用简化编程功能指令的镜像指令可实现坐标轴的对称加工,当在指定平面上,仅有X(或Y、Z)轴指定镜像时,镜像有效时,原子程序中的圆弧插补(G02/G03),刀具半径补偿(G41/G42)或坐标旋转(顺时针/逆时针)等的旋转方向或补偿方向均反向执行,如表4-1所示。
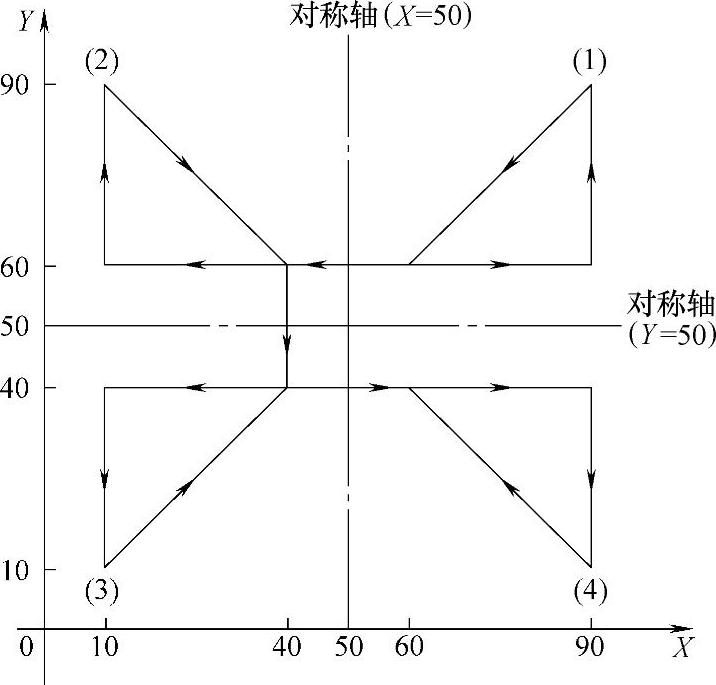
图4-7 镜像功能特征
表4-1 镜像功能有效时指令变化

