由于数控机床是按照程序来工作的,而零件加工中所有的要求,如加工工序、加工路线、切削用量、加工余量、刀具的尺寸及是否需要切削液等都要预先确定好并编入程序中。
1.加工工序的划分对内外轮廓精度的影响
在数控机床上,特别是在加工中心上加工零件,工序十分集中,许多零件只需在一次装卡中就能完成全部工序。在数控机床上加工零件其工序划分的主要方法有:刀具集中分序法,粗、精加工分序法,按加工部位分序法,按零件装夹定位或装夹次数分序法。
刀具集中分序法的优点是可以减少换刀次数,压缩空程时间,减少不必要的定位误差;粗、精加工分序法的优点是能提高零件的加工精度;按加工部位分序法的优点是加工工序明了,加工步骤清楚,由简至繁。按零件装夹定位方式或装夹次数分序法的优点是能根据零件结构形状不同,各表面的技术要求不同,制定不同的加工定位方式,在加工完后就能达到待检状态。在数控机床上加工零件,其加工工序的划分要视加工零件的具体情况具体分析,不能死搬教条,许多工序的划分和安排是综合了上述四种工序方法的。
我们在进行程序编制时,应根据加工零件的工艺技术要求进行工序划分,特别是对一些精度要求比较高的零件,由于在粗加工时会产生大量的热量,产生热变形和应力变形,此时马上进行精加工,肯定无法保证零件的加工精度;因此在粗加工结束后,不要马上进行精加工,最好隔一段时间,以使粗加工后零件的变形得到充分恢复,再进行半精加工和精加工,这样可以提高零件的加工精度。因此在进行工序安排时,尽量多采用粗、精加工分序法进行划分工序。
2.加工路线的确定对内外轮廓精度的影响
走刀路线是数控加工过程中刀具相对于被加工件的运动轨迹和方向。走刀路线的确定非常重要,因为它与零件的加工精度和表面质量密切相关。如果走刀路线没确定好,容易引入反向间隙误差、轮廓表面产生刀具痕迹、轮廓表面周围尺寸公差不统一。
