1.FANUC 0 i数控系统攻螺纹循环编程加工实例
在FANUC 0i数控系统中攻螺纹固定循环指令有攻左旋螺纹G74循环指令和攻右旋螺纹G84循环指令;在利用固定循环攻螺纹循环指令进行攻螺纹编程时,常常由于主轴转速、进给速度和导向距离的选择不正确,造成螺纹精度差、丝锥折断等情况。在攻螺纹前将螺纹底孔钻好后,使用攻螺纹固定循环编程时要注意主轴转速、进给速度与螺纹孔螺距的关系,这三者关系应满足函数式表达式:

式中 P——丝锥的螺距,mm;
F——Z轴的进给量,mm/min;
S——主轴转速,r/min。
即攻螺纹时,当主轴转一圈,Z轴的进给总量应该等于丝锥的螺距。
当主轴电动机为普通变频主轴电动机时,采用“浮动攻螺纹”法,此方法采用主轴低速转动和低进给量进给加工,由实际加工经验,主轴转速限制在500r/min以下。程序编制时,根据螺纹(左/右)旋向,先确定主轴的正、反转指令(M03/M04),然后再编写G84/G74攻螺纹固定循环指令,此时Z轴的进给速度需根据公式:F=主轴转速×丝锥螺距得出。另外,在使用浮动攻螺纹法加工螺纹时,采用的丝锥刀柄夹头是有弹簧伸缩装置的夹头,由于攻螺纹夹头有一定的上下浮动量,所以F=S·t取整数部分即可。而主轴变频电动机的转速与Z向进给速度是不同步的,当丝锥切入工件之初,完全是靠主轴的旋转力和Z向挤压切入工件的,随后再根据主轴的旋转力和丝锥本身的螺旋进给来完成螺纹加工。主轴转速与Z向进给不同步,特别是丝锥切入工件时及切到孔底时停止,再反转退出来时的不同步更厉害,而弹簧夹头的伸缩范围是有限的。
当主轴电动机为伺服主轴电动机时,采用“刚性攻螺纹”,由于采用了伺服电动机,主轴的转动与Z向进给是同步的。因此,在编制程序时,为了提高加工效率,主轴的转速能取得高一些,根据机床自身精度和刚性等参数,主轴转速可在1000~4000