从固定循环中的坐标指令字来看,有绝对坐标编程和增量坐标编程这两种坐标编程方式,这两种坐标编程方式主要影响固定循环中的尺寸坐标指令字(X、Y、Z、R);在利用固定循环指令钻削孔时,利用绝对坐标和增量坐标进行混合坐标编程的话,可简化程序,缩短程序段,使程序清晰明了。
固定循环中的孔位置坐标指令字X、Y、孔底深度坐标指令字Z、安全平面的坐标指令字R的坐标值均是根据坐标编程方式变化的,当在坐标尺寸指令字前设定为绝对坐标编程方式(G90)时,则编程坐标轴上的编程值是相对于工件编程坐标原点的,为绝对坐标值;当在坐标尺寸指令字之前设定为增量(相对)坐标编程方式(G91)时,则每个编程坐标轴上的编程值是相对于前一位置而言的,该值等于沿轴移动的距离(移动方向与坐标轴方向一致为正值,反之为负值),为增量(相对)坐标值。而固定循环中的另一坐标尺寸指令字为Q,在高速深孔加工循环G73、G83中,间隙背吃刀量指令字Q始终为增量负值;而在精镗循环G76、G87中,Q值作为刀尖反向退刀偏移量,同样为增量值,一般总为正值。它不受绝对坐标编程指令(G90)和增量(相对)坐标编程指令(G91)这两种坐标编程方式控制。
例题3-1:如图3-2所示零件,要求用系统的固定循环指令编制加工程序,并加工所有的孔。
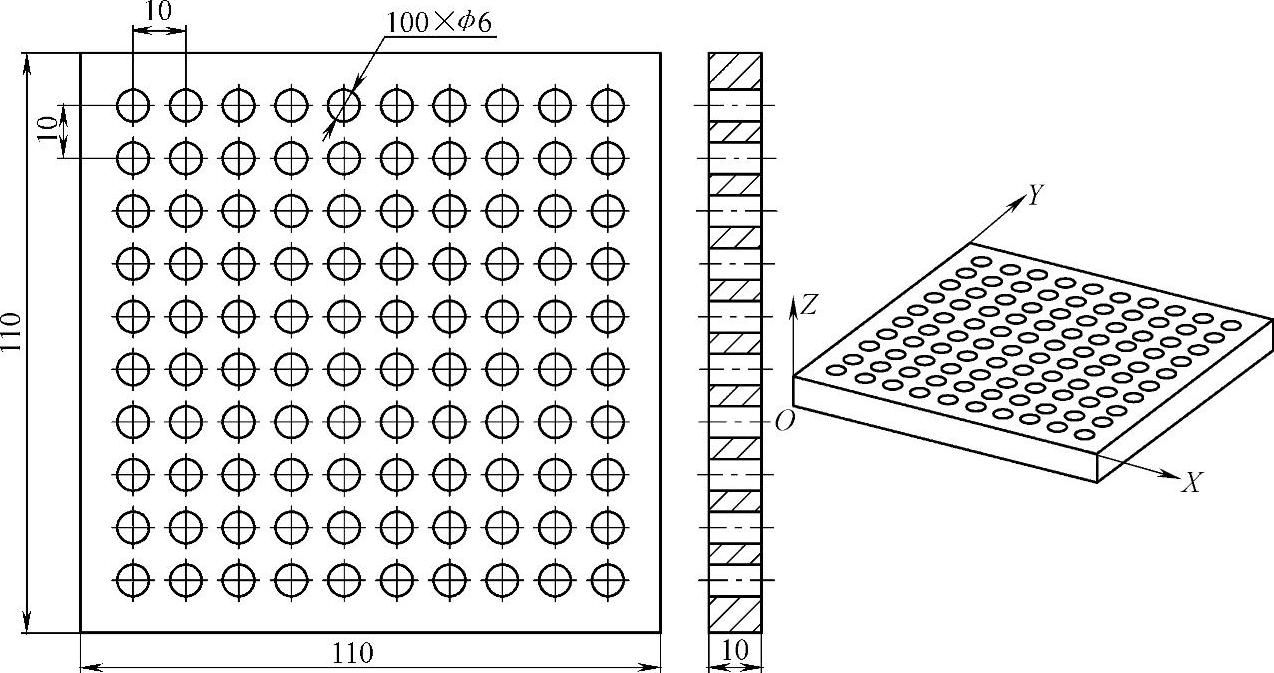
图3-2 群孔钻削加工零件举例
解:假设工件零点选择在工件上表面左下角,如图所示;选用ϕ6的钻头,进给速度F=150mm/min,主轴转速S=800r/min。用FANUC系统中的固定循环指令简化图中孔板加工程序。(https://www.daowen.com)