正确简洁的加工路线是保证加工质量和提高效率的基础。选择零件的加工路线时,必须遵守加工路线的确定原则,才能达到提高生产效率的目的。
确定加工路线的原则主要如下:
①应能保证零件的加工精度和表面粗糙度的要求,且效率较高;
②应尽量使加工路线最短,这样既可减少程序段,又可减少刀具空程走刀时间;
③应使数值计算简单,程序段数量少,以减少编程工作量。
此外,确定加工路线时,还要考虑工件的加工余量和机床、刀具的刚度等情况,确定是一次走刀,还是多次走刀来完成加工,同时应尽量做到一次装夹、多方位加工,一次加工成形,可减少工件的安装次数,有效缩短搬运和装夹的时间。这样,既能有效地提高加工效率又能很好地保证零件的位置精度要求。
(1)避免引入反向间隙误差 数控机床在反向运动时会出现反向间隙,如果在走刀路线中将反向间隙带入,就会影响刀具的定位精度,增加工件的定位误差。例如精镗图2-1a中所示的四个孔,当孔的位置精度要求较高时,安排镗孔路线的问题就显得比较重要,安排不当就有可能把坐标轴的反向间隙带入,直接影响孔的位置精度。这里给出两个方案,方案A如图2-1a所示,方案B如图2-1b所示。
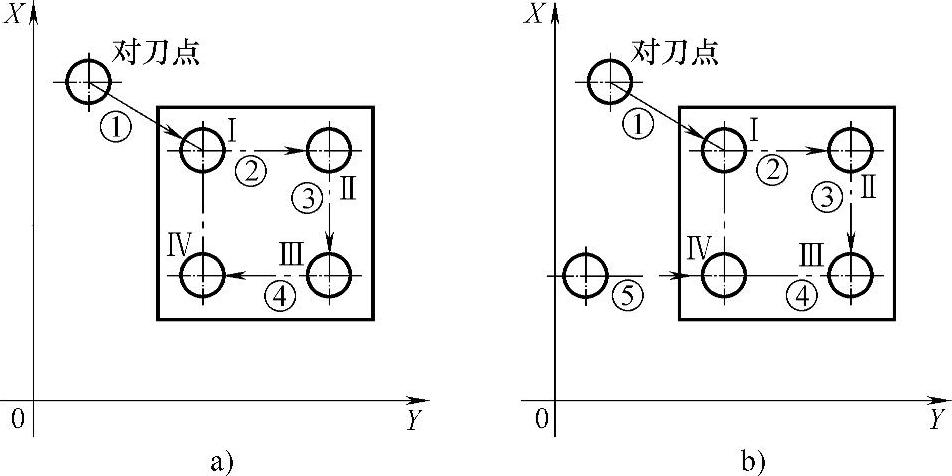
图2-1 镗铣加工路线
a)方案A b)方案B
从图中不难看出,方案A中由于Ⅳ孔与Ⅰ、Ⅱ、Ⅲ孔的定位方向相反,X向的反向间隙会使定位误差增加,而影响Ⅳ孔的位置精度。
在方案B中,当加工完Ⅲ孔后并没有直接在Ⅳ孔处定位,而是多运动了一段距离,然后折回来在Ⅳ孔处定位。这样Ⅰ、Ⅱ、Ⅲ孔与Ⅳ孔的定位方向是一致的,就可以避免引入反向间隙的误差,从而提高了Ⅳ孔与各孔之间的孔距精度。
