零件的内、外轮曲线是由多段直线、圆弧、二次曲线段等连接组成的,当对这些轮廓进行数控编程时,可利用倒角、倒圆编程功能进行简化编程;但有时程序运行到此处会产生P/S报警,经分析报警主要原因为以下几种情况:
1)在利用倒角或拐角R简化编程时,倒角和拐角R指令所在程序段的终点坐标不是直线与直线、或直线与圆弧、或圆弧与直线、或圆弧与圆弧的交点坐标。
2)在起动、偏置取消以及改变偏置方向时,不能进行倒角或拐角R简化编程。
3)在对内轮廓进行倒角或内轮廓拐角R的时候,所用刀具的半径大于内轮廓的最小曲率半径,则产生过切报警。
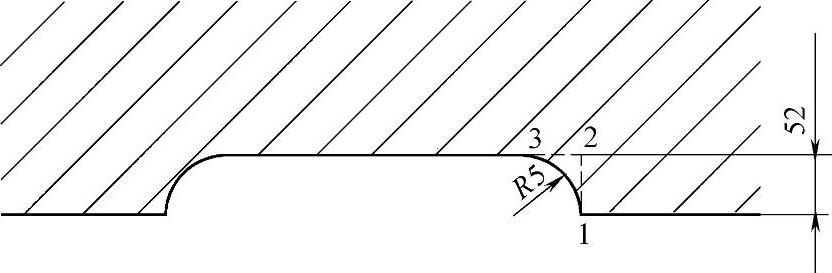
图1-36 倒角和拐角R功能实例图
4)直线插补移动距离小于倒角边长,发出P/S报警,刀具停止。
例题1-9:利用倒角和拐角R功能指令编制如图1-36所示倒角和拐角R轮廓的数控加工程序。
解:由图可知,选择的刀具半径R不能大于轮廓曲率半径5,否则将产生报警。另外,在编程轮廓加工程序时,通过改变刀具半径值,对轮廓进行粗、精加工。因此,在选择程序刀具时,还应考虑精加工余量,刀具半径值<轮廓最小曲率半径+精加工余量。所以,图中轮廓刀具应选择ϕ8mm的立铣刀,而不是ϕ10mm的立铣刀。