r/min范围选择,Z轴的进给速度根据公式:F=主轴转速×丝锥螺距得出,另外,在编写G84/G74攻螺纹固定循环指令时,丝锥的导向距离不能取得太小,应不小于7mm。
(1)左旋攻螺纹循环
指令格式: ;
;
X__Y__:孔位数据
Z__:从R点到孔底的距离或孔底的位置
R__:从初始位置到R点位置的距离
P__:在孔底的暂停时间或回退时在R点的暂停时间
F__:切削进给速度
K__:重复次数(如果需要的话)
攻左旋螺纹的特点是主轴反转攻螺纹,正转退出。当执行攻螺纹循环指令时,反转主轴沿X和Y轴快速定位到螺纹孔中心上方后,并快速移动到R点,再从R点到Z点执行反转攻螺纹攻入;当攻螺纹完成时,主轴停止反转并执行暂停,然后主轴以正方向旋转退出,退回到R点,主轴停止。攻螺纹及退刀时的螺纹导程=螺距×主轴速度,进给速度倍率和主轴倍率始终为100%;其动作循环如图3-21所示。
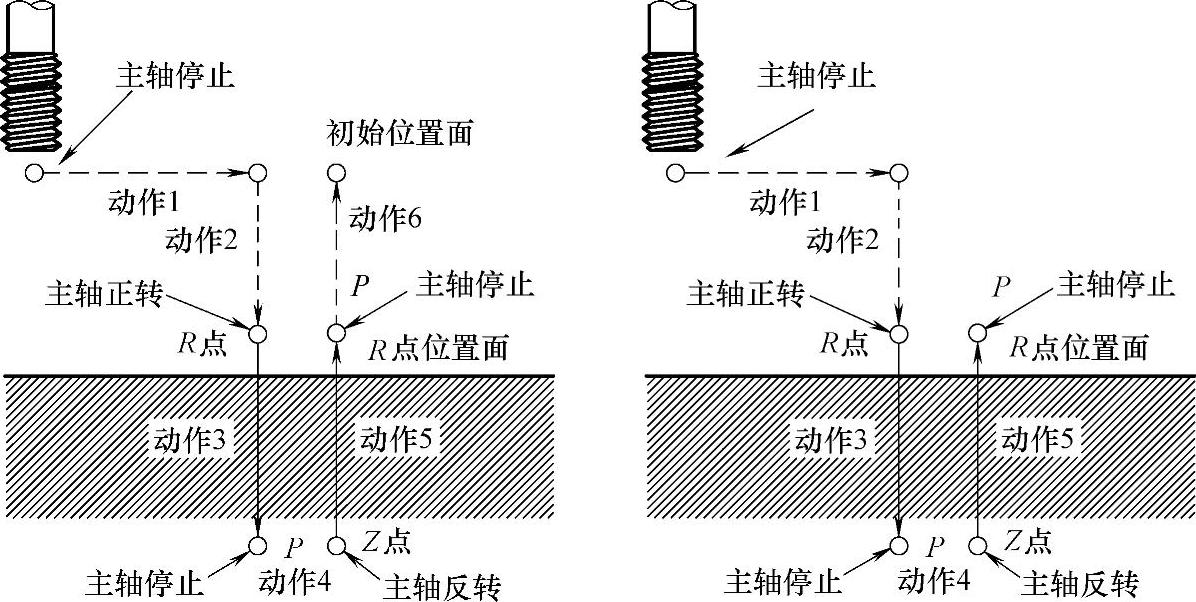
图3-21 G74左攻螺纹循环
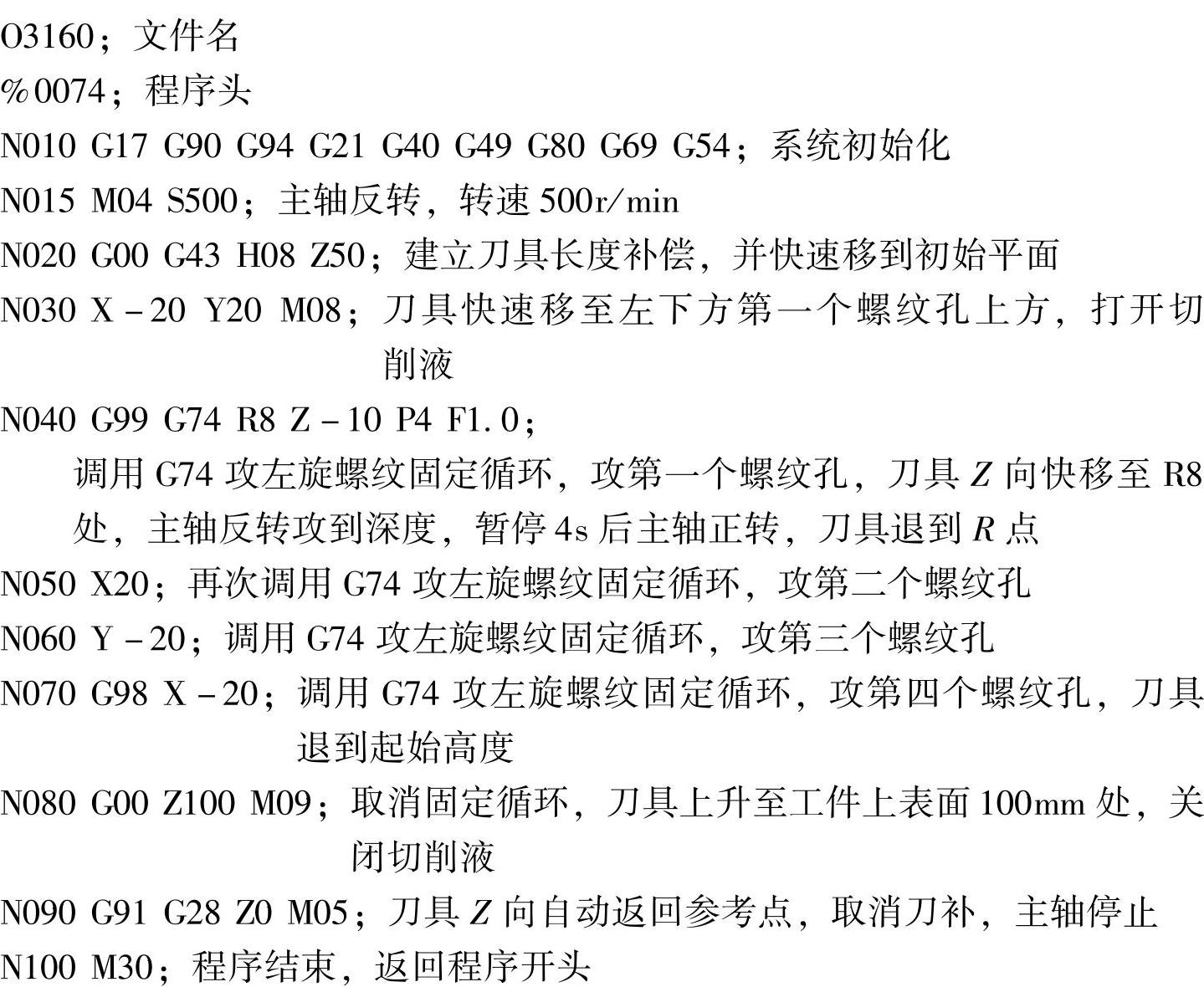
例题3-7:加工如图3-22所示零件上的4个M8左旋螺纹孔,用攻左旋螺纹指令G74编程。
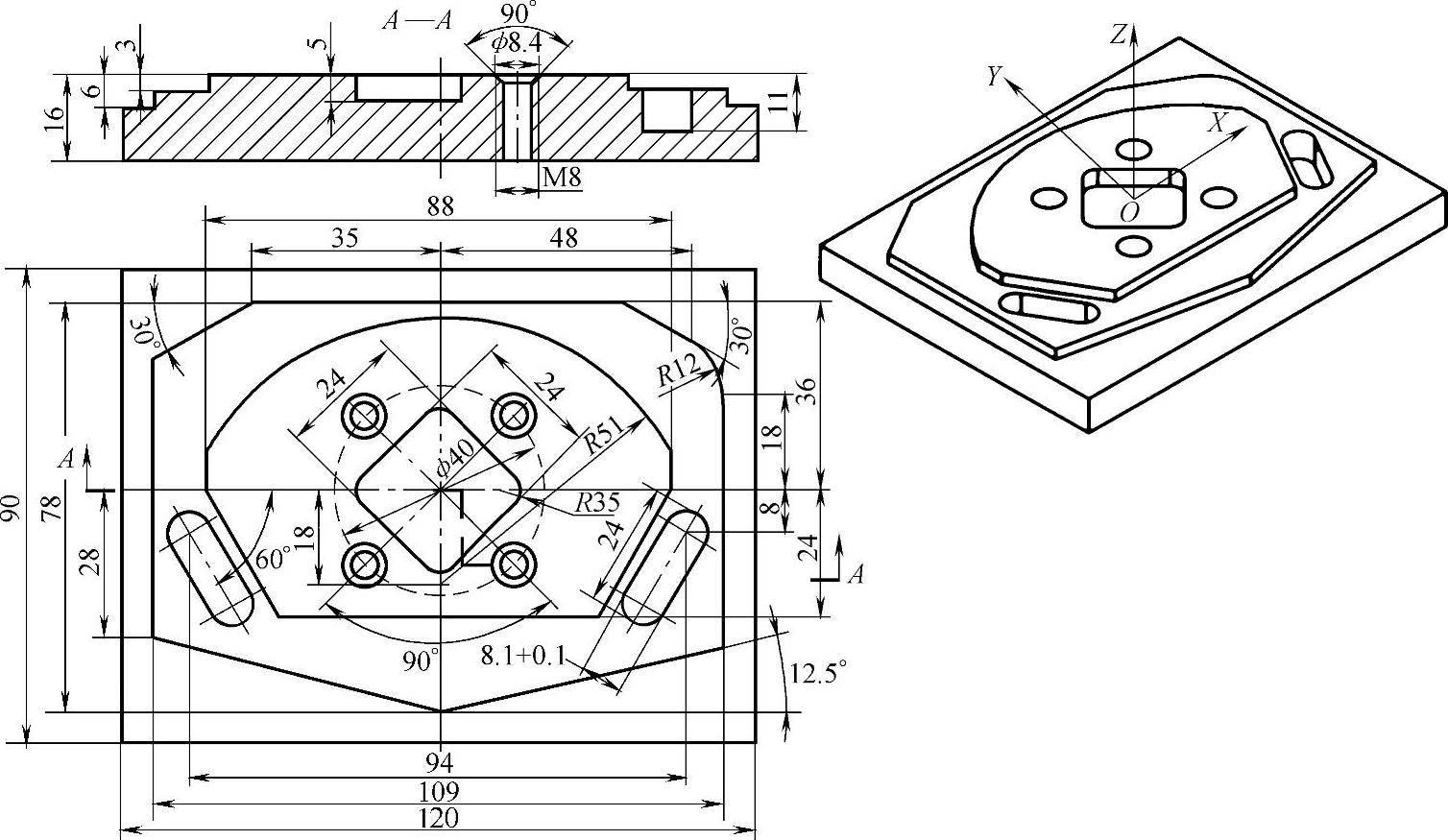
图3-22 攻左旋螺纹循环举例
解:以工件上表面矩形凹槽中心为工件坐标零点,选择BT 40—G8—90的柔性丝锥夹头,HSS—M8—左(螺旋槽丝锥),设初始平面Z为50mm,R平面为7mm,孔底暂停时间为2s,动作时序过程如图3-21所示。
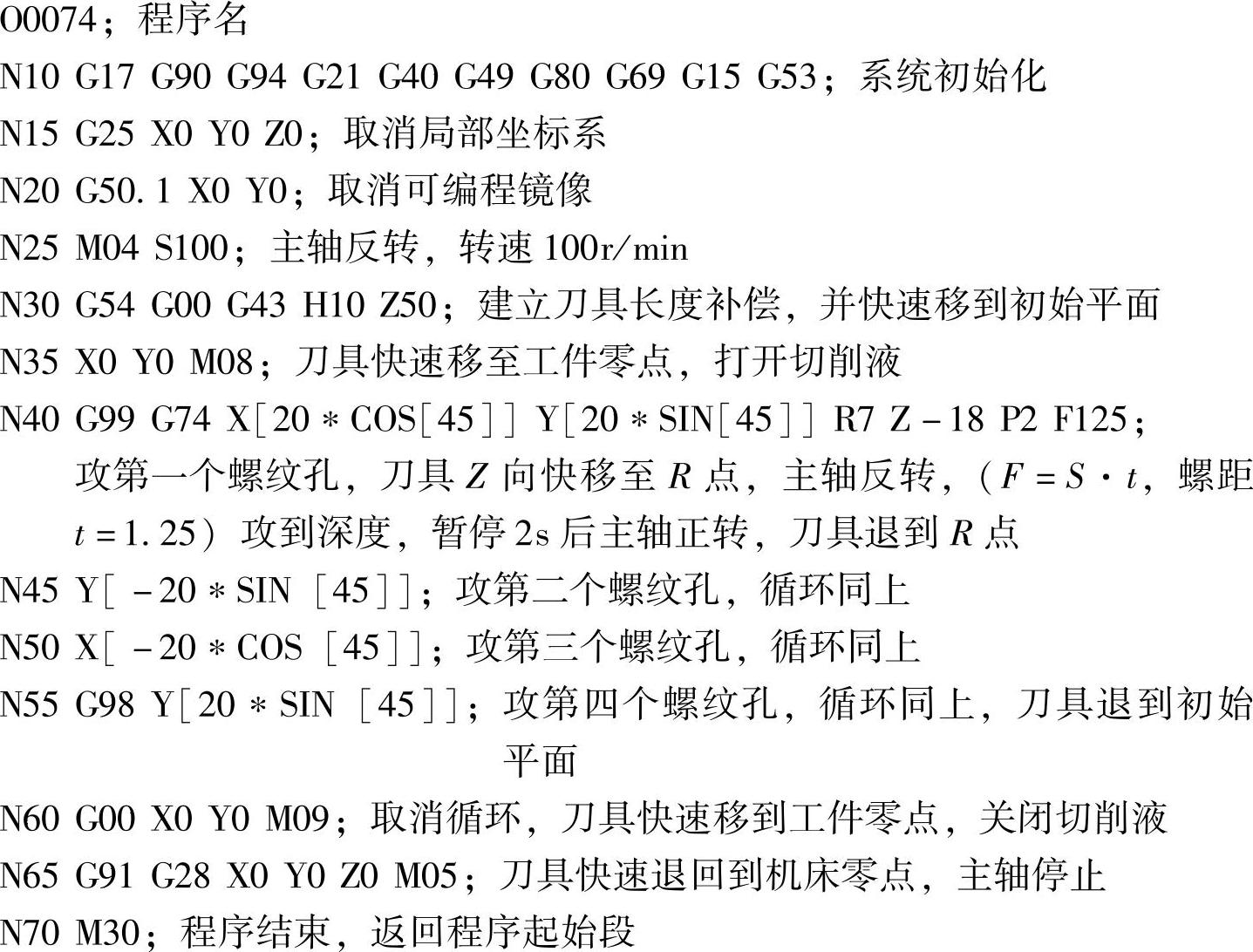
程序编制如下:(FANUC 0i数控系统)
(2)右旋攻螺纹循环
指令格式: ;
;