(2)切入切出路径 在铣削轮廓表面时一般采用立铣刀侧面刃口进行切削,由于主轴系统和刀具的刚度变化,当沿法向切入工件时,会在切入处产生刀痕,所以应尽量避免沿法向切入工件。当铣切外表面轮廓形状时,应安排刀具沿零件轮廓曲线的切向切入工件,并且在其延长线上加入一段外延距离,以保证零件轮廓的光滑过渡。同样,在切出零件轮廓时也应从工件曲线的切向延长线上切出,如图2-2a所示。
当铣切内表面轮廓形状时,也应该尽量遵循从切向切入的方法,但此时切入无法外延,最好安排从圆弧过渡到圆弧的加工路线。切出时也应多安排一段过渡圆弧再退刀,如图2-2b所示。当实在无法沿零件曲线的切向切入、切出时,铣刀只有沿法线方向切入和切出,在这种情况下,切入切出点应选在零件轮廓两几何要素的交点上,而且进给过程中要避免停顿。
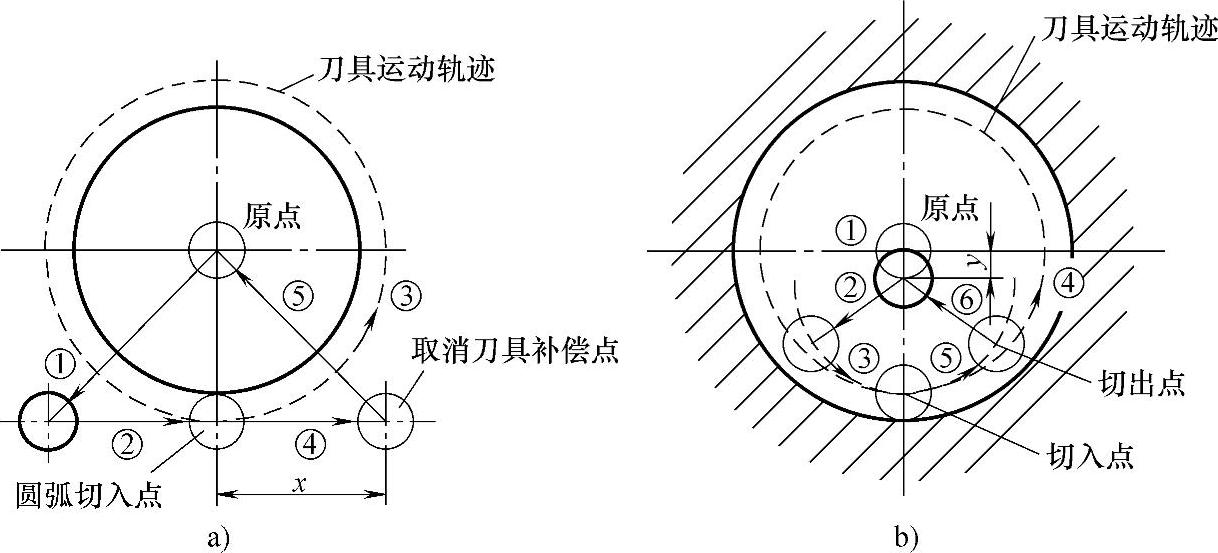
图2-2 铣削圆的加工路线
a)铣削外圆加工路径 b)铣削内圆加工路径
为了消除由于系统刚度变化引起进退刀时的痕迹,可采用多次走刀的方法,减小最后精铣时的余量,以减小切削力。
在切入工件前应该已经完成刀具半径补偿,而不能在切入工件时同时进行刀具补偿,如图2-3a所示,这样会产生过切现象。为此,应在切入工件前的切向延长线上另找一点,作为完成刀具半径补偿点,如图2-3b所示。(https://www.daowen.com)
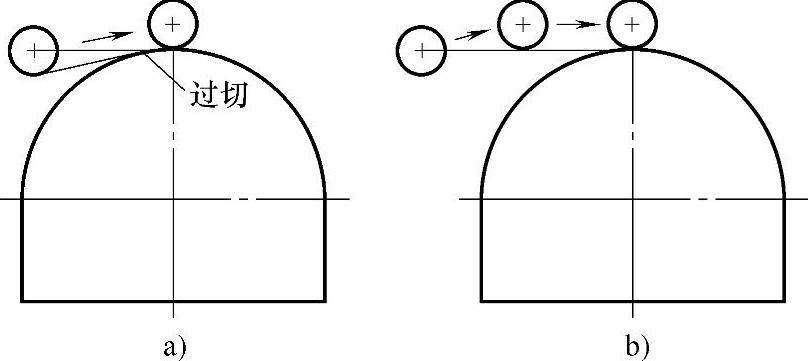
图2-3 刀具半径补偿点
a)没有刀具半径补偿 b)有刀具半径补偿
(3)采用顺铣加工方式 在铣削加工中,若铣刀的走刀方向与在切削点的切削速度方向相反,称为逆铣,其铣削厚度是由零开始增大,如图2-4a所示;反之则称为顺铣,其铣削厚度由最大减到零,如图2-4b所示。由于采用顺铣方式时,零件的表面精度和加工精度较高,并且可以减少机床的“颤振”,所以在铣削加工零件轮廓时应尽量采用顺铣加工方式。