程序编制如下:
…
G41 G01 X__Y__D01 F120;建立左刀补直线插补的进给速度为120mm/min
G01 X__Y__;直线插补(https://www.daowen.com)
G91 Y5.2,R5;增量方式,直线插补拐角为R5mm圆弧
…
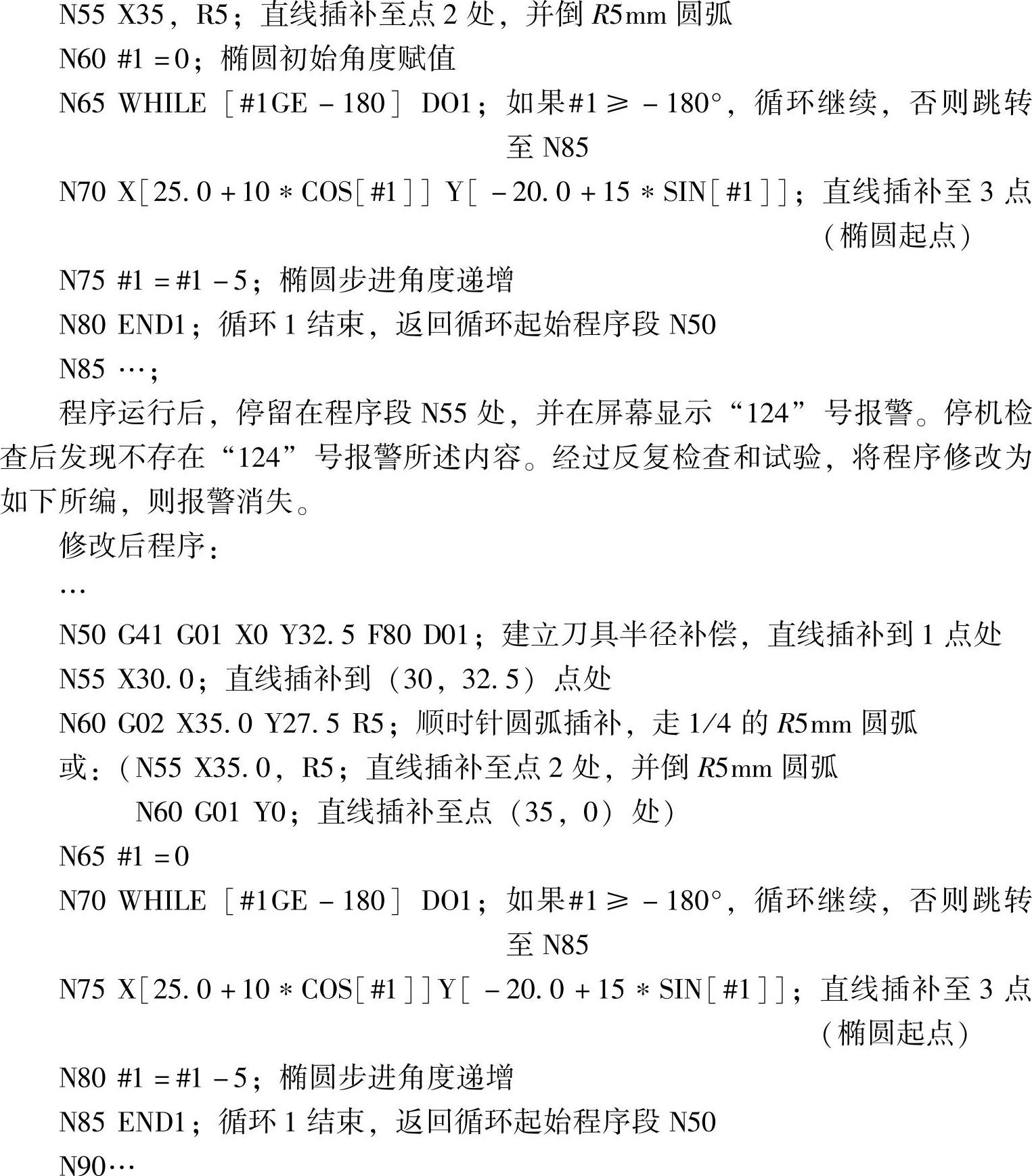
在FANUC 0i数控系统中,当在直线插补指令后加倒圆指令后,如后面程序段为椭圆加工程序段,则出现“124报警”,报警内容为“起动和终了不是对应状态”而报警信息表显示如下:

而实际程序中的DO-END是一一对应的,并不是“124报警”所述情况。
例题1-10:编制如图1-37所示零件程序。
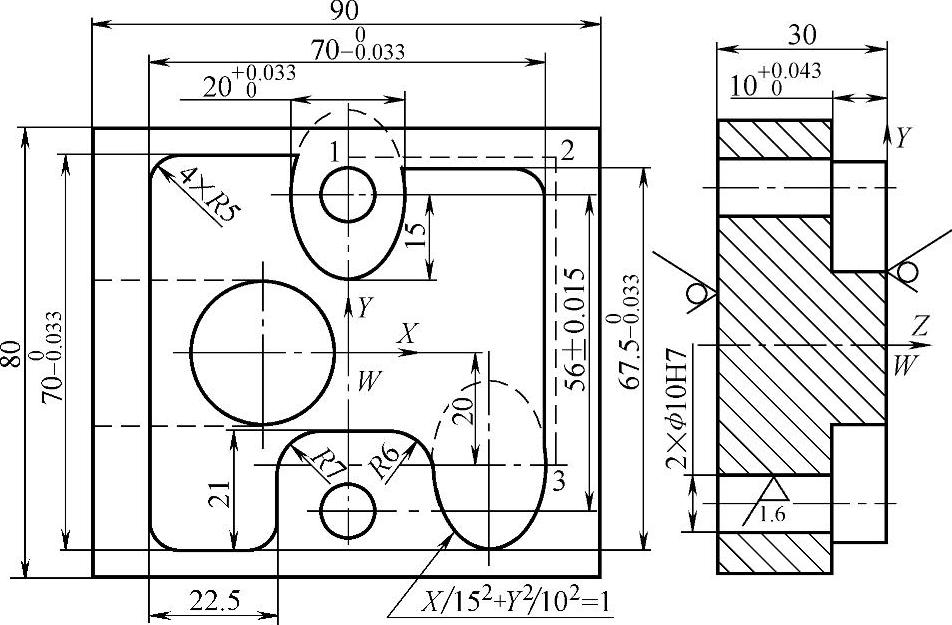
图1-37 倒角实例图
解:建立如图所示工件坐标系,起刀点定在工件正上方,程序编制如下:
原程序:

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




