【摘要】:在比较狭窄的型腔加工中往往因为切削范围过小无法实现螺旋下刀等,所以此时宜选择Z形斜线下刀方式。图2-11 狭窄的型腔加工零件例题2-2:编制如图2-12所示零件中腰形键槽的数控加工程序。这里采用Z形斜线下刀方式进行编程,起始高度设在加工面上方1mm处,切入深度1mm,Y向长度为10mm。斜线下刀方式轮廓编程设计如下:图2-12 腰形键槽零件说明:腰形槽深度为7mm,再加上安全距离1mm,即刀具离槽底共8mm;循环一次切深2mm,故循环4次。
在比较狭窄的型腔加工中往往因为切削范围过小无法实现螺旋下刀等,所以此时宜选择Z形斜线下刀方式。斜线下刀时刀具快速下至加工表面上方一个距离后,改为以一个与工件表面成一角度的方向,以斜线的方式切入工件来达到Z向进刀的目的,如图2-11所示零件图中的腰形凹槽。
斜线下刀方式作为螺旋下刀方式的一种补充,通常用于因范围限制而无法实现螺旋下刀时的长条形的型腔加工。
斜线下刀主要的参数包括斜线下刀的起始高度、切入斜线的长度、切入和反向切入角度。起始高度一般设在加工面上方0.5~1mm之间;切入斜线的长度要视型腔空间大小及铣削深度来确定,一般是斜线越长,进刀的切削路程就越长;切入角度选取得太小,斜线数增多,切削路程加长;角度太大,又会产生不好的端刃切削的情况,一般选5°~200°之间为宜。通常进刀切入角度和反向进刀切入角度取相同的值。
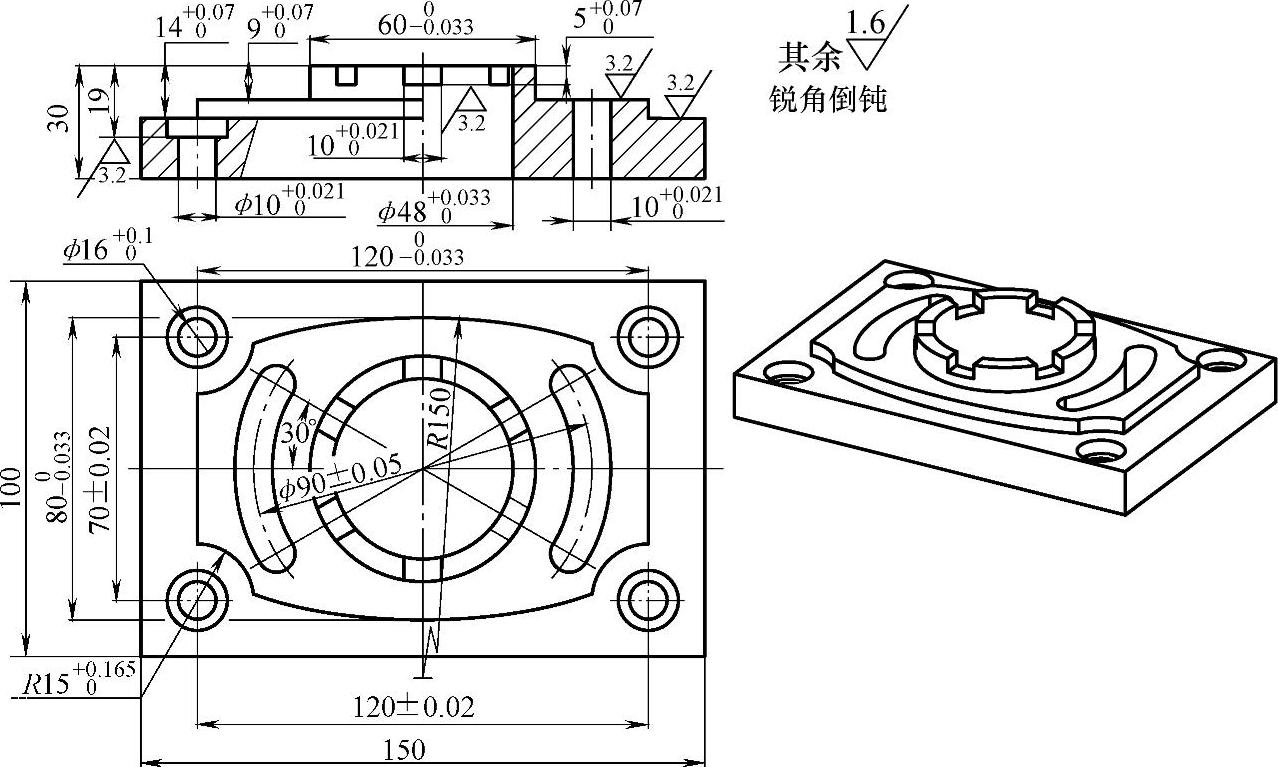
图2-11 狭窄的型腔加工零件
例题2-2:编制如图2-12所示零件中腰形键槽的数控加工程序。