而加工中心的机械传动系统和结构本身就有较高的精度和刚度,相对运动面的摩擦因数小,传动部件的间隙小,运动惯量小,并有适当的阻尼比,因此可以采用顺铣的方式加工,以提高加工效率。此外,根据加工经验,顺铣时刀具寿命比逆铣时刀具寿命要提高1倍多,采用不对称的顺铣方法,刀具寿命可提高2~3倍。
若要铣削如图2-5所示内沟槽的两侧面,就应来回走刀两次,保证两侧面都是顺铣加工方式,以使两侧面具有相同的表面加工精度。
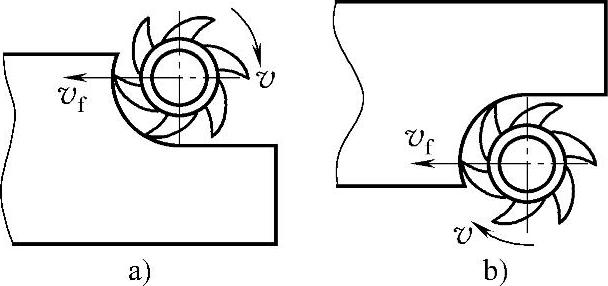
图2-4 顺铣和逆铣
a)逆铣 b)顺铣
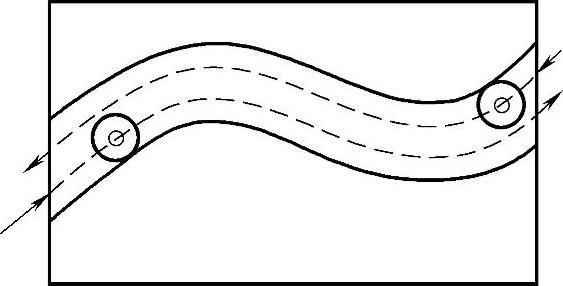
图2-5 铣削内沟槽的侧面
(4)立体轮廓的加工 加工一个曲面时可能采取的三种走刀路线,如图2-6所示。即沿参数曲面的U向行切、沿W向行切和环切。对于直母线类表面来说,采用图2-6b的方案显然更有利,每次沿直线走刀,刀位点计算简单,程序段少,而且加工过程符合直纹面的形成规律,可以准确保证母线的直线度。图2-6a方案的优点是便于在加工后检验型面的准确度,因此实际生产中最好将以上两种方案结合起来。图2-6c所示的环切方案一般应用在内槽加工中,在型面加工中由于编程麻烦,一般不用。但在加工螺旋桨桨叶一类零件时,工件刚度小,采用从里到外的环切,有利于减少工件在加工过程中的变形。
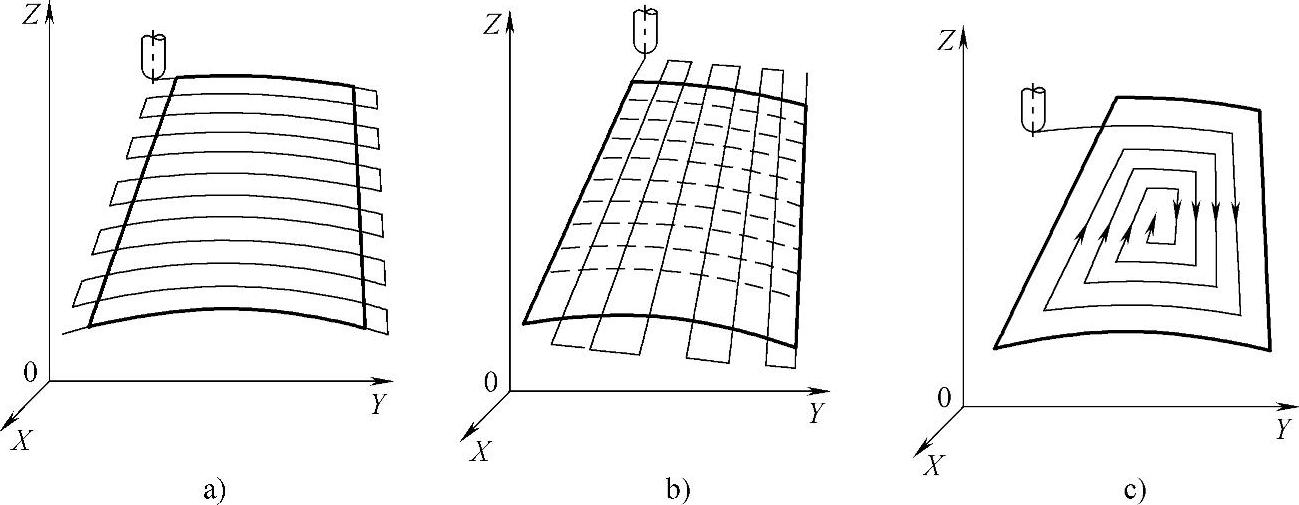
图2-6 立体轮廓的加工
a)U向行切 b)W向行切 c)环切