攻右旋螺纹的特点是主轴正转攻螺纹,反转退出。当执行攻螺纹循环指令时,正转主轴沿X和Y轴快速定位到螺纹孔中心上方后,并快速移动到R点,再从R点到Z点执行正转攻螺纹攻入;当攻螺纹完成时,主轴停止正转并执行暂停,然后主轴以反方向旋转退出,退回到R点,主轴停止。
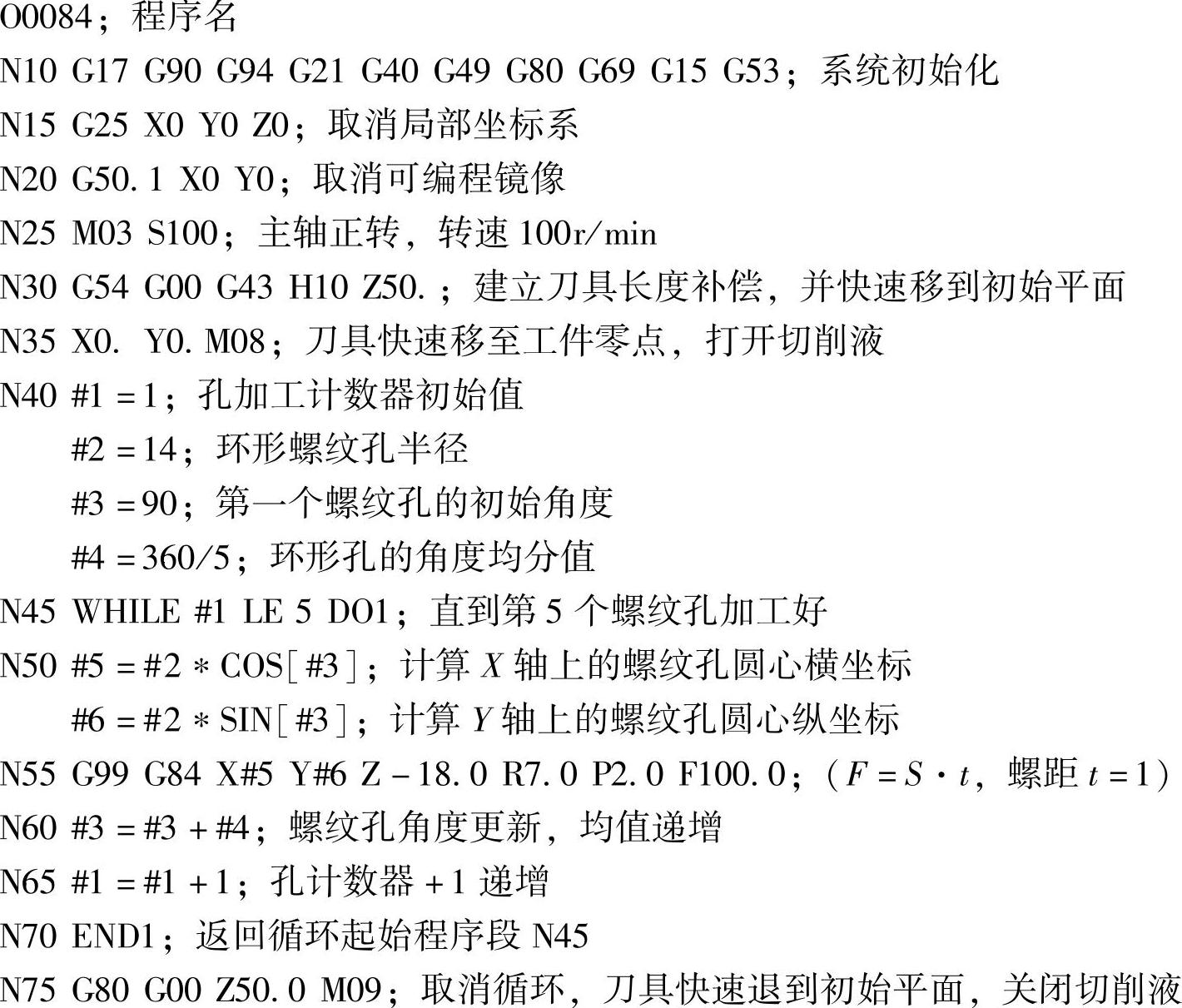
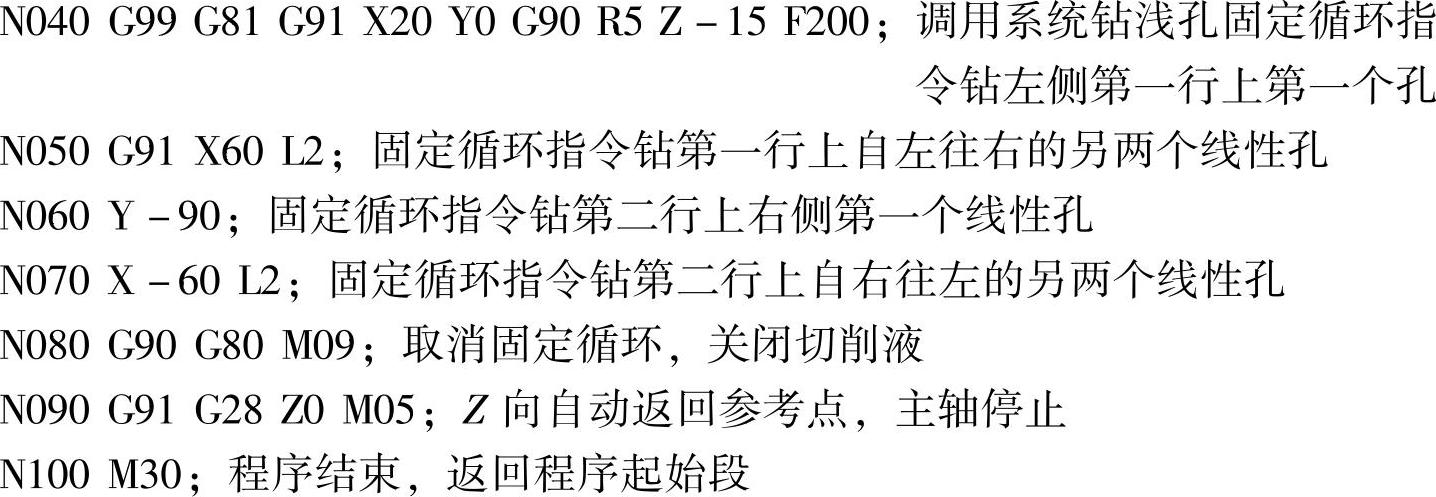
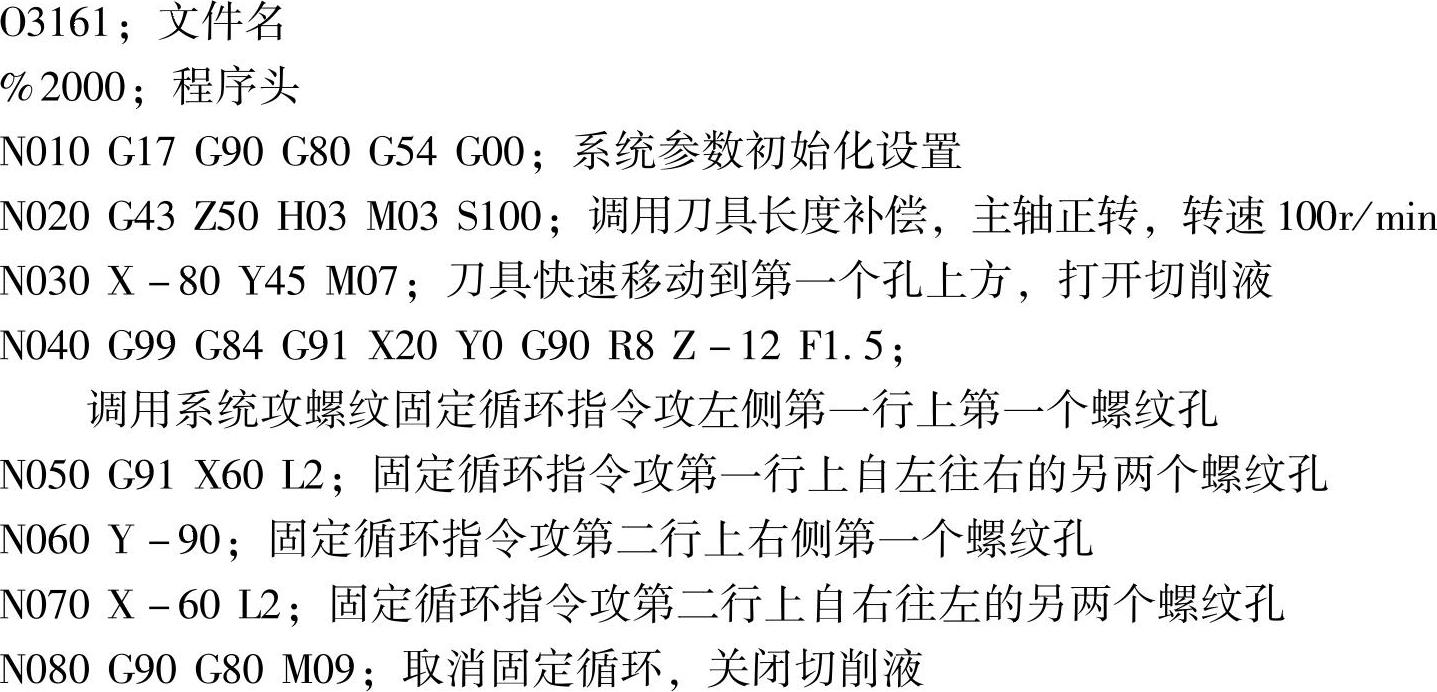
例题3-8:加工如图3-23所示零件上的5个M6的环形螺纹孔,用攻右旋螺纹指令G84编程。
解:以工件上表面螺纹孔环形中心为工件坐标零点,选择BT 40—G3—90的丝锥夹头,HSS—M8螺旋槽丝锥;设初始平面Z为50mm,R平面为7mm,孔底暂停时间为2s。
