在数控铣床或加工中心上对孔进行精镗时,首先要求此数控铣床或加工中心的主轴电动机为伺服电动机(即具有主轴准停功能),才能使用固存在系统内的G76精镗固定循环指令。FANUC OiMC数控系统中,G76精镗循环指令的循环时序动作如图3-8所示:精镗时,在刀具精镗到孔底时,主轴在孔底定向停止,进给暂停,并向与刀尖相反的方向位移后退一个偏移量Q,刀尖离开加工表面;然后Z向主轴快速抬刀至工件上表面,退刀位置由G98和G99决定。这种带有让刀的退刀不会划伤已加工平面,能进行高精度、高效率镗削加工,保证镗孔精度。
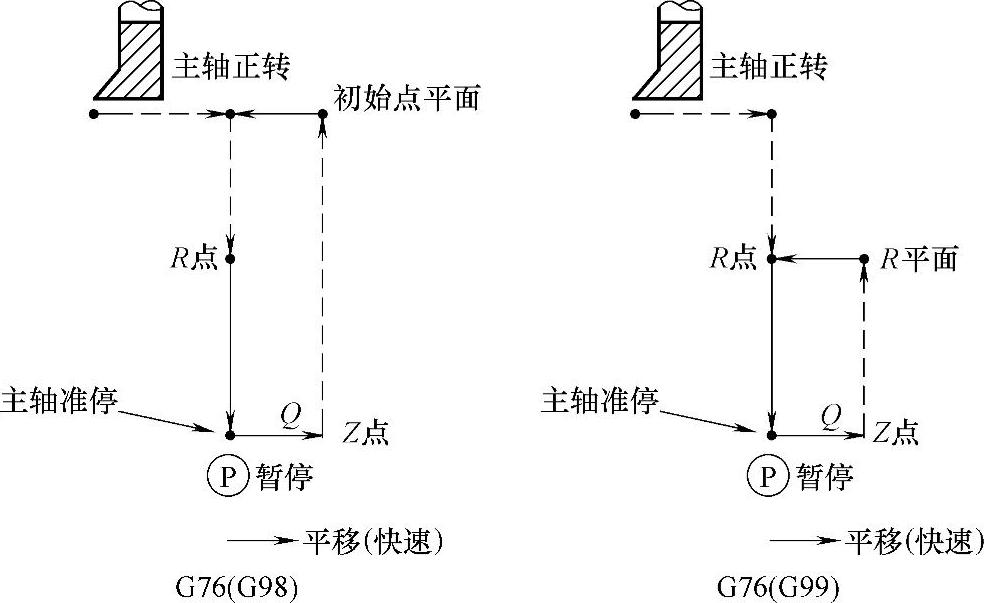
图3-8 镗孔循环时序过程
1.FANUC 0 i数控系统G76精镗孔循环指令的编程加工实例
(1)G76精镗孔循环指令
指令格式: ;
