镗孔所用刀具为镗刀,种类很多,按镗刀切削刃材料可分为高速钢、硬质合金两大类;按镗刀刀杆可分为整体式刀柄与直柄机夹杆两大类;按加工精度可分为粗镗刀和精镗刀;按切削刃数量可分为单刃镗刀和双刃镗刀。
1.粗镗刀
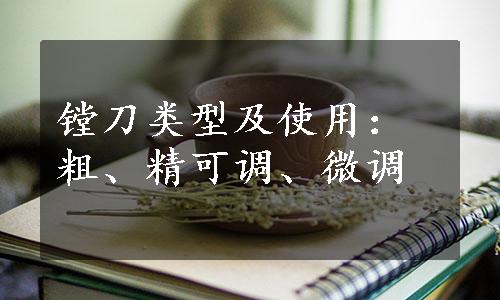
粗镗刀及刀头如图3-4所示,这类镗刀结构简单,用螺钉将镗刀刀头装夹在镗杆上。刀杆顶部和侧部有两只锁紧螺钉,分别起调整尺寸和锁紧作用。根据粗镗刀刀头在刀杆上的安装形式,粗镗刀又分成直角型粗镗刀(图3-4a)、倾斜型粗镗刀(图3-4b)、双刃粗镗刀及大直径粗镗刀(图3-4c)。镗孔时,所镗孔径的大小要求调整刀头的悬伸长度来保证,调整麻烦,效率低,大多用于单件小批量生产。
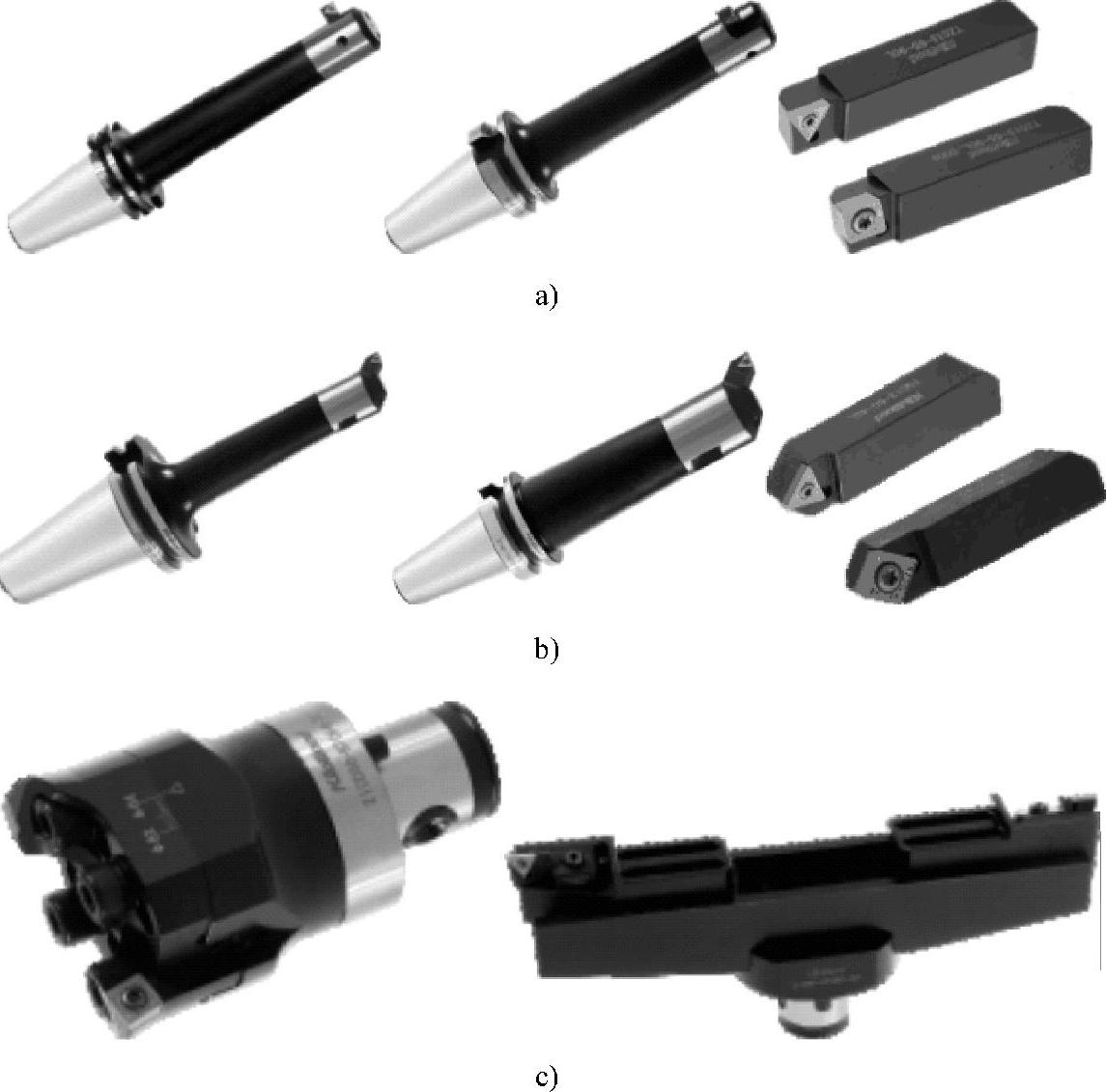
图3-4 粗镗刀及其刀头
a)直角(通孔)型粗镗刀及刀头 b)倾斜(不通孔)型粗镗刀及刀头 c)双刃粗镗刀及大直径粗镗刀
2.精镗刀
精镗刀目前较多地选用精镗可调镗刀和微调精镗刀,如图3-5、图3-6所示,这种镗刀的径向尺寸可以在一定范围内进行微调,调节方便且精度高。调整尺寸时,先松开锁紧螺钉,然后转动带刻度盘的调整螺母,等调至所需尺寸,再拧紧锁紧螺钉。

图3-5 小孔径微调精镗刀及其刀头
 (www.daowen.com)