特别注意的是在使用简化编程功能指令时,CNC的数据处理顺序是从程序镜像到比例缩放和坐标系旋转。因此,编程时应该按镜像→缩放→旋转顺序指定指令;取消时按相反顺序。比例缩放或坐标系旋转方式不能指定镜像功能。
1.以坐标轴作为镜像时的对称加工例题
例题4-5:如图4-8所示,零件图上有两相同形状和尺寸的斜椭圆弧凸台。利用旋转指令和镜像指令简化编程指令功能编制此凸台程序。
解:1)工艺分析:由图4-8可知,此零件图右上角和右下角各有相同形状和尺寸的斜椭圆弧小凸台,我们将编程坐标系的编程零点设置在零件中心的上表面,为了简化编程,我们可以将椭圆小凸台编写为子程序,然后通过简化编程功能的旋转指令和镜像指令来简化编程。又因为两椭圆小凸台处在编程坐标系的第一、第四象限,且位置是倾斜的,即椭圆的长、短轴与编程坐标轴不平行,而我们在进行椭圆轮廓编程时,是以椭圆的长、短轴为坐标轴,椭圆的中心为工件坐标原点,通过椭圆方程用直线逼近法设计程序加工的。因此,在编写椭圆子程序时,我们要建立以椭圆长、短轴为坐标轴,椭圆中心为工件坐标原点的子坐标系来编程;根据上述说明,先镜像再旋转的编程顺序,在通过调用子程序加工好第一象限的椭圆弧凸台后,通过镜像功能加工第四象限的椭圆弧凸台。
