零点偏置是数控系统的一种特性,即允许把数控测量系统的原点在相对机床基准的规定范围内移动,而永久原点的位置被存储在数控系统中。即零点偏移指令就是给出工件原点W在机床坐标系中的位置(工件原点以机床原点M为基准偏移,见图1-5)。偏移量是由操作者通过系统操作面板输入到系统的零点偏移寄存器中,并且一旦设定后,工件原点在机床坐标系中的位置是不变的,即使系统断电后也不破坏,再次开机后仍有效。因此,当不用G92指令设定工件坐标系时可以用G54~G59指令设定六个工件坐标系,即通过设定机床所特有的六个坐标系原点(即工件坐标系1~6的原点)在机床坐标系中的坐标值(即工件零点偏移值)。
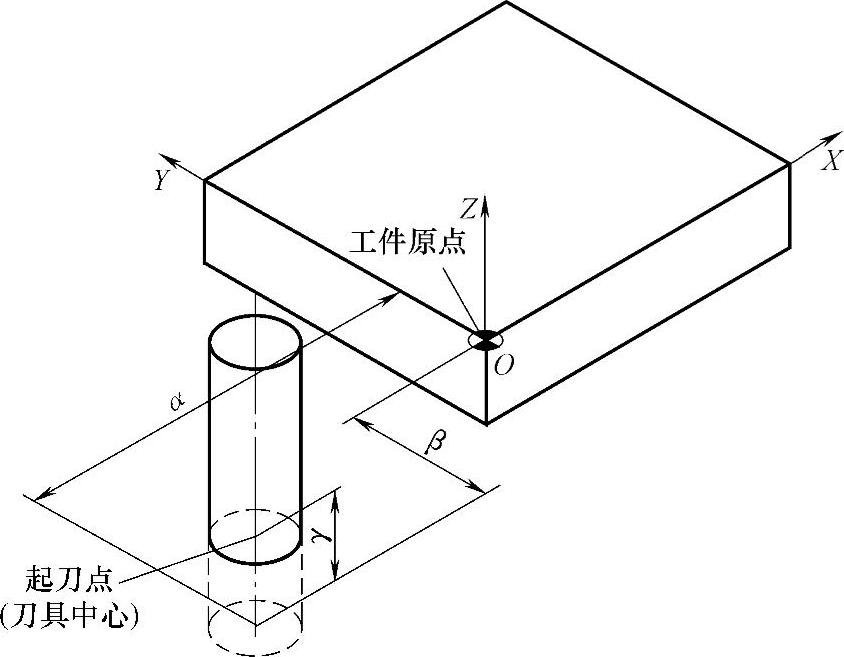
图1-4 数控铣床(加工中心)上G92指令设定工件坐标系
O:G92 X-58 Y-25 Z15;工件原点在工件表面左下角
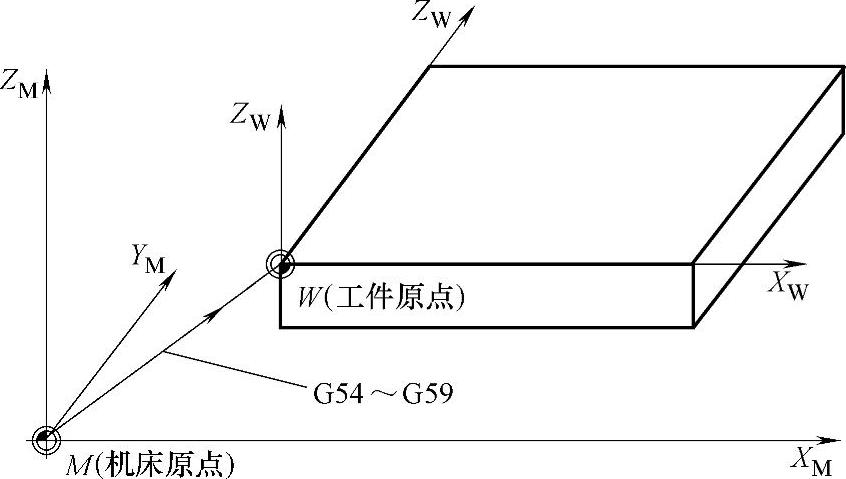
图1-5 可设置的零点偏移(https://www.daowen.com)
程序段格式:G54 G90 G00(G01)X__Y__Z__(F__);
使用G54~G59设定工件坐标系时,可单独指定,也可以由其他程序段指定,如果该程序中有位置指令就会产生运动。使用该指令前,先用MDI方式输入该工件坐标原点在机床坐标系中的坐标值,存储器名(G54~G59)需与程序中使用的G54~G59相对应,即可建立该工件坐标系,程序段中有移动指令就可使刀具定位到加工起始点。机床断电后G54~G59设定的工件坐标系的值仍是存在的。因为,存储在存储器名(G54~G59)中的工件原点坐标偏置值不会由于机床的断电而丢失;同时,机床原点在机床坐标系中是一个固定点,只要工件位置不变化,刀具长度不变化,工件原点就不会改变。
G54~G59指令实质上就是工件坐标系的平移变换指令,G54~G59坐标系的设置是将欲设置的工件原点在机床坐标系中的坐标值输入到机床偏置页面中,在程序中直接调用即可。
机床执行G92这一句时机床不发生动作,而G54~G59与G01或是G00配合使用时机床要发生动作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