(www.daowen.com)
图3-6 可调式精镗刀
a)双刃可调式精镗刀 b)双刃可调式精镗刀 c)大直径可调精镗刀
3.镗孔尺寸的控制
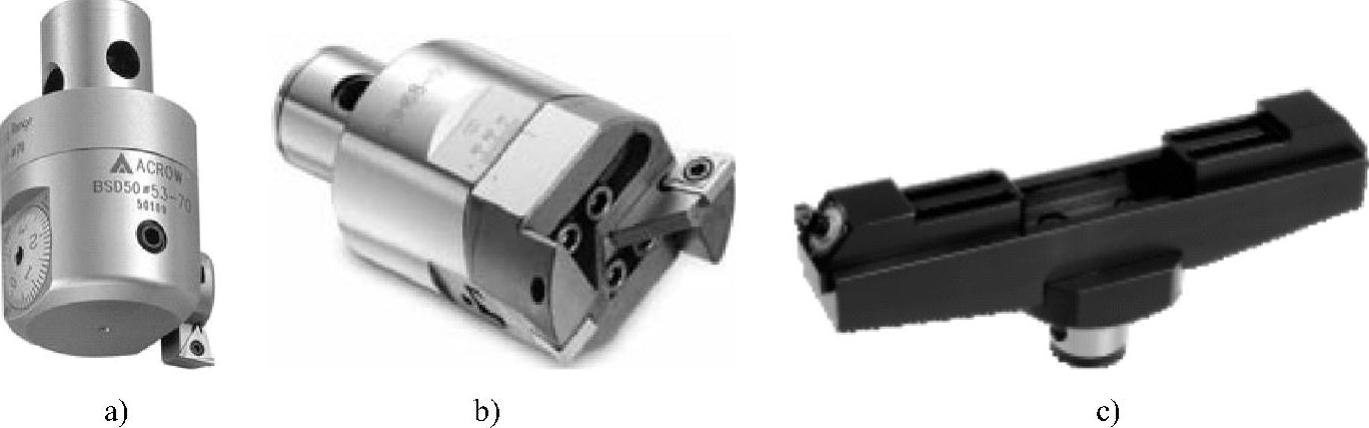
粗镗刀刀尖位置的调整,一般采用敲刀法来实现,敲出来的量大多凭手感经验来控制,也有借助百分表来控制敲出量的,情况如图3-7所示。采用以上方法控制镗削孔径尺寸时,常通过试切法来获得准确的孔径。试切时,先在孔口镗深1mm左右,经测量检查,认为尺寸符合要求后再正式镗孔。
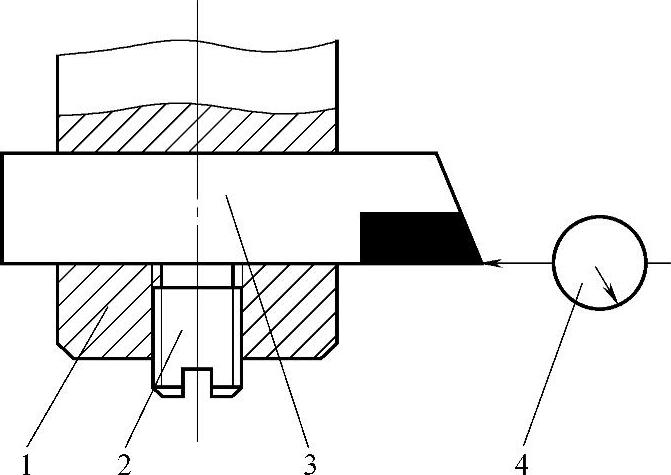
图3-7 用百分表控制敲出量
1—镗刀杆 2—坚固螺钉 3—镗刀头 4—百分表
精镗孔尺寸控制较为方便,通常采用如下两种方法来控制:①试切削调整法,先用精镗刀在粗镗好的孔口试切,根据试切后的尺寸调节带刻度的螺母,然后进行精镗;②机外调整法,将精镗刀在机外对刀仪上对刀并调整至要求尺寸,再将精刀装入主轴进行镗削加工。
4.镗杆的选择
在镗削加工中,镗杆的选择非常的重要,镗杆大小的选择一般情况下不能小于所镗孑L径的75%。如果过小,则在加工中容易产生振动,表面出现振纹。如果过大,则可加工范围变小,不利于排屑。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