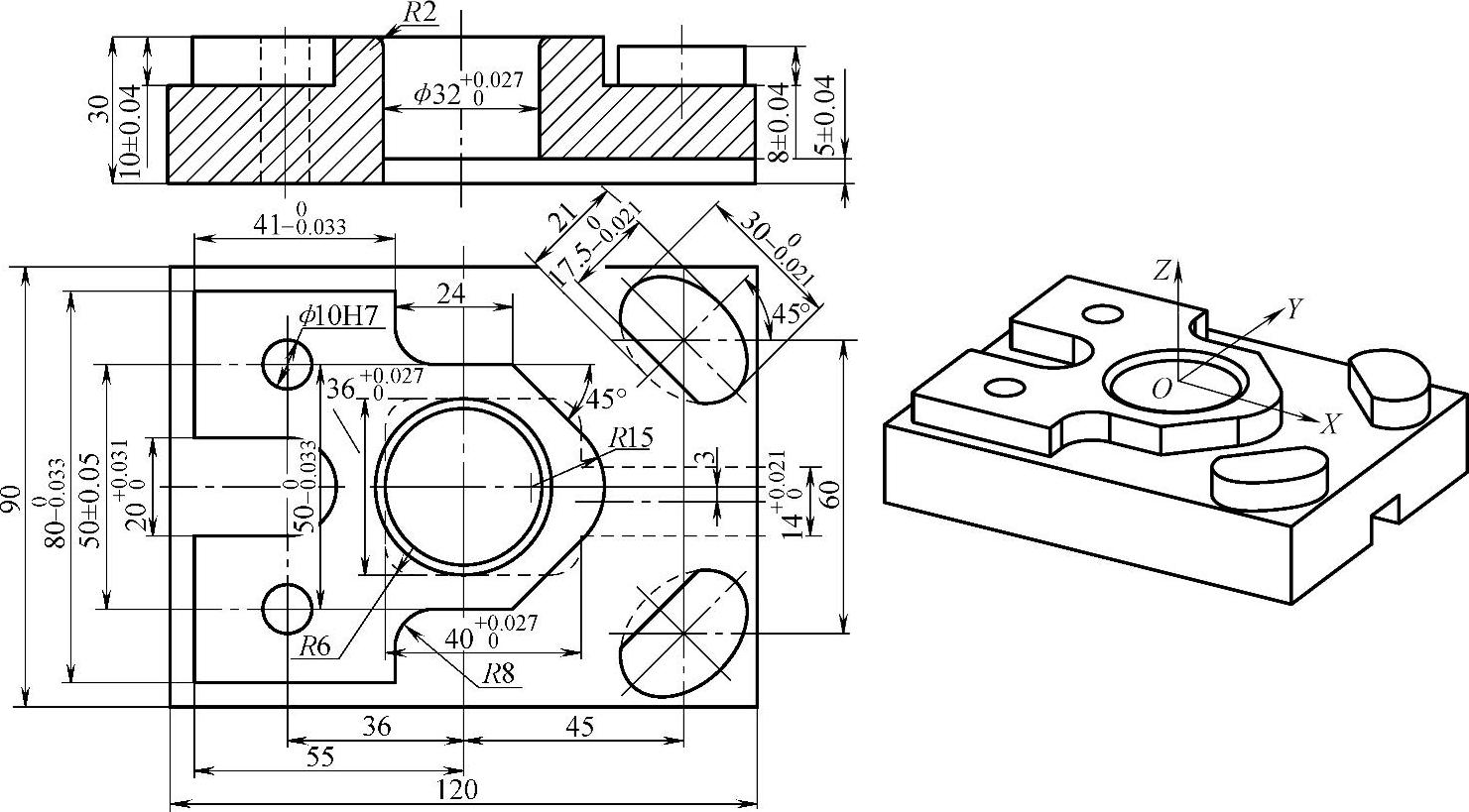
图4-8 利用镜像功能指令编程例题1
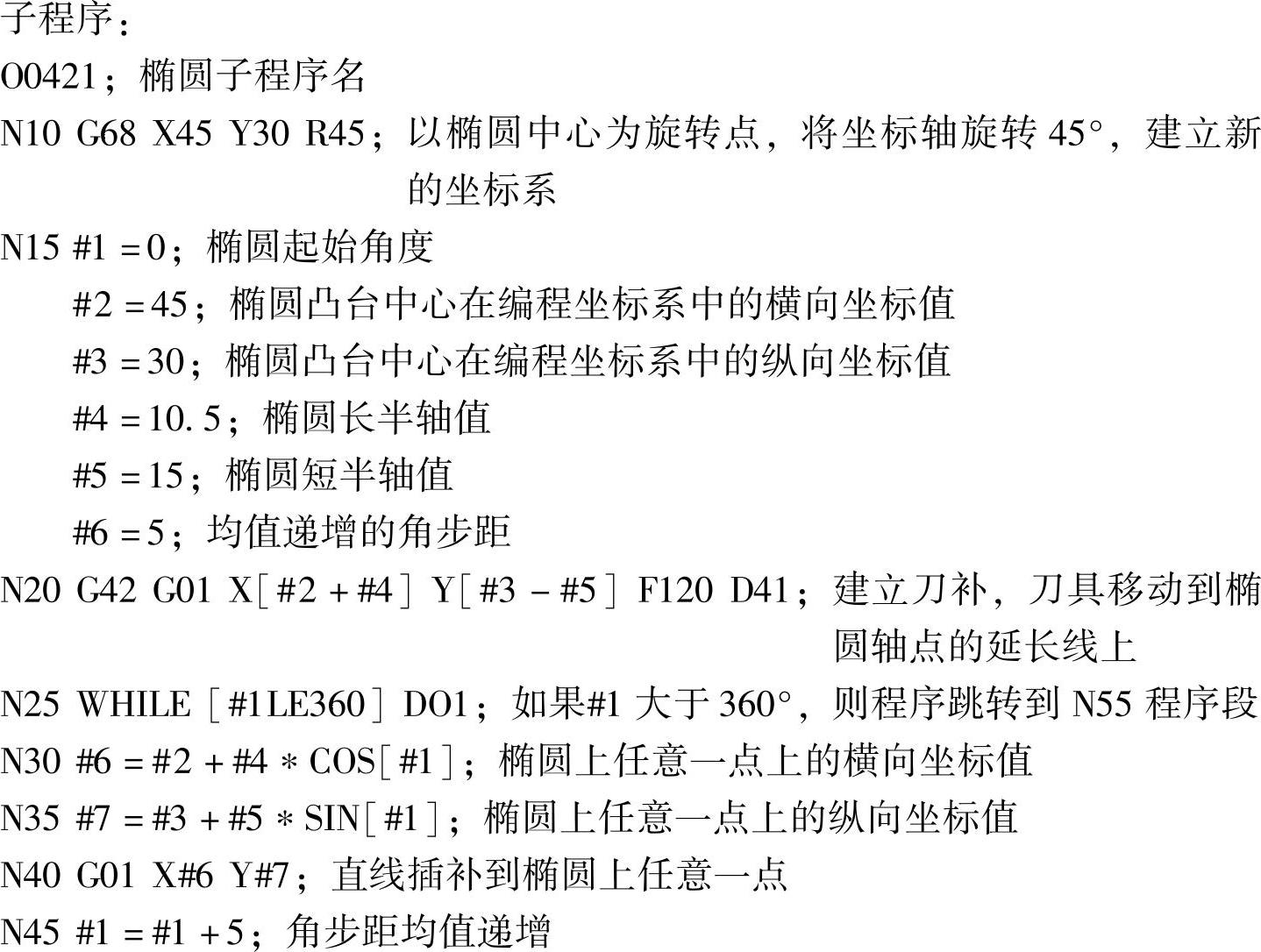
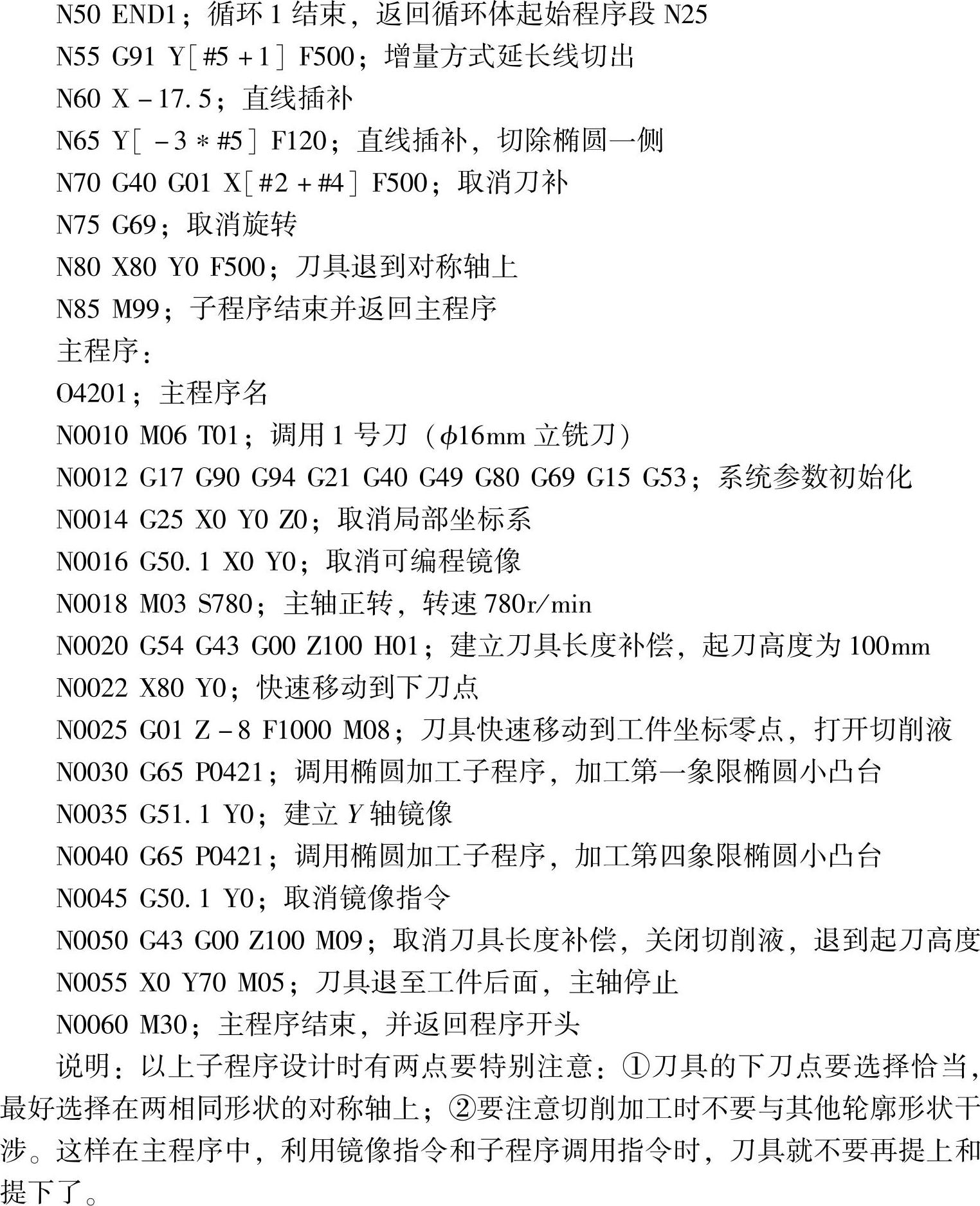
具体程序设计编写如下:
2)程序设计:(FANUC 0i数控系统)
2.以坐标点作为镜像时的对称加工例题
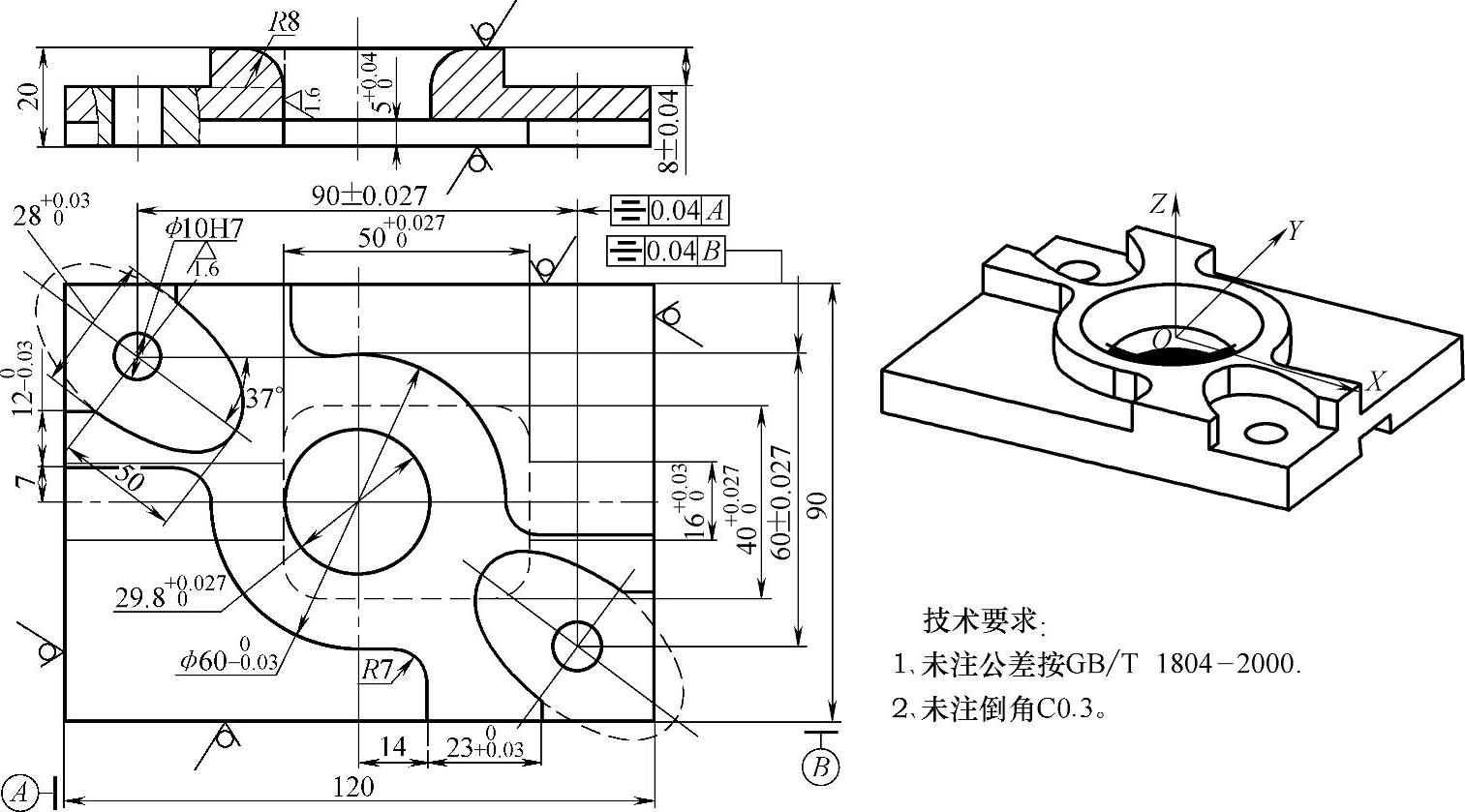
