【摘要】:由于此外轮廓图形中,上侧面与右侧面互相垂直,其余轮廓圆滑过渡,所以,根据题示要求,在程序设计中运用G64切削方式指令和G61准确停止方式指令来保证其技术要求的实现。图1-13 准确停止方式和切削方式的不同轨迹图1-14 运用切削方式G64加工试题程序编制如下:
一般为了有一个好的切削条件,我们希望刀具在加工工件时要保持线速度的恒定,但我们知道自动加减速控制作用于每一段切削进给过程的开始和结束,特别是在拐角时,切削速度变化最大,容易造成刀具折断和粗糙度值提高。那么在两个程序段之间的衔接处如何使刀具保持恒定的线速度呢?这就是我们大多数编程者忽略的事,使用切削方式指令G64功能,就能解决上述问题。在切削方式G64模态下,两个切削进给程序段之间的过渡是这样的:在前一个运动接近指令位置并开始减速时,后一个运动开始加速,这样就可以在两个插补程序段之间保持恒定的线速度。可以看出,在G64模态下切削进给时,NC并不检查每个程序段执行时各轴的位置到达信号,并且在两个切削进给程序段的衔接处使刀具走出一个小小的圆角,如图1-13所示。
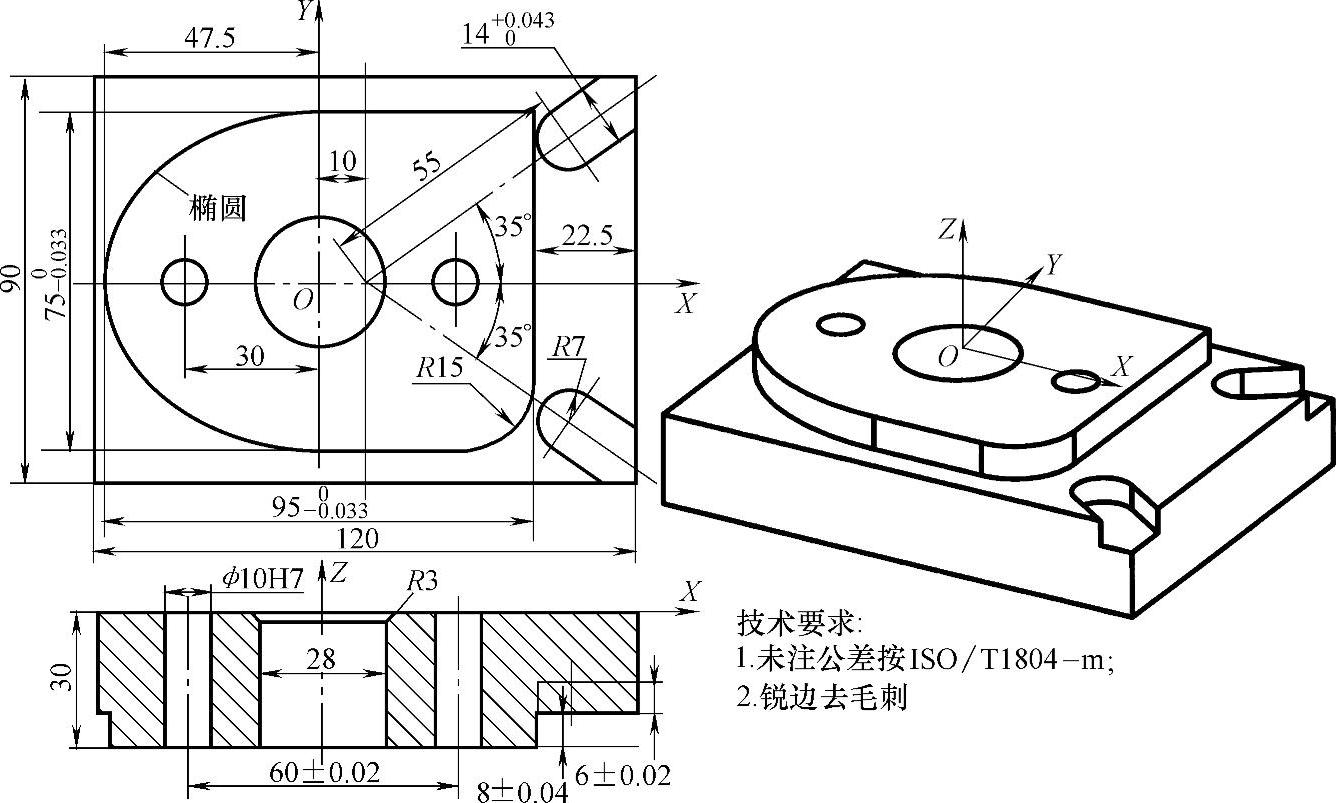
例题1-3:编制图1-14中所示零件外轮廓的数控加工程序,保证轮廓的圆滑和粗糙度。
解:假设工件零点设置在ϕ28mm孔中心上表面,使用ϕ16mm的立铣刀作为外轮廓加工铣削刀具。由于此外轮廓图形中,上侧面与右侧面互相垂直,其余轮廓圆滑过渡,所以,根据题示要求,在程序设计中运用G64切削方式指令和G61准确停止方式指令来保证其技术要求的实现。

图1-13 准确停止方式和切削方式的不同轨迹
 (https://www.daowen.com)
(https://www.daowen.com)
图1-14 运用切削方式G64加工试题
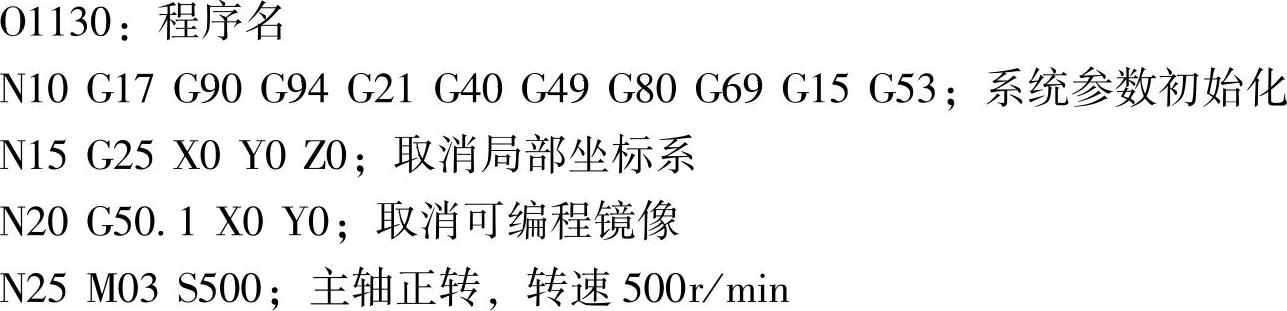
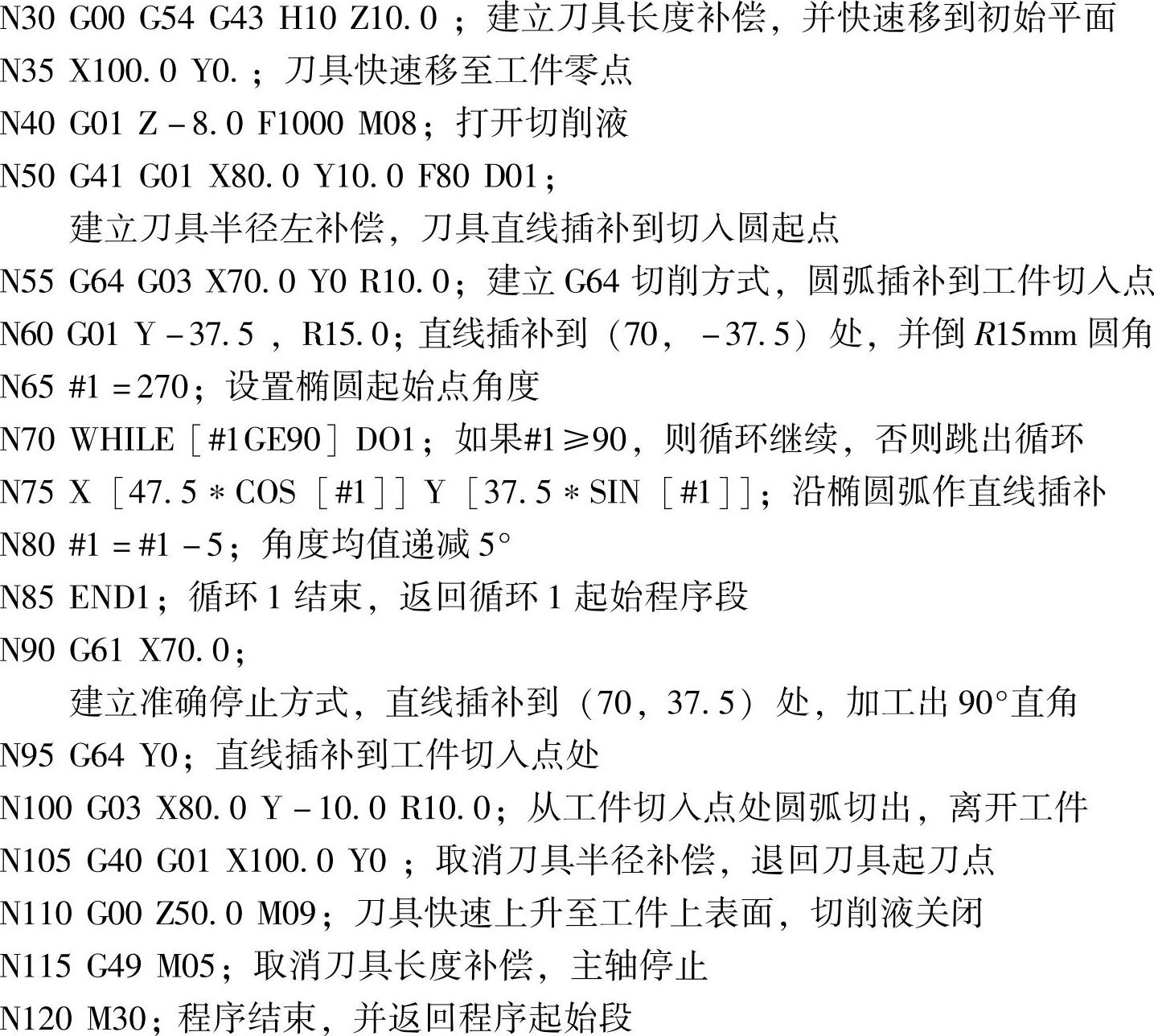
程序编制如下:(FANUC 0i数控系统)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