程序编制如下:(FANUC 0i数控系统)
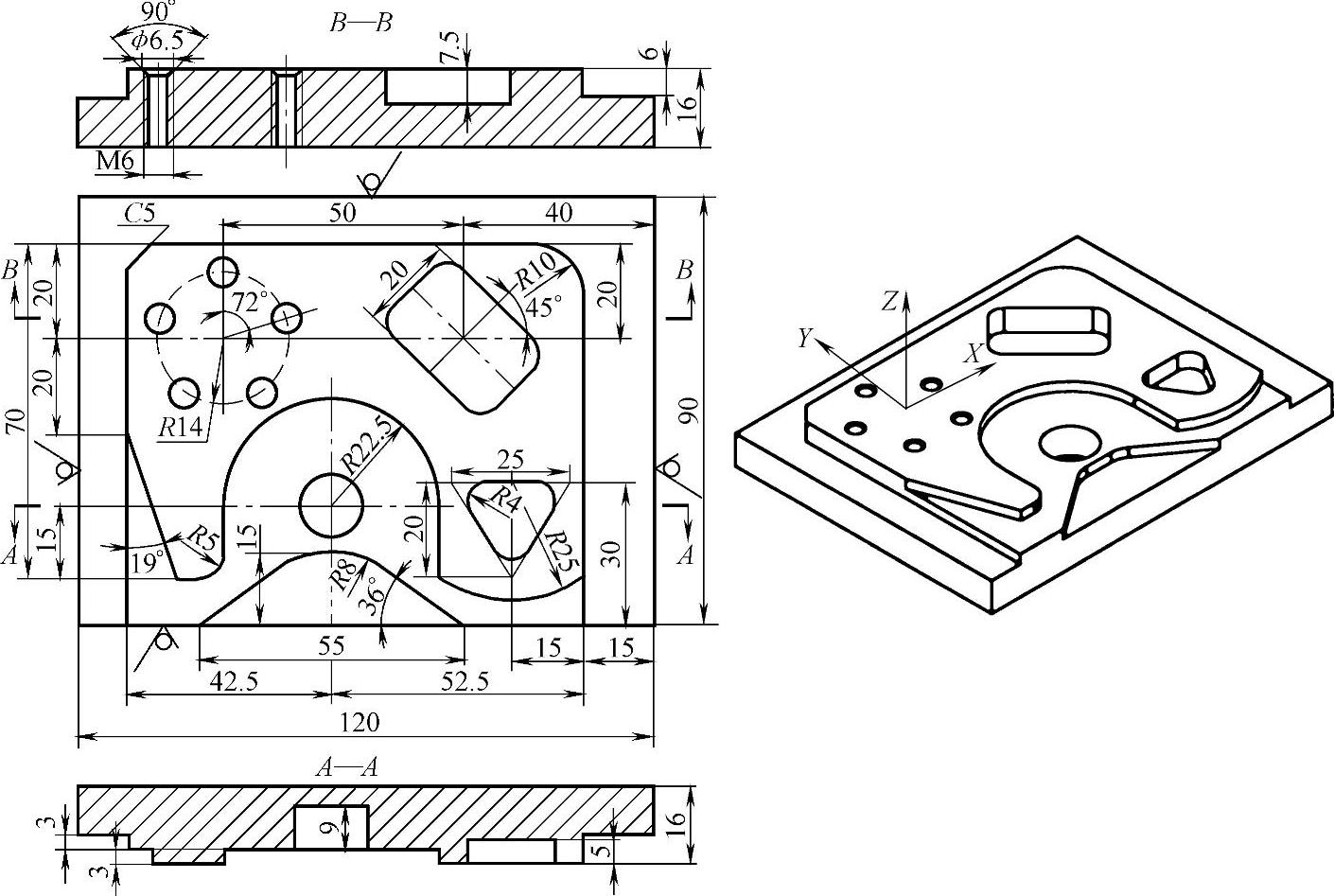
图3-23 G84攻右旋螺纹循环举例
 (https://www.daowen.com)
(https://www.daowen.com)

2.HNC—21/22M华中世纪星数控系统攻螺纹循环编程加工实例
(1)G74攻左旋螺纹循环
指令格式: ;
;
G74攻左旋螺纹循环时主轴反转到孔底时主轴正转,然后退回,G74指令动作循环如图3-24所示。
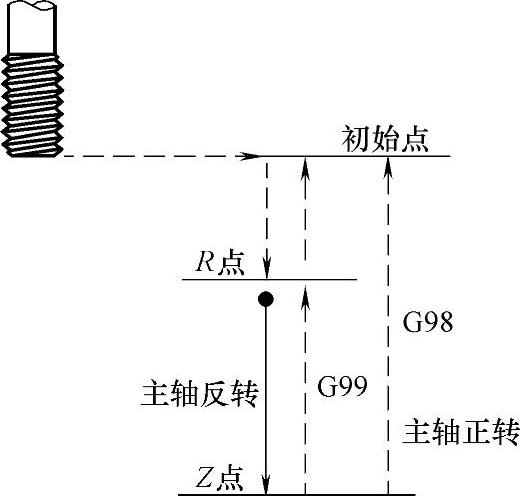
图3-24 G74攻左旋螺纹循环动作
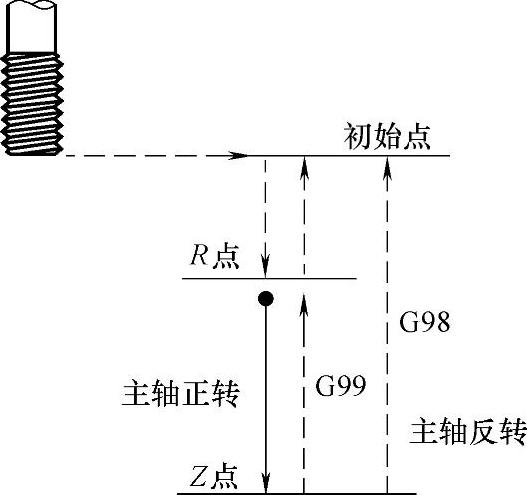
图3-25 G84攻左旋螺纹循环动作
注意:①攻螺纹时速度倍率、进给保持均不起作用;②R应选在距工件表面7mm以上的地方;③如果Z的移动量为零,该指令不执行。