;
功能:快速定位到X、Y指定点,以Z、R、Q、F给定的参数对孔加工。
执行过程:X、Y轴定位后,Z轴快速运动到R点,再以F给定的速度进给到Z点,然后主轴定向并向给定的方向移动一段距离,再快速返回初始点或R点,返回后,主轴再以原来的转速和方向旋转。孔底的移动距离由孔加工参数Q给定,Q始终应为正值,移动的方向由No.5101机床参数的4、5两位给定。在使用该固定循环时,应注意孔底移动的方向是使主轴定向后,刀尖离开工件表面的方向,这样退刀时便不会划伤已加工好的工件表面,可以得到较好的精度和较低的表面粗糙度。
该固定循环一般用于要求表面粗糙度较高的孔的精加工。
注1:刀尖反向孔底的偏移位移量用地址Q指定,Q值必须是正值,即使用负值,符号也不起作用。位移的方向是+X,-X,+Y,-Y中的一个,事先由系统参数设定。Q值在固定循环中是模态的,在G73、G83中,Q值也作为切入量使用,因此指定时请特别注意。
注2:如果循环中地址Z、Q、K的移动量为零,该指令不执行。
(2)G76精镗孔循环指令的编程加工实例
例题3-3:利用精镗循环指令G76编制精镗程序,精镗如图3-9所示动模板上的4个ϕ55+0.0250的孔。
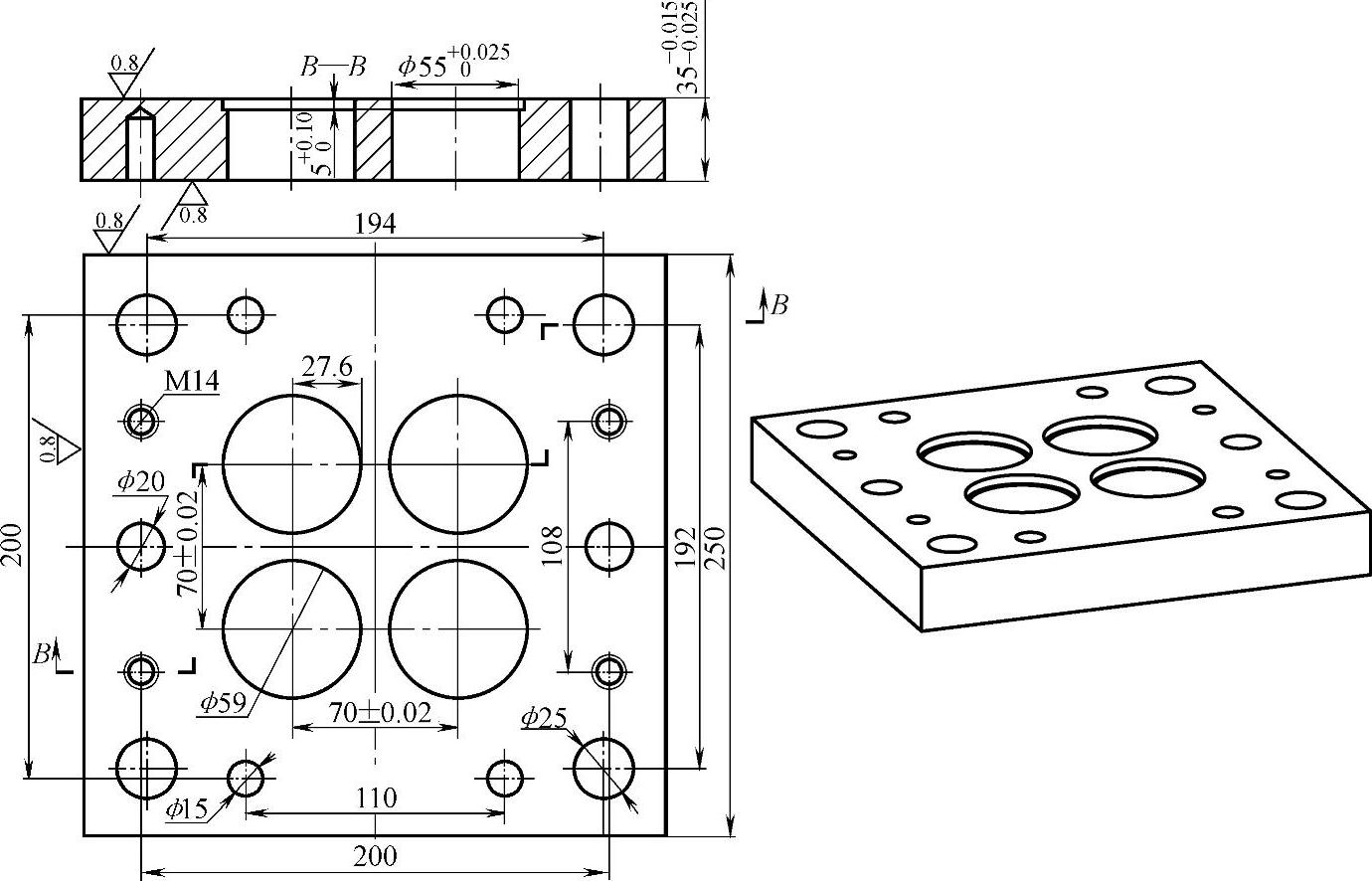
图3-9 G76精镗动模板零件例题
解:设初始平面Z为50mm,R平面为5mm,动作时序过程如图3-10所示;该指令使刀具快速在X、Y定位后,再快速进给到(R点)定位,记忆准停位置,然后,在此位置快进速度(G00)转换成进给速度(F),并用进给速度切削进给到孔底,随后,进给和主轴都停止,主轴准停在固定的回转位置上,接着,刀具向刀尖的相反方向位移Q值,用快速进给从孔底退到(R点)定位;再在此位置进行下一个孔的循环加工。
