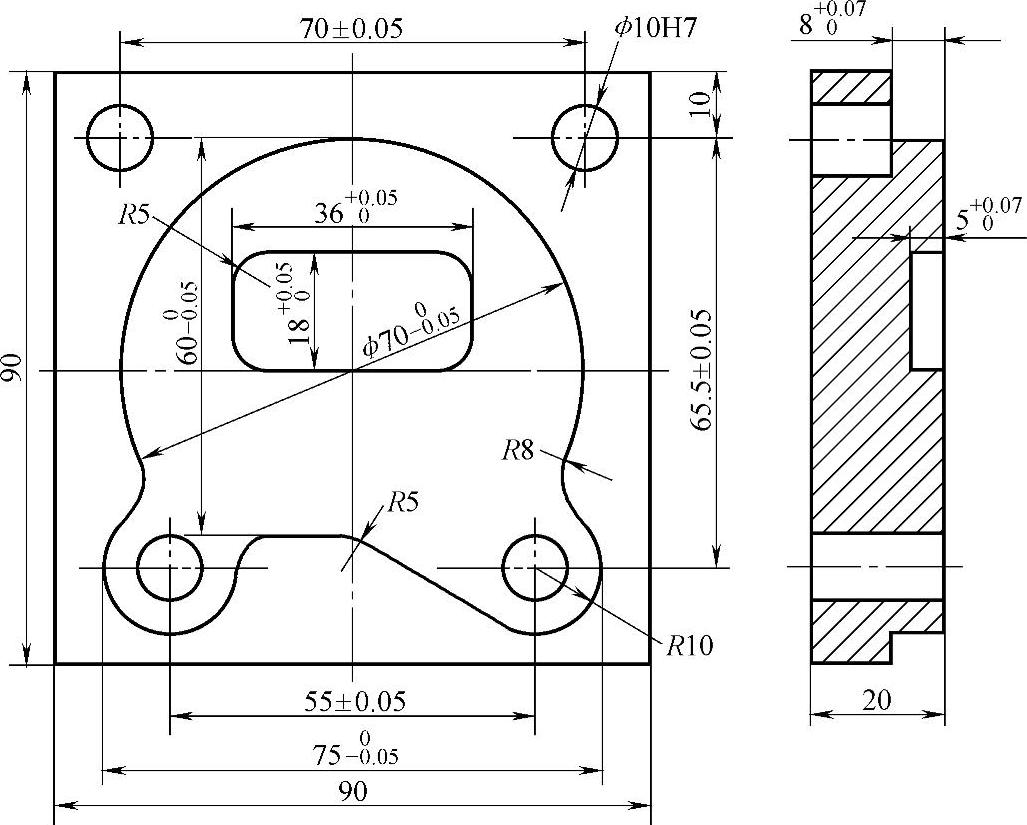
图1-11 孔距和轮廓有公差要求的零件
我们在加工零件时经常会碰到需要加工两平行平面的零件、加工有孔距尺寸公差要求的群孔零件,还有一些有形位公差要求的零件,如图1-11所示。由于机床的传动机构存在着间隙,特别是一些使用了较长时间的机床,在进行零件加工时,由于反向间隙的影响,加工后会出现所加工的平行平面不平行、孔距超差的质量问题。因此,要加工出合格的零件,就必须消除机床反向间隙的影响,使刀具能进行精确定位加工;则一种行之有效的方法就是在程序段中使用单方向的准确定位指令(G60)。
1.单方向定位指令G60
指令格式:
G60 XYZ
其中,X__、Y__、Z__为单向定位终点,在G90时为终点在工件坐标系中的坐标;在G91时为终点相对于起点的位移量,如图1-12所示。

图1-12 单向定位点
在单向定位时,每一轴的过冲量和定位方向是由机床参数确定的。即使指令的方向与参数设定的方向一致,刀具在到达终点之前也要在中间点停止一次。在G60中,先以G00速度快速定位到一中间点,然后以一固定速度移动到定位终点。