例4-6:如图4-9所示,零件图上有两相同形状和尺寸的斜椭圆弧。利用镜像功能简化编程指令编制此轮廓曲线程序。
解:1)工艺分析:由图可知,此零件图右上角和左下角、左上角和右下角各有相同形状和尺寸的曲面轮廓,它们相对于工件中心对称,我们将编程坐标系的编程零点设置在零件中心的上表面,通过简化编程指令,我们只需将工件一侧的轮廓编写为子程序,然后通过调用子程序和简化编程功能的镜像指令来简化编程。又因为,此零件轮廓周围余量比较多,并且椭圆弧的起点各终点坐标计算比较烦琐,因此,我们将椭圆弧曲线单独编写个子程序,由直线圆弧组成的轮廓编写个子程序,余量切除编写个子程序,如图4-10所示。
 (www.daowen.com)
(www.daowen.com)
图4-9 利用镜像功能指令编程例题2
2)程序设计,具体程序设计编写如下:(HNC—21/22M华中世纪星数控系统)
①粗加工余量去除子程序(图4-10a):
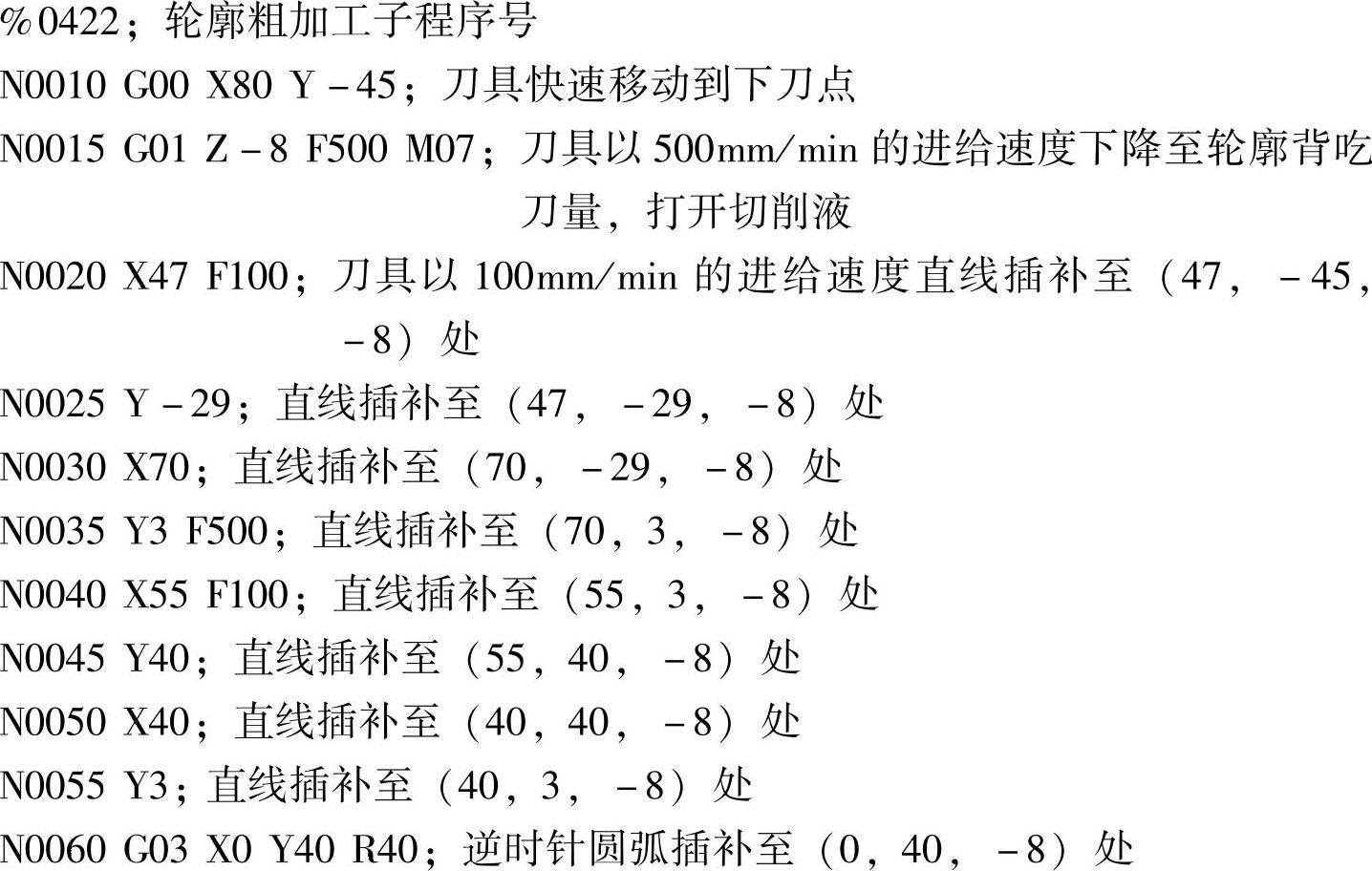