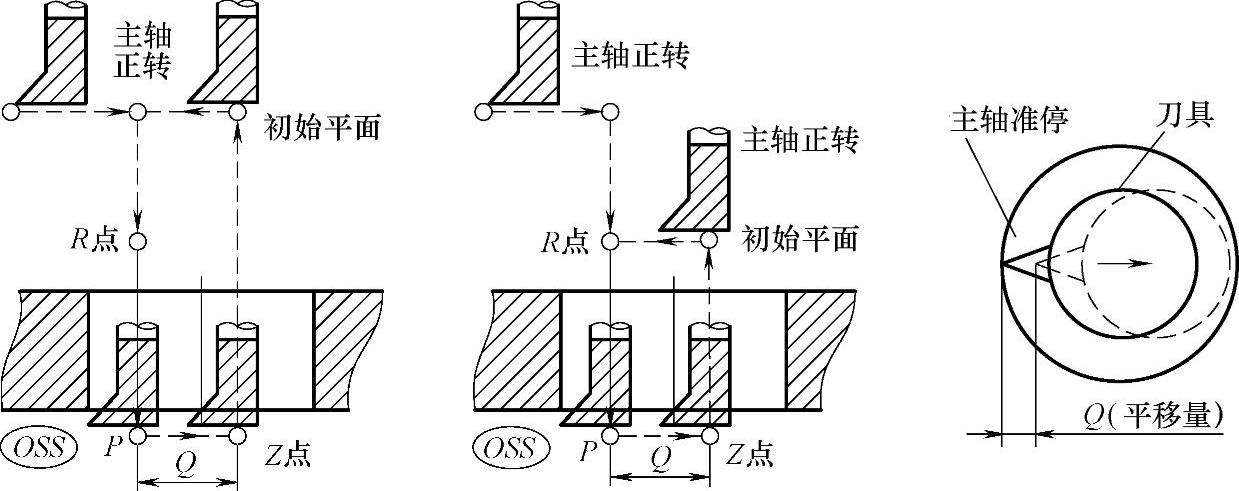
图3-10 G76精镗孔工作过程
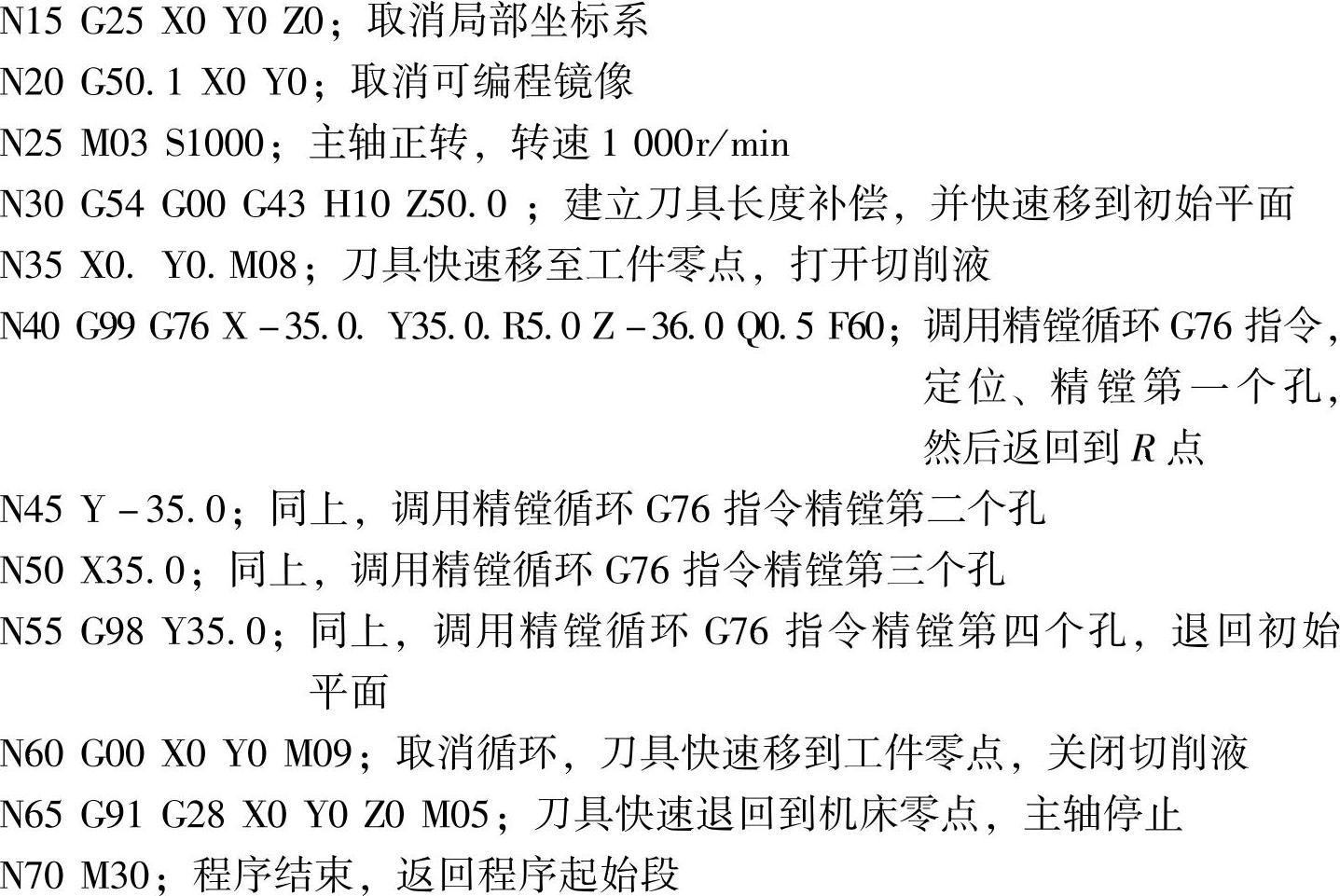
程序编制如下:(FANUC数控系统)(https://www.daowen.com)

2.HNC—21/22M华中世纪星数控系统G76精镗孔循环指令的加工实例
(1)G76精镗孔循环指令
指令格式: ;
;
HNC—21/22M华中世纪星数控系统中,G76精镗循环指令的循环时序动作如图3-11所示。位移量用地址I,J,K指定,G17时,当刀尖准停在X轴上时,位移量用地址I指定,I值的符号与刀尖相反方向的位移方向相同;同理,当刀尖准停在Y轴上时,位移量用地址J指定。G18时,位移量用地址K、I指定;G19时,位移量用地址J、K指定。
