【摘要】:在加工各类零件时,我们经常会碰到各种按等间距线性分布的群孔类零件,如图3-3所示;在加工此类有很多相同孔的零件时,我们应先认真分析该零件上孔的分布规律,利用数控系统中重复固定循环指令编程,尽量简化程序;即用地址L规定重复次数。
在加工各类零件时,我们经常会碰到各种按等间距线性分布的群孔类零件,如图3-3所示;在加工此类有很多相同孔的零件时,我们应先认真分析该零件上孔的分布规律,利用数控系统中重复固定循环指令编程,尽量简化程序;即用地址L规定重复次数。在采用这种方法编程时,刀具的起始位置一定要设置好,即在进入固定循环之前,刀具不能定位在第一个孔的位置,而要向前移动一个孔的位置,因为在执行固定循环时,刀具要先定位然后才执行钻孔的动作。
例题3-2:利用系统固定循环指令编制钻孔程序,钻削如图3-3所示零件上所有的孔。
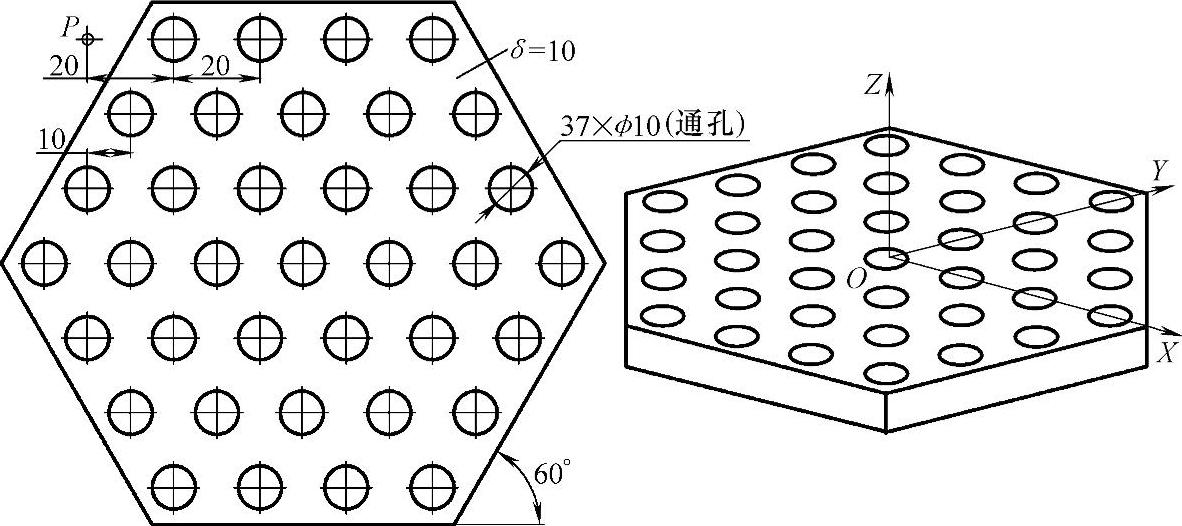
图3-3 钻削循环次数L举例