(5)内槽加工 内槽是指以封闭曲线为边界的平底凹坑,如图2-7所示。加工内槽一律使用平底铣刀,刀具边缘部分的圆角半径应符合内槽的图样要求。内槽的切削分两步,第一步切内腔,第二步切轮廓。切轮廓通常又分为粗加工和精加工两步。粗加工时从内槽轮廓线向里平移铣刀半径R并且留出精加工余量Y。由此得出的粗加工刀位线形是计算内腔走刀路线的依据。切削内腔时,环切和行切在生产中都有应用。两种走刀路线的共同点是都要切净内腔中的全部面积,不留死角,不伤轮廓,同时尽量减少重复走刀的搭接量。环切法的刀位点计算稍复杂,需要一次一次向里收缩轮廓线,算法的应用局限性稍大,例如当内槽中带有局部凸台时,环切法就难于设计通用的算法。
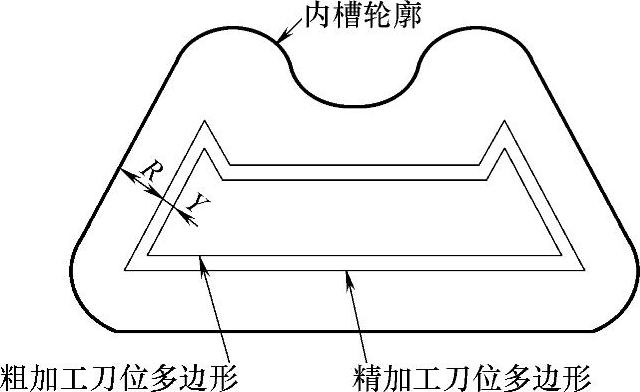
图2-7 内槽加工
从走刀路线的长短比较,行切法要略优于环切法。但在加工小面积内槽时,环切的程序量要比行切小。
3.零件图纸中的尺寸标注对内外轮廓加工精度的影响
对数控加工来说,最倾向于以同一基准引注尺寸或直接给出坐标尺寸进行程序设计,因为,这种标注方法既便于编程,又便于尺寸之间的相互协调,又有利于设计基准、工艺基准、测量基准和编程原点的统一,在保持设计、工艺、检测基准与编程原点设置的一致性方面带来很大方便。由于零件设计人员往往在尺寸标注中较多地考虑装配等使用特性方面,而不得不采取局部分散的标注方法,因而常采用如图2-8a所示的局部分散的标注方法,这样就给工序安排和数控加工带来诸多不便。事实上,由于数控加工精度及重复定位精度都很高,不会因产生较大的积累误差而破坏零件的使用特性,因此,可将局部的分散标注法改为同一基准标注或直接标注坐标尺寸是完全可行的,如图2-8b所示。
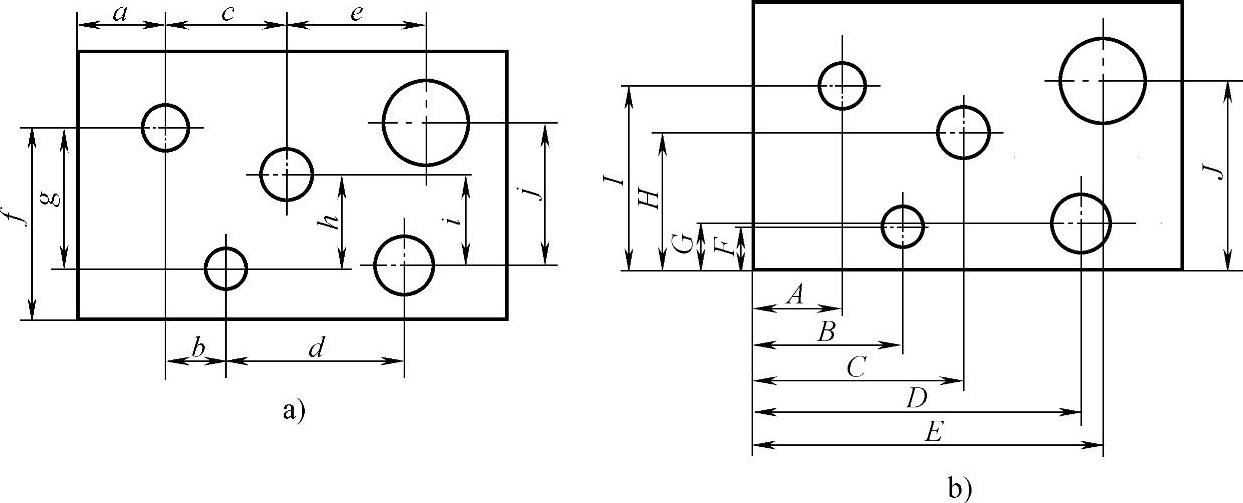
图2-8 零件尺寸标注分析
a)分散标注 b)同基准标注
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