中间点与定位终点的距离(偏移值或称过冲量)是一常量,由机床系统参数设定,且从中间点到定位终点的方向即为定位方向,如图1-12所示。(www.daowen.com)
当过冲量值<0时,定位方向为负,如图1-12左图中起始点1或起始点2运动到终点。
当过冲量值>0时,定位方向为正,如图1-12右图中起始点1或起始点2运动到终点。
G60指令仅在其被规定的程序段中有效。
2.单方向定位(G60)编程疑点解答实例
例题1-2:使用非模态G60指令和固定循环加工指令,钻削加工图1-11所示零件图中4×ϕ10H7的孔。
解:以工件上表面中心建立工件坐标系,使用ϕ9.8mm直柄麻花钻作为钻孔刀具。由于此零件的孔间距有位置要求,因此,为了排除机床的反向间隙等因素的影响,在进行程序设计时,运用单方向定位指令G60来保证零件的孔间距要求。
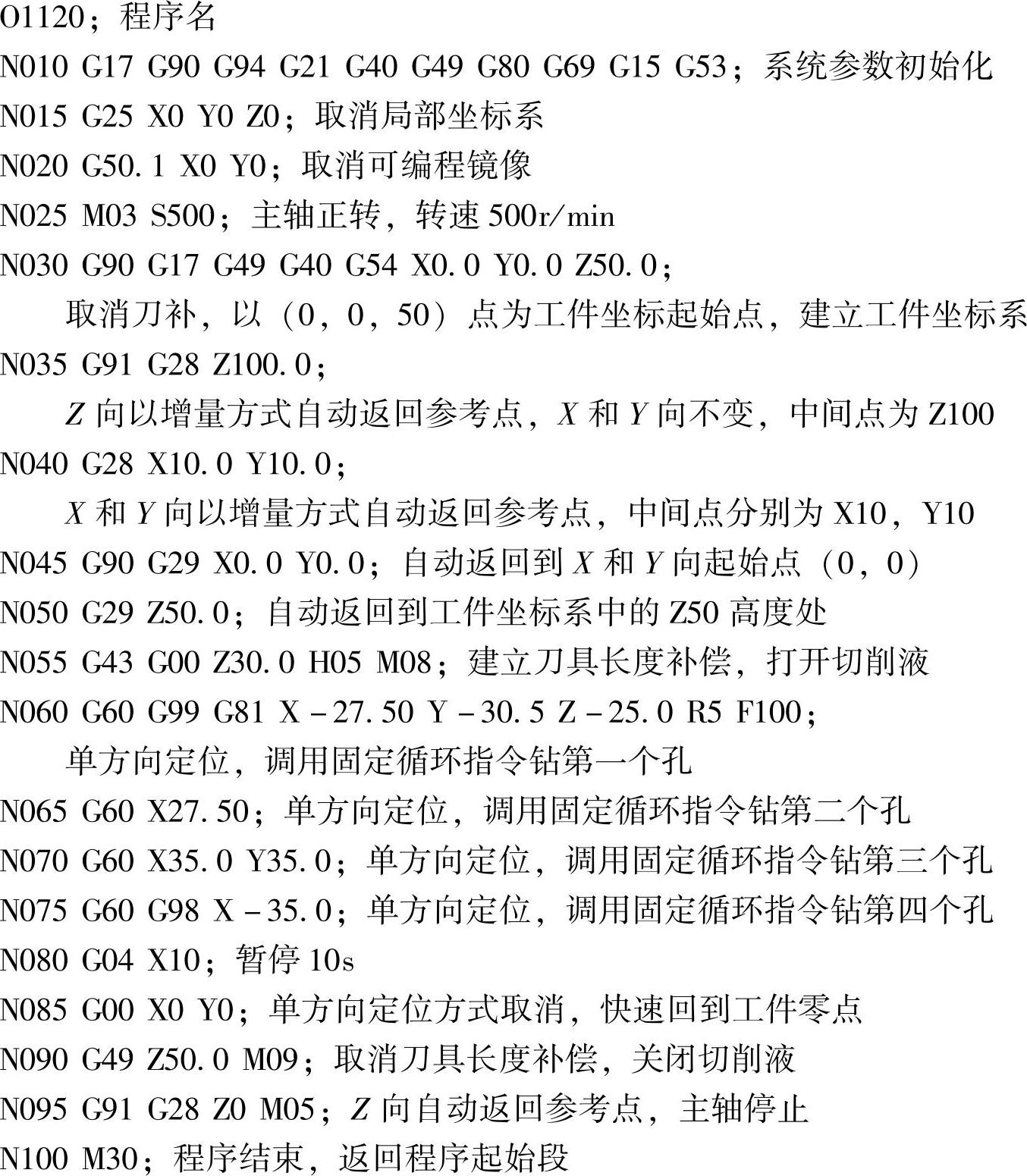
程序设计如下(FANUC 0i数控系统):
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