例题3-9:使用G74指令编制如图3-26所示攻左旋螺纹加工程序。
解:设刀具起点距工件上表面50mm,螺孔深10mm,工件零点在零件中心上表面,先钻ϕ5.1mm的螺纹底孔,再用G74攻螺纹循环指令攻螺纹;在距工件上表面8mm处(R点)由快进转换为工进。
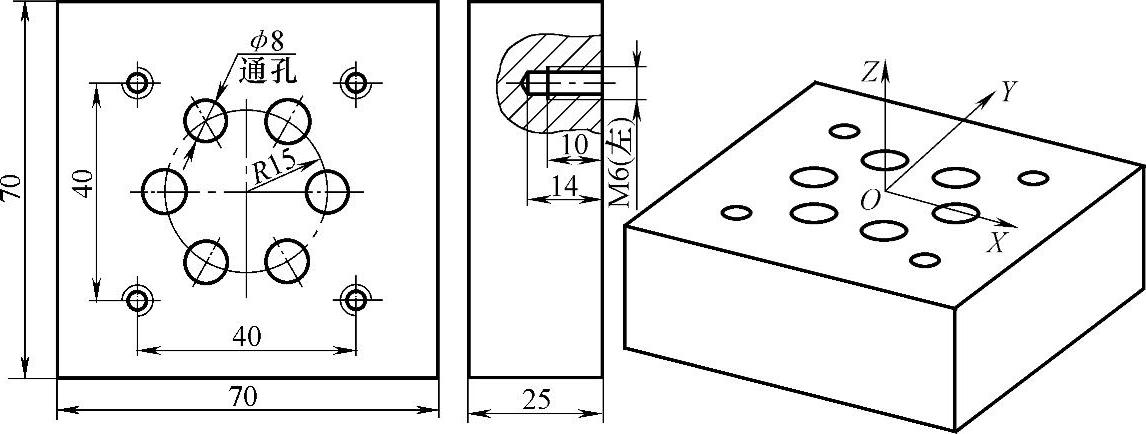
图3-26 G74攻左旋螺纹循环例题
程序编制如下:
(2)G84攻右旋螺纹循环
指令格式: ;
;
G84攻右旋螺纹循环时从R点到Z点主轴正转,在孔底暂停后,主轴反转,然后退回。G84指令动作循环如图3-25所示。
注意:①攻螺纹时速度倍率、进给保持均不起作用;②R应选在距工件表面7mm以上的地方;③如果Z的移动量为零,该指令不执行。
例题3-10:使用G84指令编制如图3-27所示的螺纹加工程序:
解:设刀具起点距工作表面50mm处,背吃刀量为12mm。在距工件上表面8mm处(R点)由快进转换为工进,工件零点设置在工件上表面中心。
1)先用G81钻ϕ10.2mm的通孔。
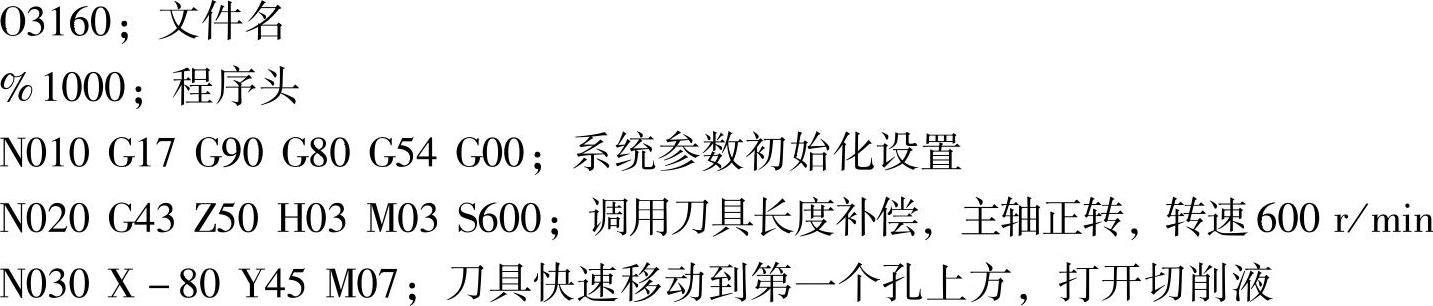
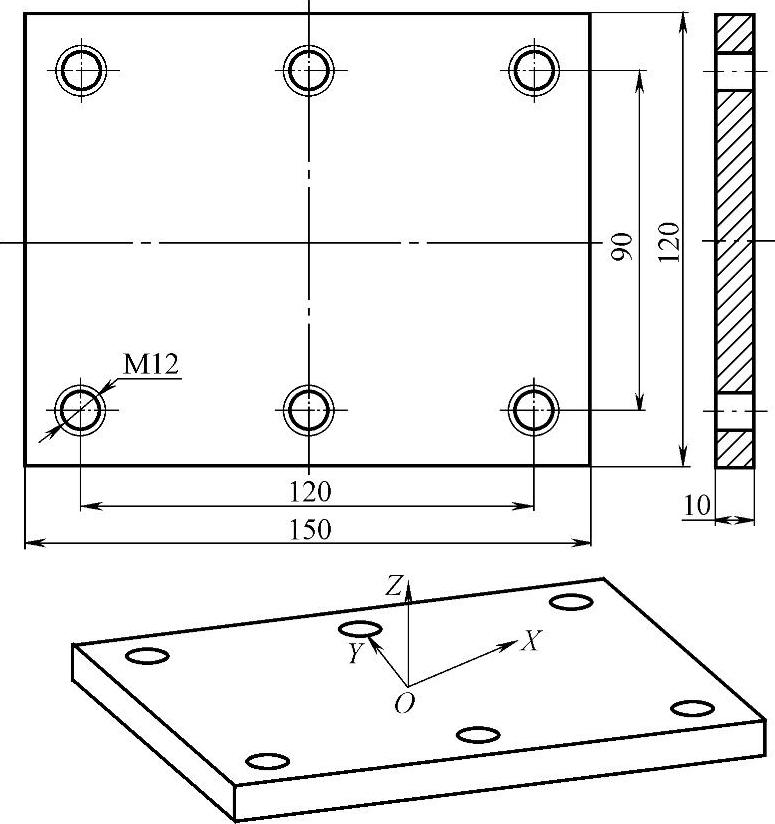
图3-27 螺纹加工例题
2)再用G84攻螺纹。

说明:
1)由于HNC—21/22M华中世纪星的主轴控制接口是输出模拟电压量作为主轴电动机指令的接口,是用模拟量控制的主轴驱动单元(如变频器)和电动机,即模拟主轴不带编码器(C轴编码器),因此,进给速度(F)等于螺距(P)。
2)攻螺纹时,主轴转速控制在100r/min左右。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