图4-10 镜像功能指令编程例题2加工路线
a)粗加工路线图(余量切除) b)精加工路线图 c)椭圆弧轮廓曲线粗、精加工图

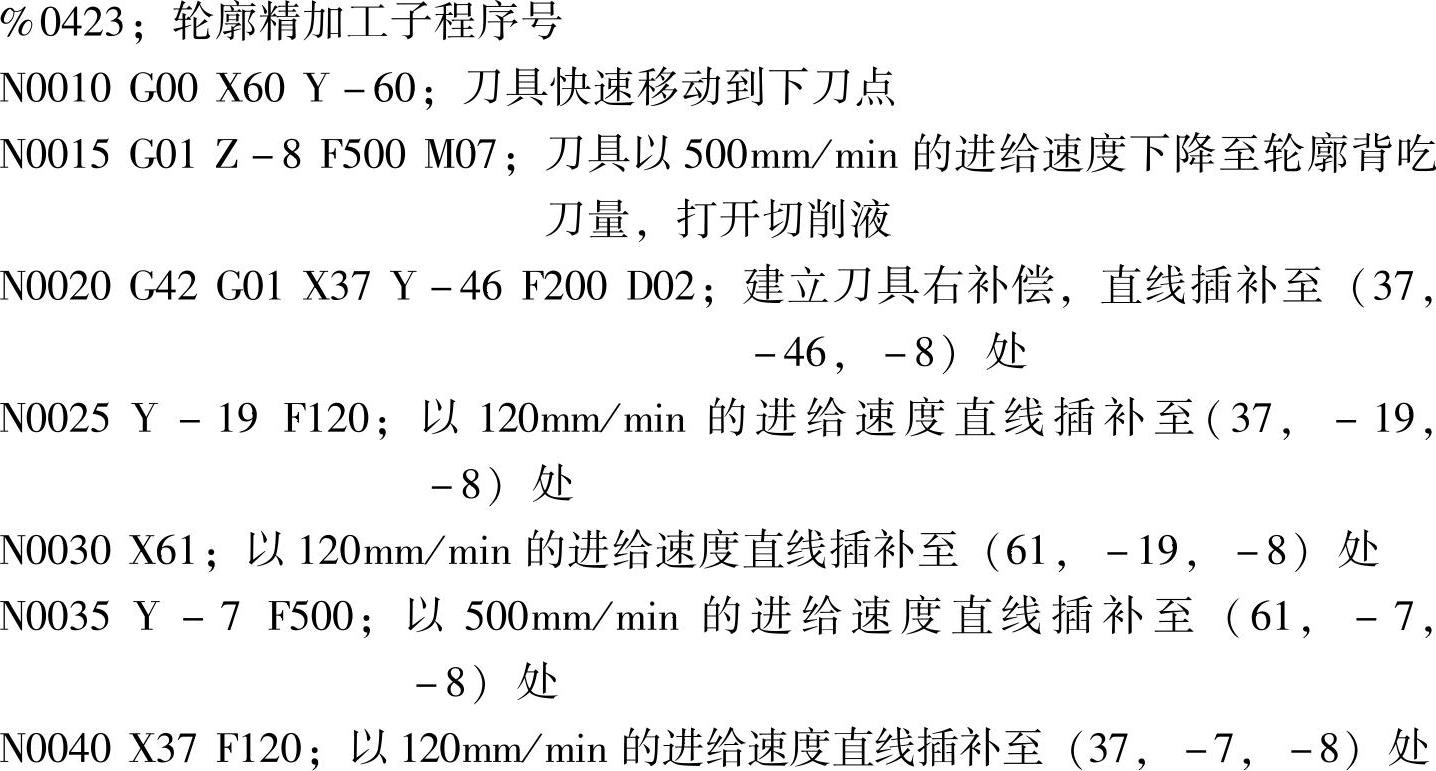
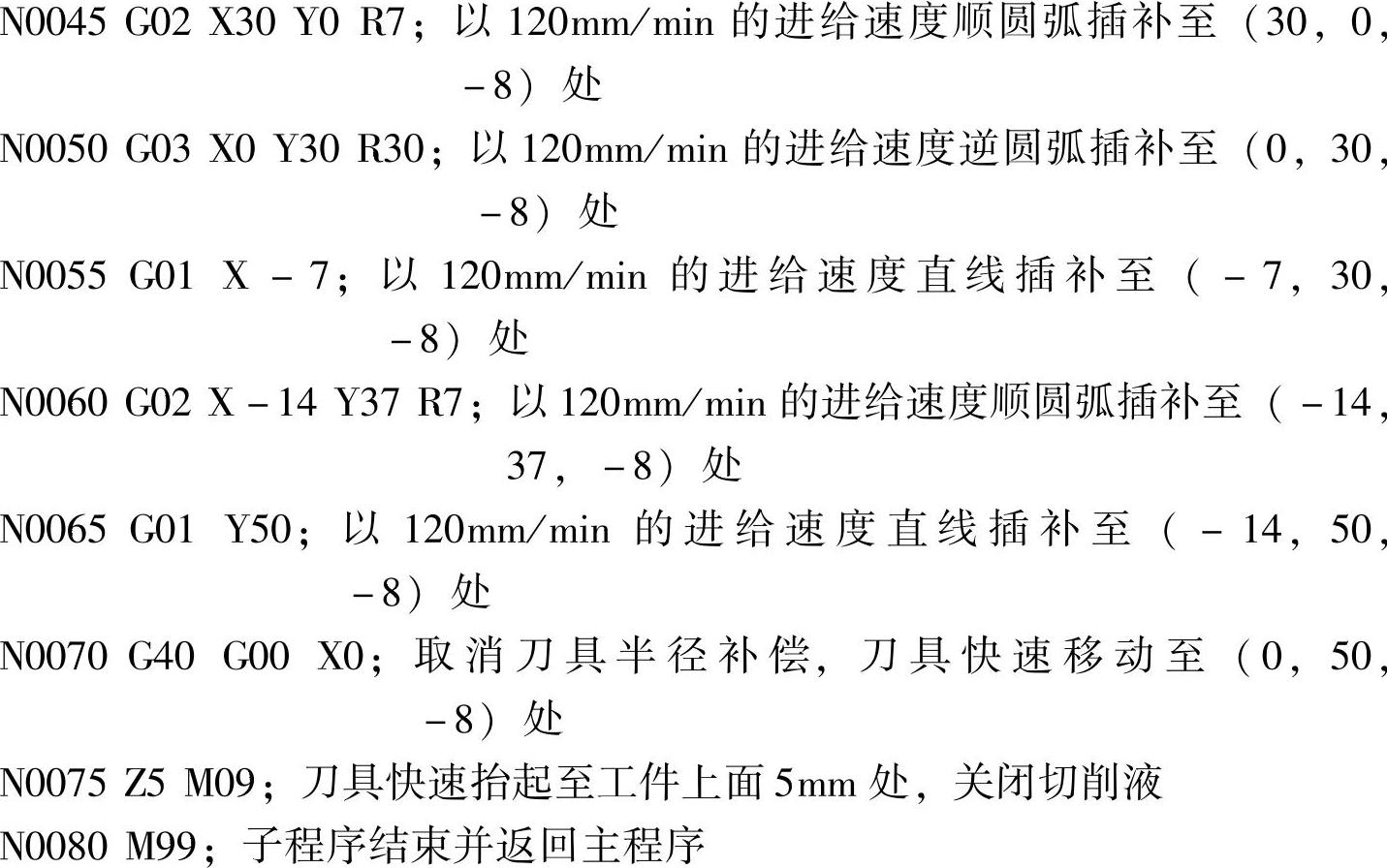
②直线与圆弧轮廓曲面精加工子程序(图4-10b):
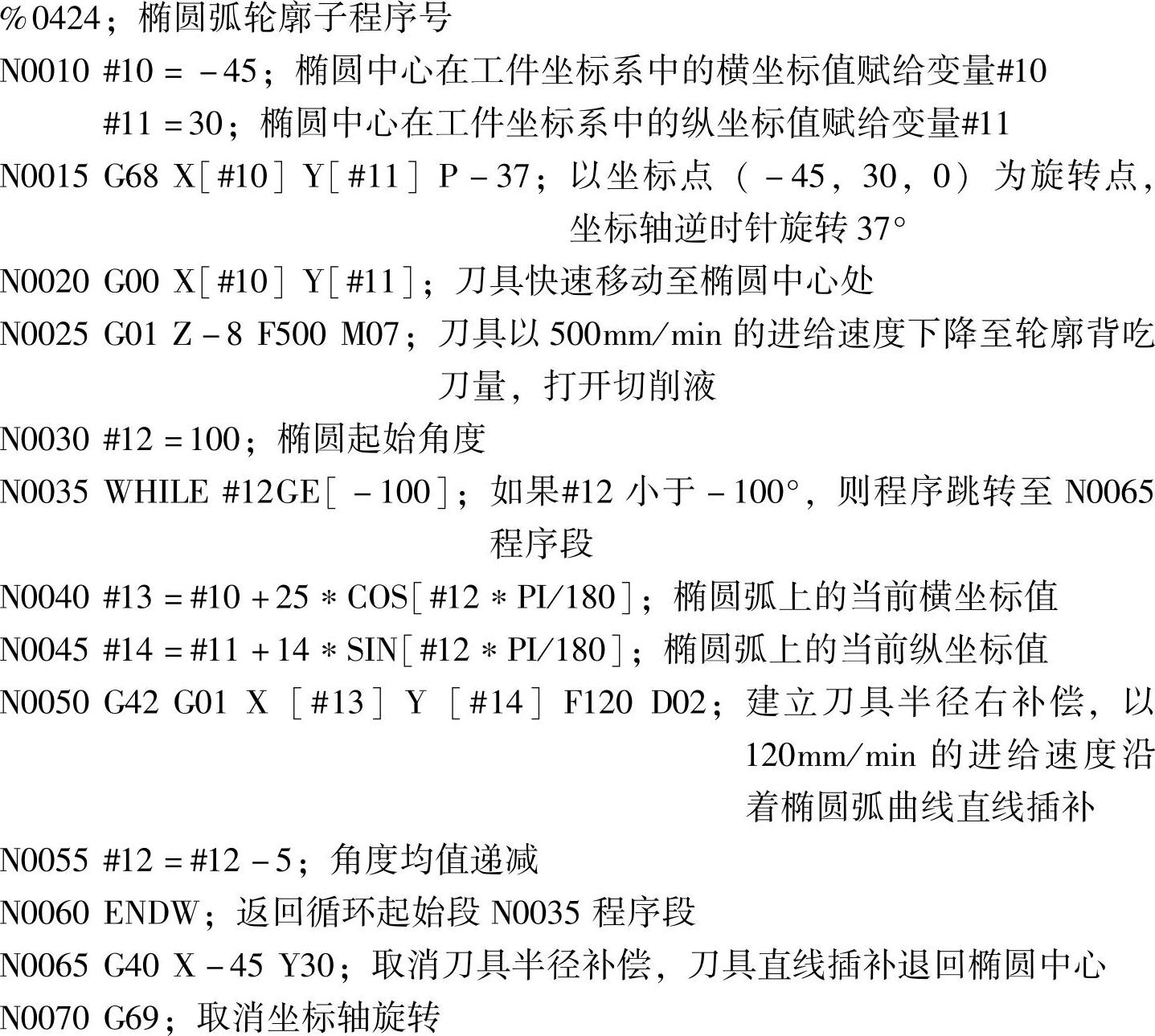
③椭圆弧轮廓粗、精加工子程序(图4-10c):