解:工件零点选择在六边形零件中心表面,如图所示;选用ϕ6的钻头,进给速度F=120mm/min,主轴转速S=800r/min;设初始平面Z为20mm,R平面为5mm,起刀点P定在零件的左上角(-50,30∗TAN[60])处;用固定循环指令简化图中孔板加工程序。(https://www.daowen.com)
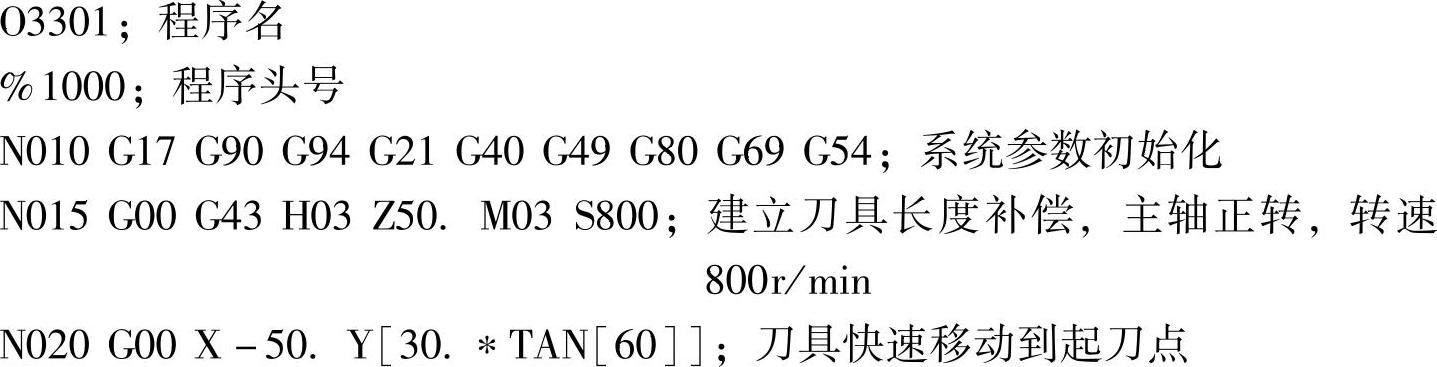
程序编制如下(HNC—21/22M华中世纪星数控系统):
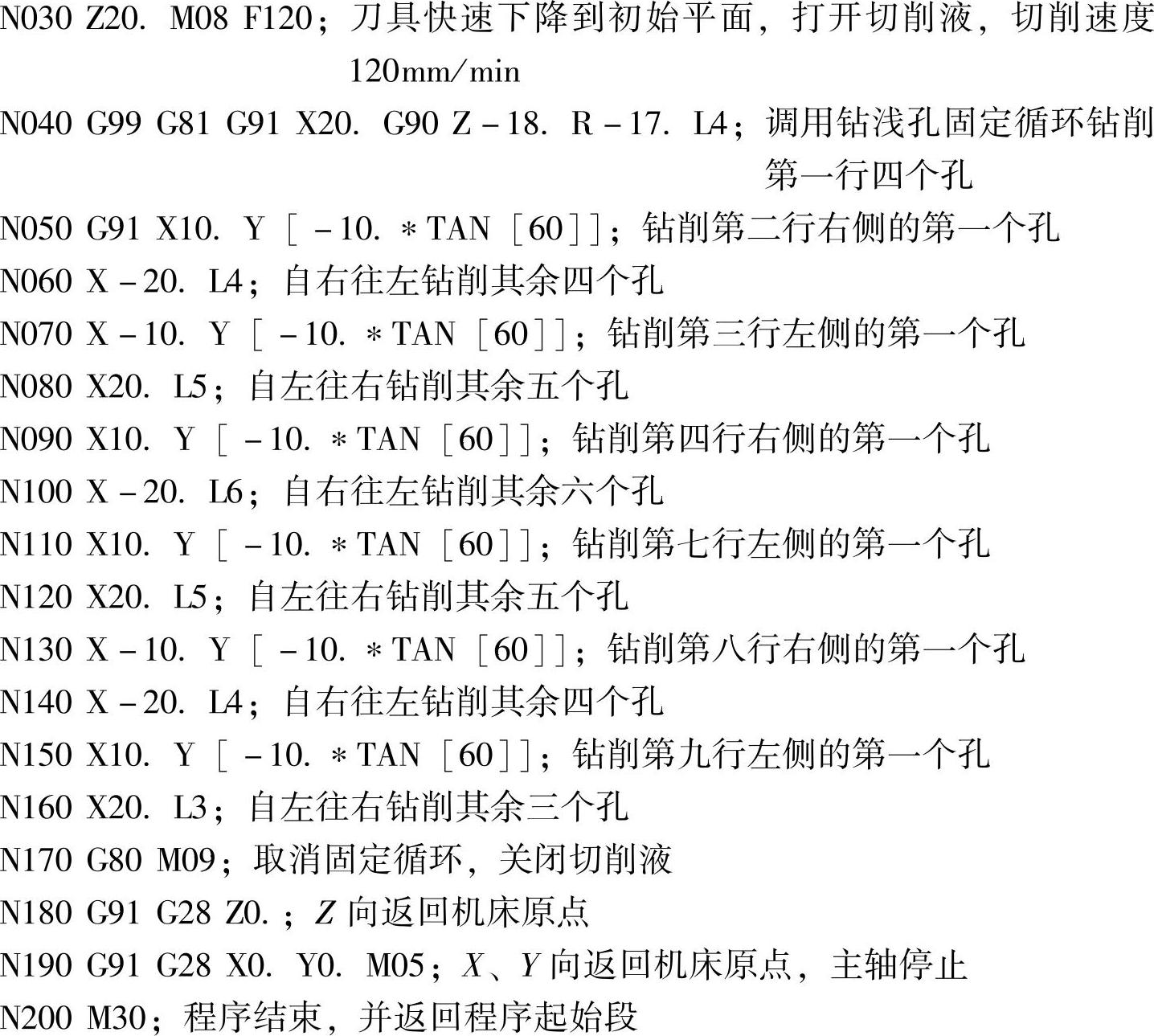
说明:上例程序中,在孔板上的各孔都是等间距的线性孔,横向上各孔中心间隔20mm,纵向上间隔10×TAN(60)mm,各行之间孔中心横向间隔10mm,以X轴上下对称。因此,群孔位置坐标尺寸X向和Y向用增量(G91)方式编程,而深度尺寸Z向值和R平面尺寸高度值用绝对(G90)方式编程,即始终为第一次定义的绝对值编程方法,这样就大大简化了编程。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