位移量为直线插补执行,进给速度为F指令指定。
假设精镗刀准停位置在X轴上,刀尖方向与X轴同向;则位移量I为负值。
(2)G76精镗孔循环指令的编程加工实例
例题3-4:在HNC—21/22M华中世纪星数控系统的加工中心上加工如图3-12所示的汽车模具模架板。
解:由于工件材料为规则的45钢,夹具选择平口钳;而两导柱孔的位置有较高要求,故刀具选用ϕ16mm麻花钻先预钻孔,再选用ϕ20mm立铣刀铣扩孔,最后选用可调精镗孔刀柄BT40—SCK6—55,SBJ—1630—90(ϕ30~ϕ42)0.01的精镗刀,利用精镗循环指令G76进行孔精镗加工。工件原点设定在工件中心上表面处,切削用量通过刀具、工件材料可计算得出:ϕ16mm麻花钻的主轴转速为280r/min,进给速度为30mm/min;ϕ20mm立铣刀的主轴转速为350r/min,进给速度为40mm/min;可调精镗孔刀的主轴转速为1200r/min,进给速度为70mm/min。
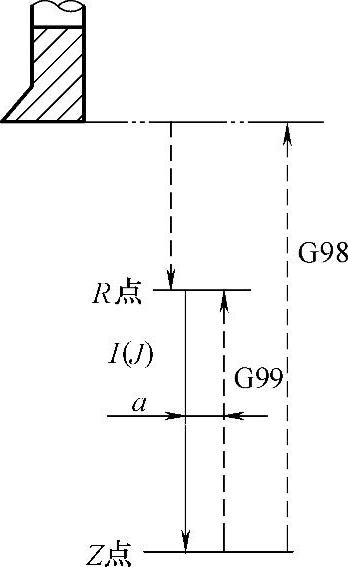
图3-11 G17时G76指令循环动作
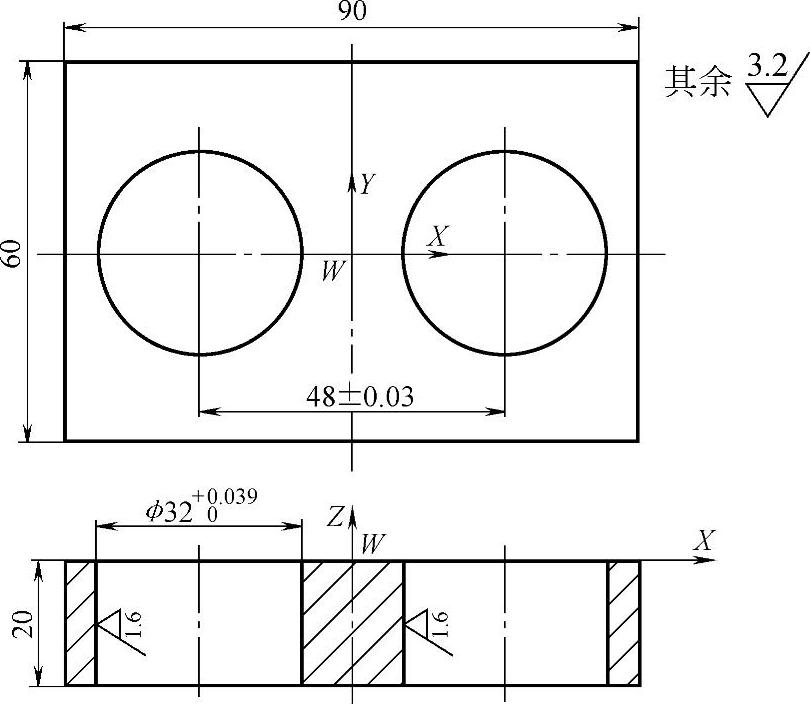
图3-12 模具模架板
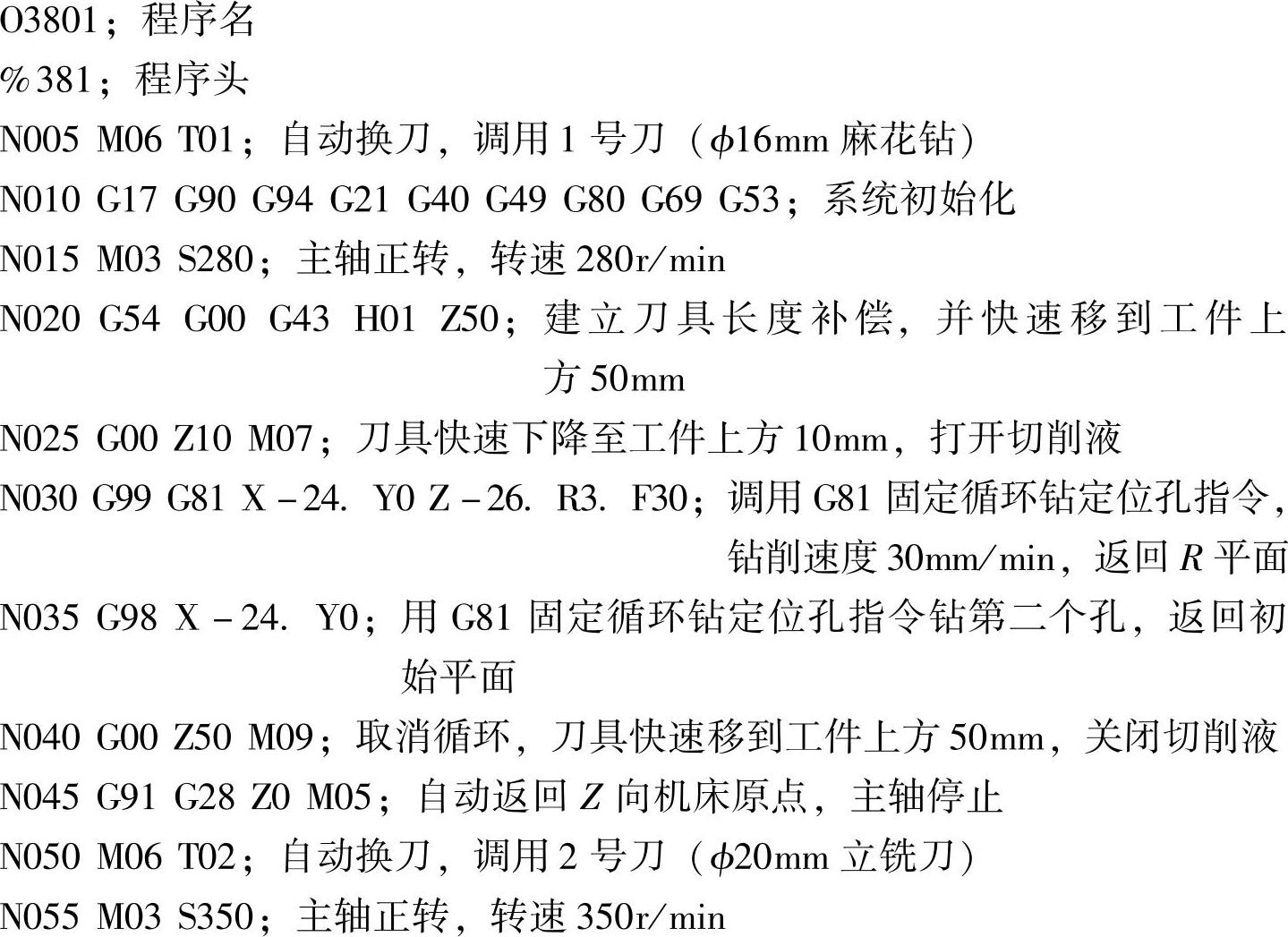
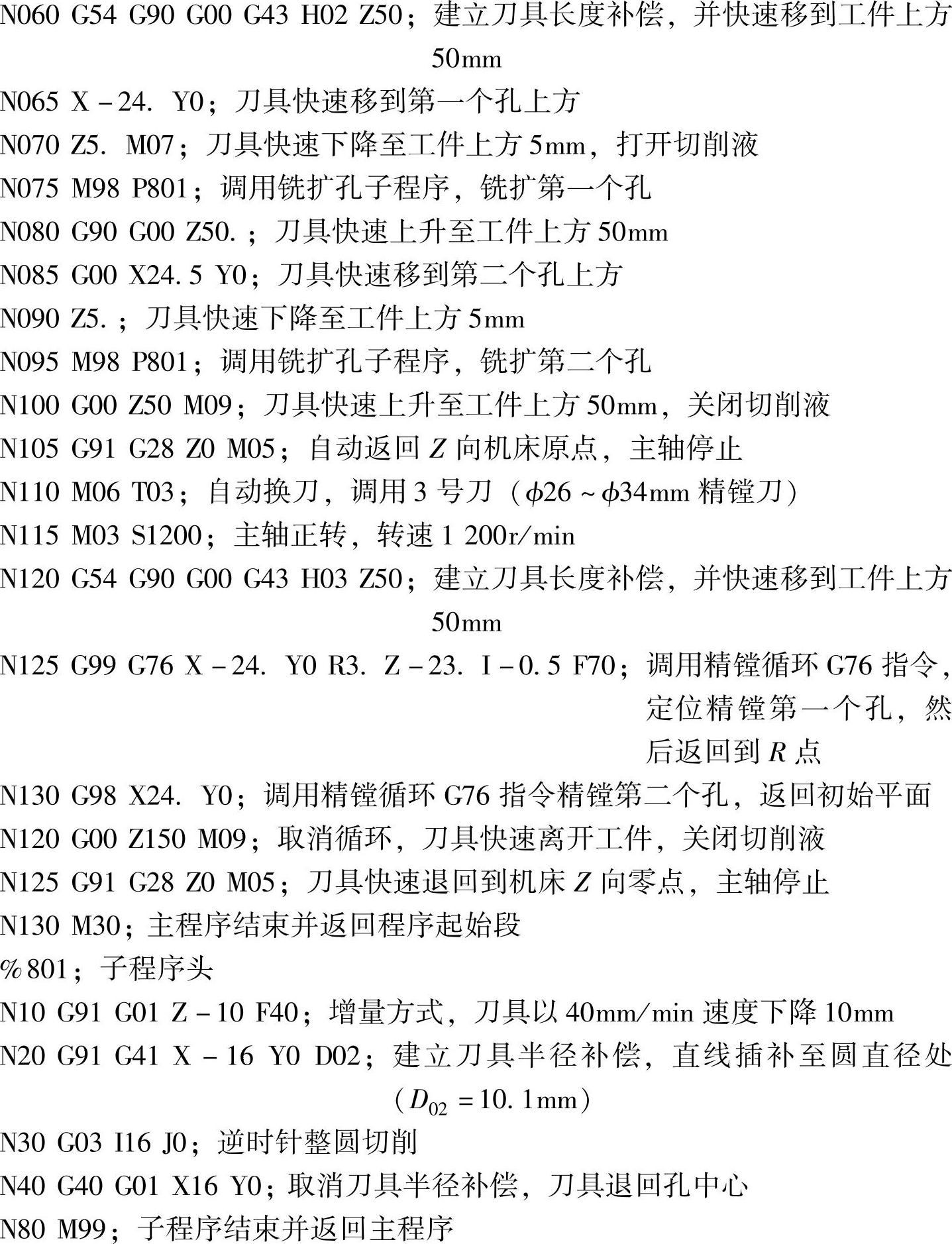
程序编制如下:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






