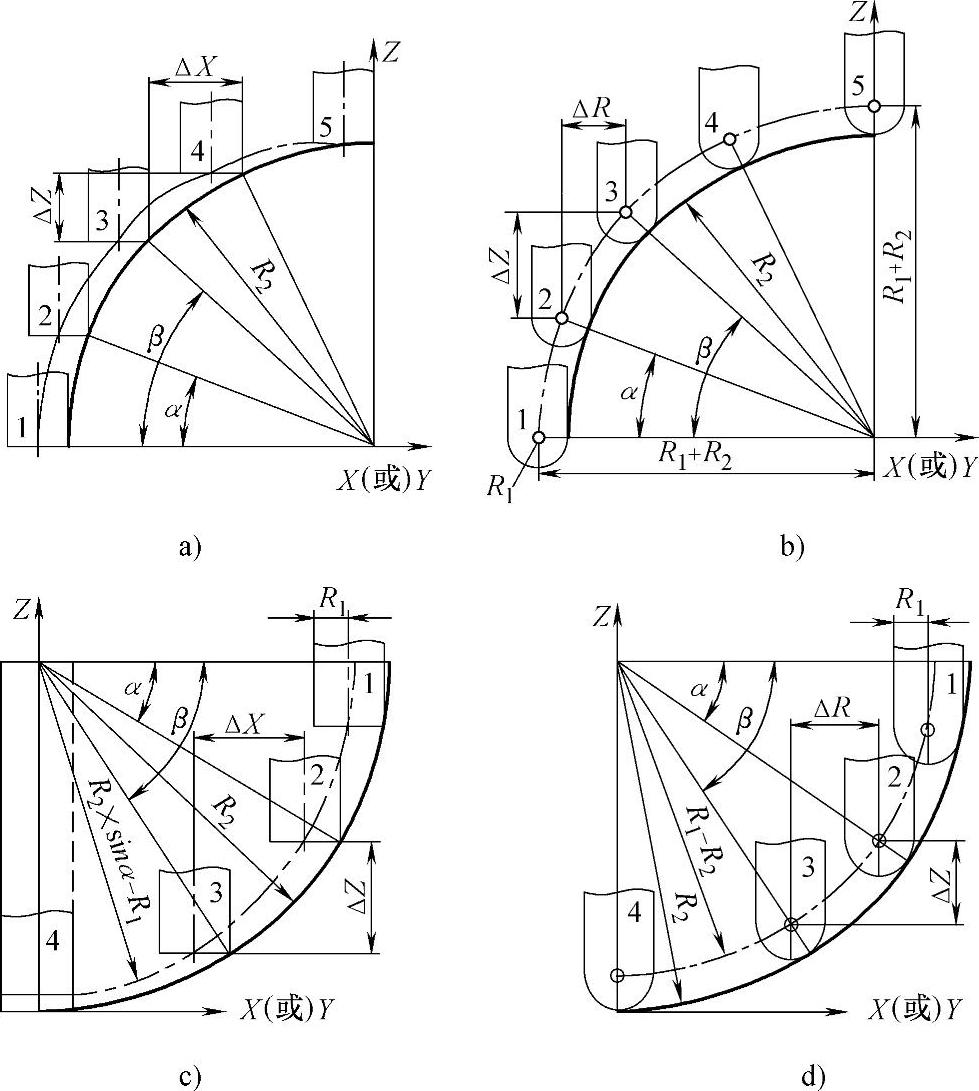
图5-1 曲面加工示意
a)平底铣刀加工凸曲面示意 b)球头铣刀加工凸曲面示意 c)平底铣刀加工凹曲面示意 d)球头铣刀加工凹曲面示意(https://www.daowen.com)
我们在进行曲面加工时,通常粗加工时用平面立铣刀,精加工时才用球头铣刀;但在运用过程中经常出现撞刀和铣坏工件,究其原因,主要是我们在运用这两种刀具加工曲面时的刀具长度补偿计算误差造成的,如在图5-1中所示曲面加工示意图中,我们分别用平底立铣刀和球头铣刀进行曲面加工;在用平底立铣刀铣削曲面时,由于我们用的是直线逼近法近似加工曲面,而平底立铣刀始终是以刀的端面周齿执行直线插补去近似逼近曲面,而不是平底立铣刀的端面齿中心(因平底立铣刀的端面齿中心的刀具轨迹与曲面相差很远)。所以,在进行坐标计算时,曲面上各点的坐标就是平底立铣刀的端面周齿的坐标,即X(Y)=R×cosα,Z=R×sinα;另外,平底立铣刀进行对刀时,以平底立铣刀的端面齿中心作为对刀基准,加工时建立刀具半径补偿或放大(缩小)刀具中心轨迹一个刀具半径值。
如上图5-1b和图5-1d所示,在用球头立铣刀铣削曲面时,球刀与曲面始终处于相切状态,因此,我们计算刀具轨迹时,应计算球刀的刀心轨迹,即X(Y)=(R1+R2)×cosα,Z=(R1+R2)×sinα或X(Y)=(R1-R2)×sinα,Z=-(R1-R2)×cosα;另外,球头立铣刀进行对刀时,以球头立铣刀的球心作为对刀基准,因此,在测量球头刀具长度时,如果测量出的刀具长度偏置值为球头顶点的距离,则在输入刀具长度补偿值时,如直接将此长度偏置值输入到长度补偿寄存器(H1~H99)中,在进行曲面切削时,在长度方向作插补逼近时,应将深度终点坐标值减去一个球刀半径值;否则需将测量出的刀具长度偏置值减去球头半径后再输入到长度补偿寄存器中(H1~H99),或输入到零点偏置寄存器中(G54~G59)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