解:本例题如还是采用螺旋线下刀,则本身键槽宽度只有12mm,用ϕ10mm高速钢立铣刀,按照螺旋下刀方式,刀具直径应小于6mm,则不合适。这里采用Z形斜线下刀方式进行编程,起始高度设在加工面上方1mm处,切入深度1mm,Y向长度为10mm。(www.daowen.com)
斜线下刀方式轮廓编程设计如下:(FANUC 0i数控系统)
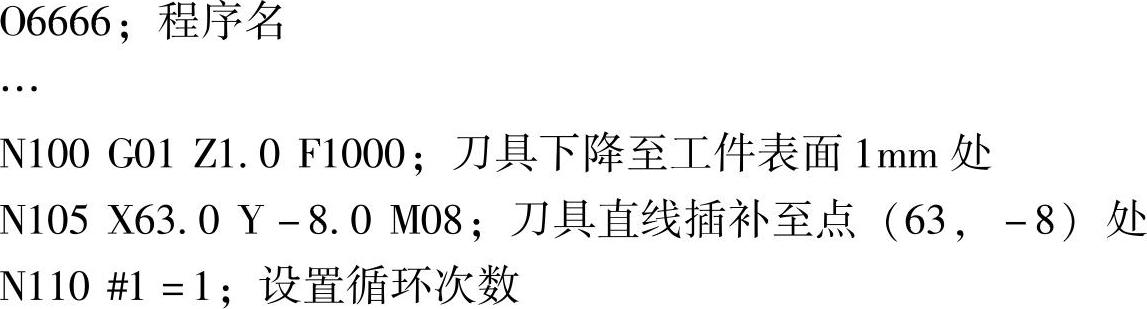
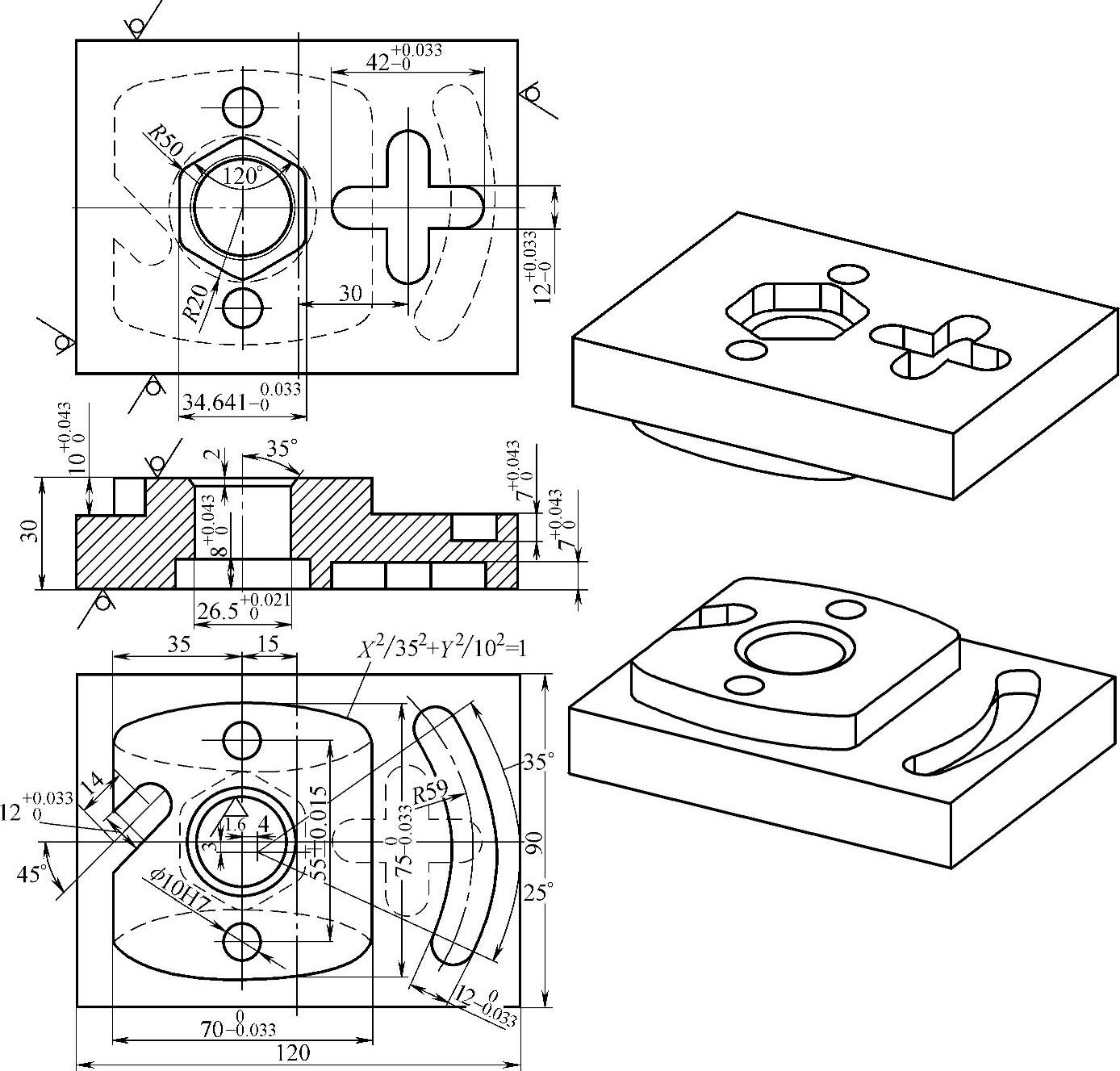
图2-12 腰形键槽零件
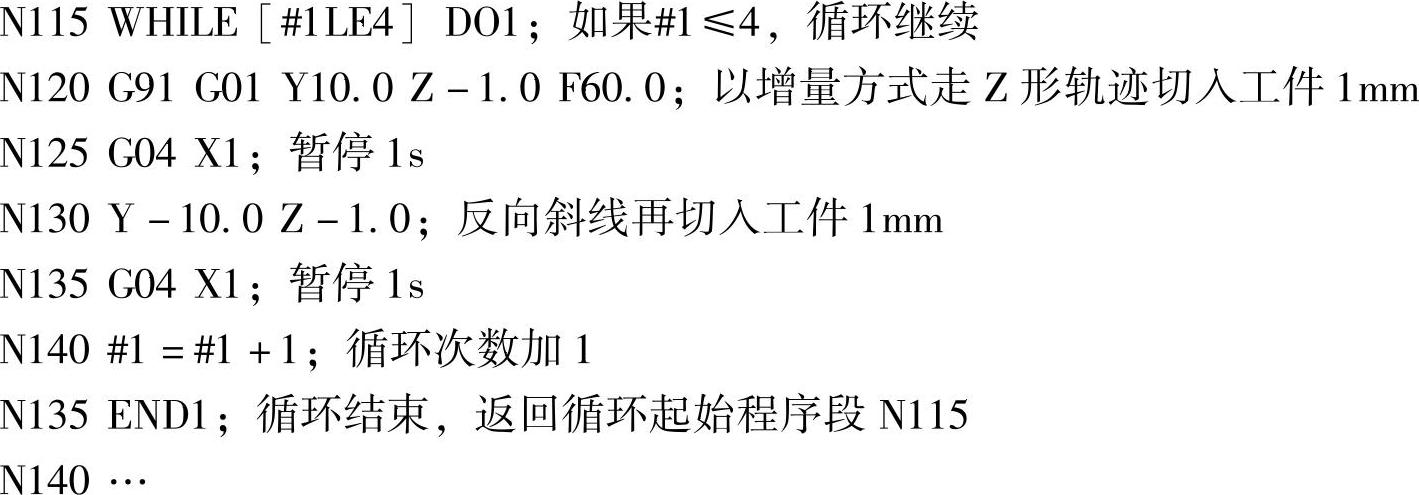
说明:腰形槽深度为7mm,再加上安全距离1mm,即刀具离槽底共8mm;循环一次切深2mm,故循环4次。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






