FANUC数控系统和HNC—21/22M华中世纪星数控系统常用的固定循环指令能完成的工作有钻孔、攻螺纹和镗孔等。这些循环通常包括下列六个基本操作动作:
①在XY平面定位
②快速移动到R平面
③孔的切削加工
④孔底动作
⑤返回到R平面
⑥返回到起始点。
图3-1中实线表示切削进给,虚线表示快速运动。R平面为在孔口上时,快速运动与进给运动的转换位置。
常用的固定循环有高速深孔钻循环、螺纹切削循环、精镗循环等。
编程格式:

G90/G91:编程方式。G90为绝对坐标值编程;G91为增量坐标值编程。
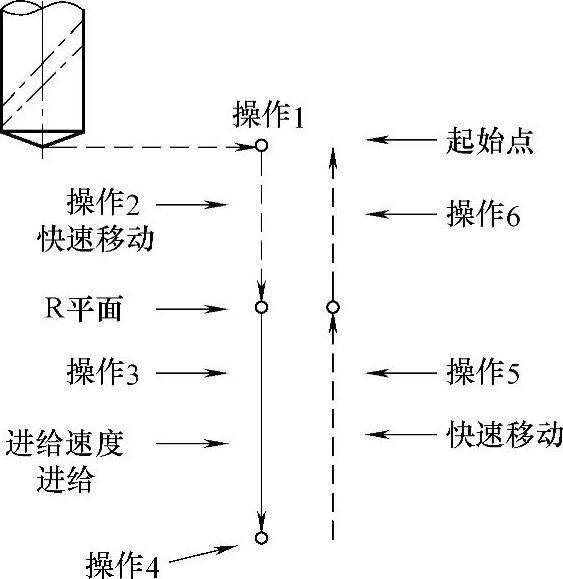
图3-1 固定循环的基本动作
G98/G99:返回坐标点平面。在刀具切削到孔底后,在返回离开工件时刀具在工件坐标系中的位置;G98指令刀具表示从孔底返回到调用固定循环前刀具在工件坐标系中的起刀高度平面;G99指令表示刀具从孔底返回到距离工件加工表面上方R安全处(R平面或称安全平面、R点)。为了节省辅助时间,通常钻削同一平面上的两个孔以上的孔时,加工第一个孔时用G99,加工最后的孔时用G98。(https://www.daowen.com)
G73~G89:孔加工方式,如钻孔加工、高速深孔钻加工、镗孔加工等。
X、Y:孔的位置坐标。刀具以G00速度快速移动到孔圆心坐标(X,Y)处。
Z:孔轴向加工切削进给深度终点坐标值。在采用G90绝对坐标值方式编程时,Z值为孔加工切削进给深度位置离工件坐标零点的绝对坐标值;在采用G91增量坐标值方式编程时,Z值为孔加工切削进给深度位置离工件上表面R点的有向距离值。
R:工件加工表面上方的安全面(R点)坐标。固定循环在此平面(点)处,Z向快速下降速度改变为进给速度;在G90绝对方式时,为R点在工件坐标系中的绝对坐标值;在G91增量方式时,为调用固定循环时刀具Z向起刀点坐标到R点的有向位移距离。
Q:每次间隙切削进给深度。在高速深孔加工循环G73、G83中,规定每次等距离间隙切削进给深度为Q,它始终是一个增量值,并且为负值。
FANUC数控系统中,在精镗循环G76、G87中,Q值还作为刀尖反向退刀偏移量,一般总为正值。
HNG—21/22M数控系统中,在精镗循环G76、G87中,根据刀具准停位置和切削平面,刀尖反向退刀偏移量用地址I、J、K表示(对应X、Y、Z轴),I、J、K值始终为增量,方向与刀具准停位置时的刀尖方向相反。
P:孔底的暂停时间,用整数表示,以毫秒(ms)为单位。
F:切削进给速度,以mm/min为单位。如图3-1所示,循环操作动作3的速度由F指定,而循环操作动作5的速度由待定的循环方式确定。
FANUC数控系统中,在攻螺纹循环中,F的单位为mm/r。当在G94每分进给方式中,螺纹导程=进给速度×主轴转速计算。在G95每转进给方式中,螺纹导程等于进给速度。
HNG—21/22M数控系统中,螺纹导程等于进给速度。
K:规定重复加工次数。当循环指令程序段中没有写K时,程序默认为1。HNG—21/22M数控系统中,重复加工次数用地址符L表示。
固定循环由G80或01组G代码撤消。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