程序编制如下:(FANUC 0i数控系统)
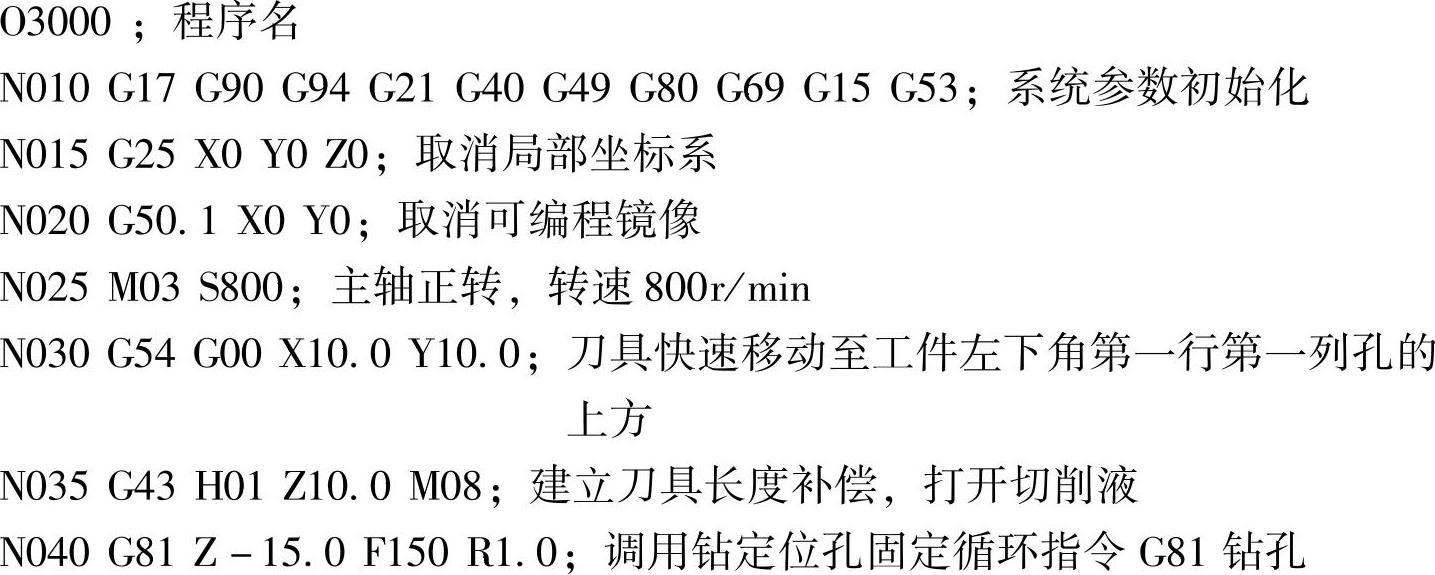
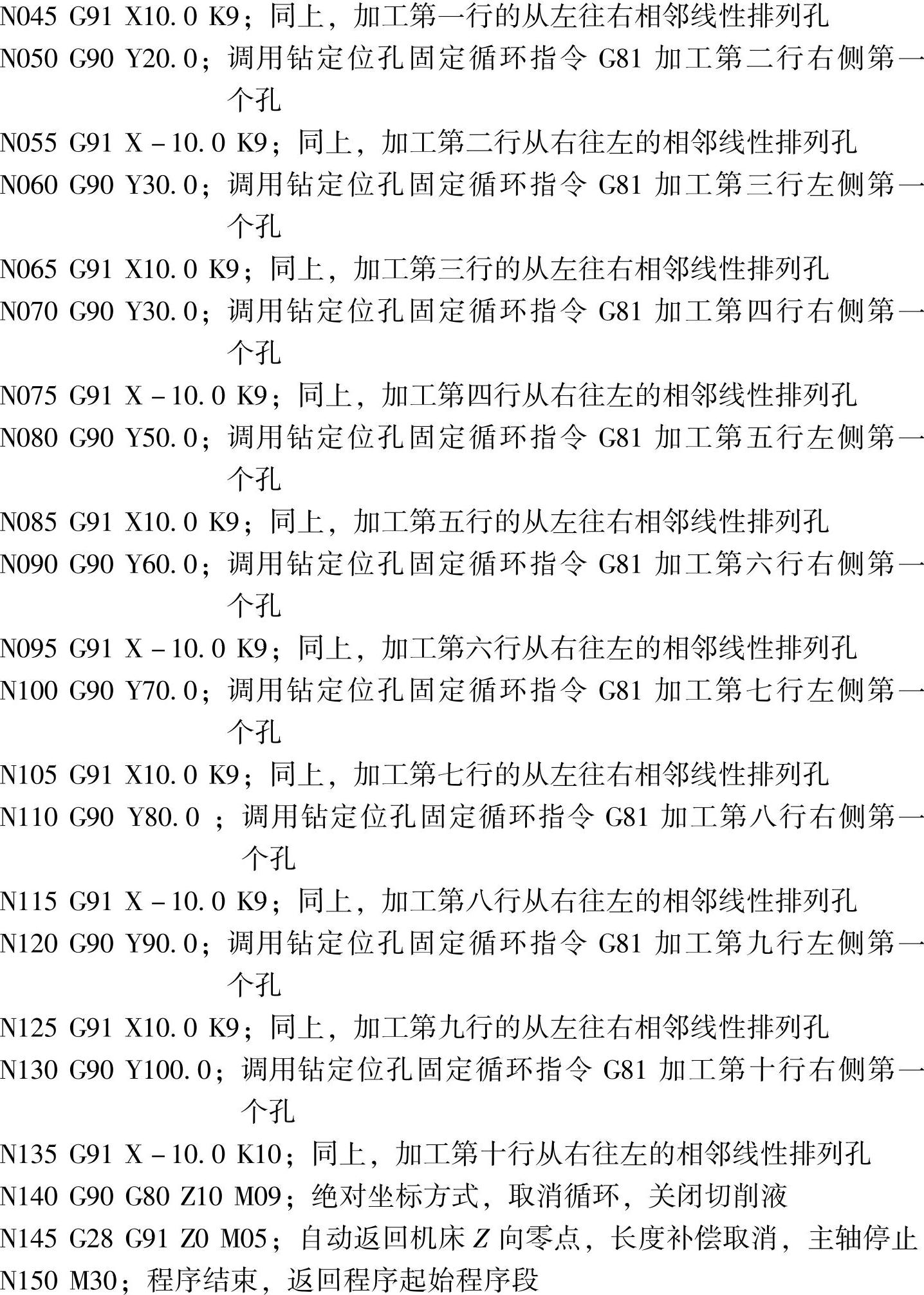
说明:上例程序中,在孔板上的群孔位置坐标尺寸X向用增量(G91)方式编程,Y向用绝对(G90)方式编程(或仍用G91,反复使用Y10.0),而深度尺寸Z向值和R平面尺寸高度值编程方式不变,始终为第一次定义的绝对值编程方法,这样就大大简化了编程。
在固定循环程序格式中如坐标尺寸前没有注出编程方式(G90、G91),则固定循环中的孔位置坐标尺寸、孔深度尺寸、安全平面高度尺寸就遵循此程序段前一段程序的编程方式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