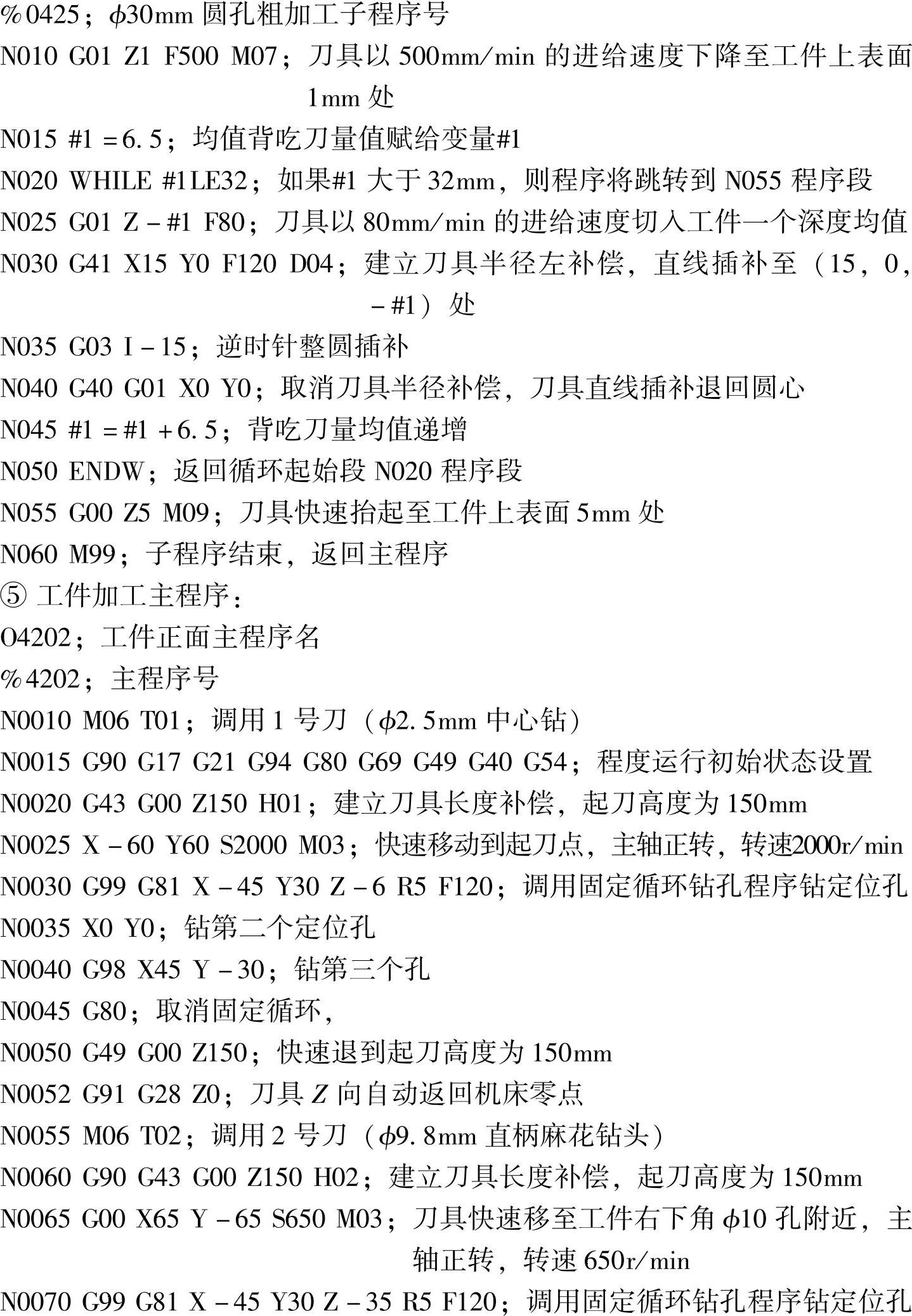
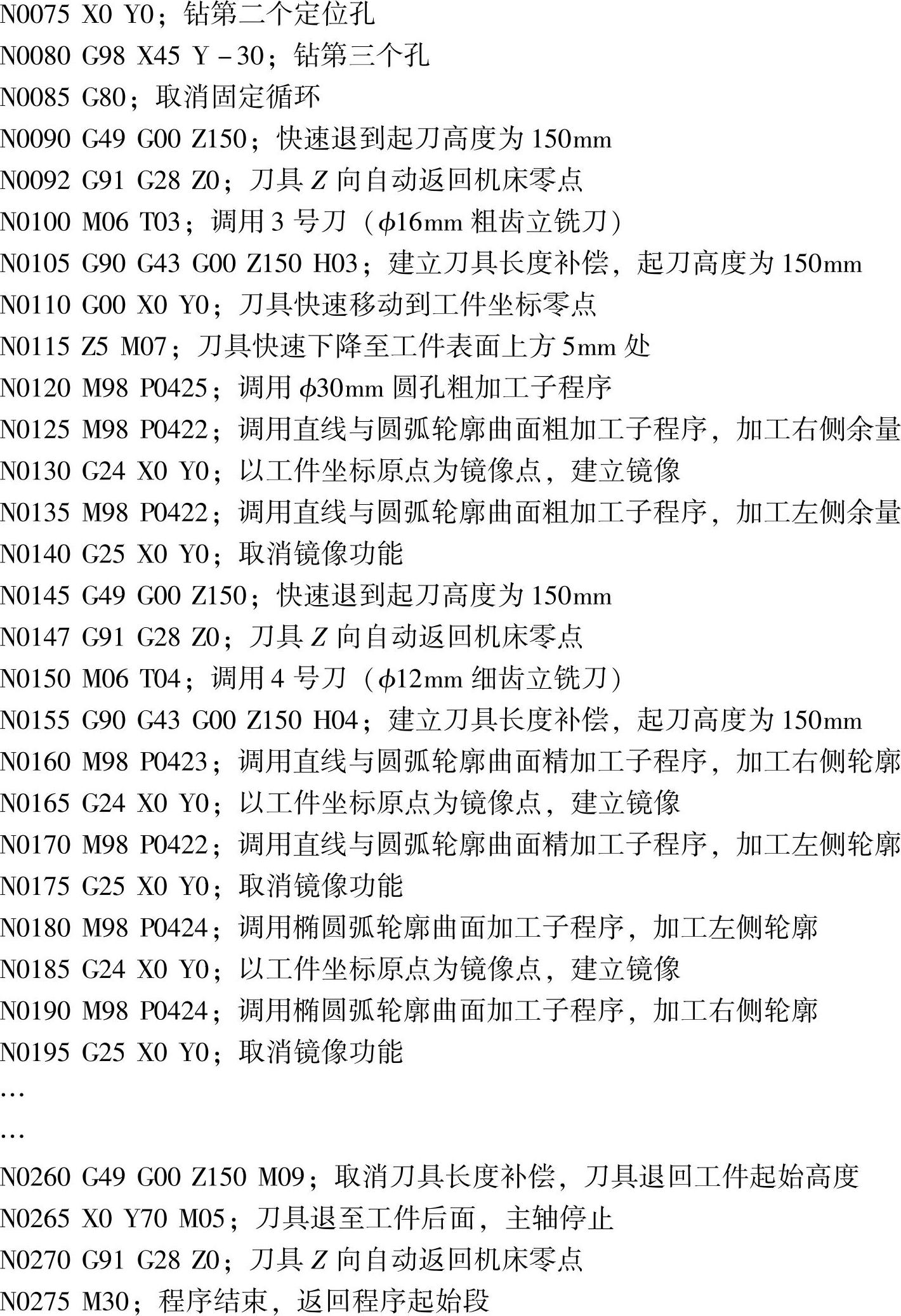
④ϕ30mm圆孔粗加工子程序:
说明:在上述椭圆弧加工子程序中,先以右上角椭圆中心为旋转点,将原工件坐标轴顺时针旋转37°,与椭圆长、短轴平行后再进行程序编制;在主程序中,再通过镜像功能指令,加工左下角的椭圆弧。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




