【摘要】:假设CNC机床参考点设在机床各轴的正向极限位置上,如图1-1所示;开机后没有进行手动返回参考点,则自动返回参考点指令程序编制如下:1)CNC铣床程序:2)CNC车床程序:2.从参考点自动返回程序编制1)CNC铣床程序:2)CNC车床程序:说明:各轴以快速移动速度执行到中间点或参考点的定位。中间点的坐标存储在CNC中,每次只存储G28程序段中指令轴的坐标值,对其他轴,使用以前指令过的坐标值。
1.回参考点相应轴的执行顺序
执行自动返回参考点指令时,刀具经由中间点沿着指定轴自动地移动到参考点。一般情况下,编制CNC铣床(加工中心)程序时,先执行主轴(Z轴)回参考点,再执行X轴和Y轴回参考点;编制CNC车床程序时,先执行X轴回参考点,再执行Z轴回参考点;在参考点返回完成后,表示返回完成的指示灯会点亮。
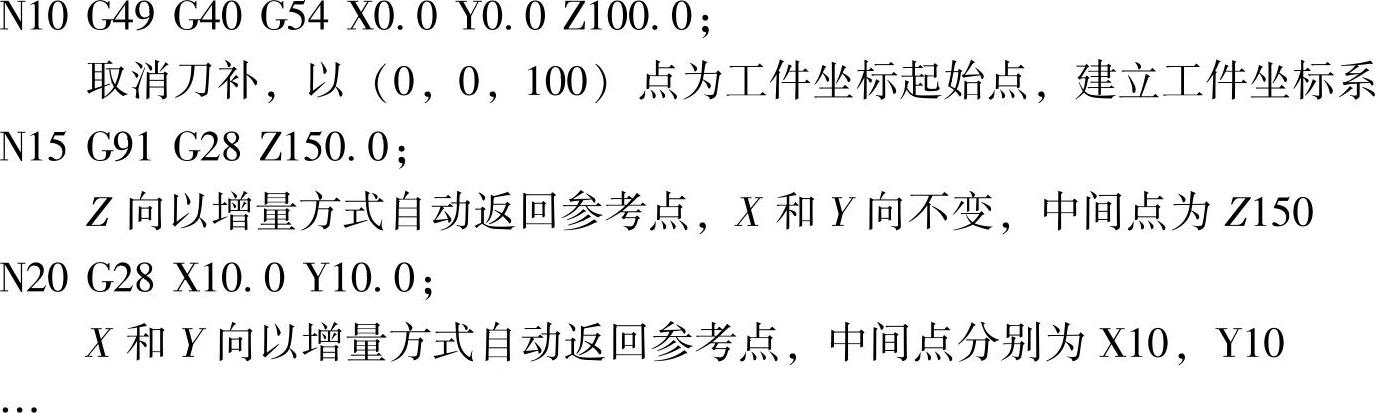
假设CNC机床参考点设在机床各轴的正向极限位置上,如图1-1所示;开机后没有进行手动返回参考点,则自动返回参考点指令程序编制如下:
1)CNC铣床(加工中心)程序:
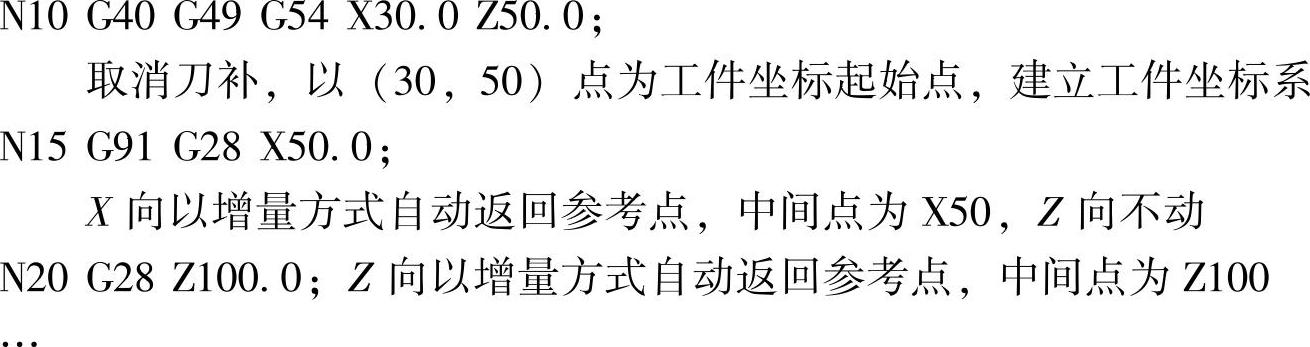
2)CNC车床程序:
2.从参考点自动返回程序编制
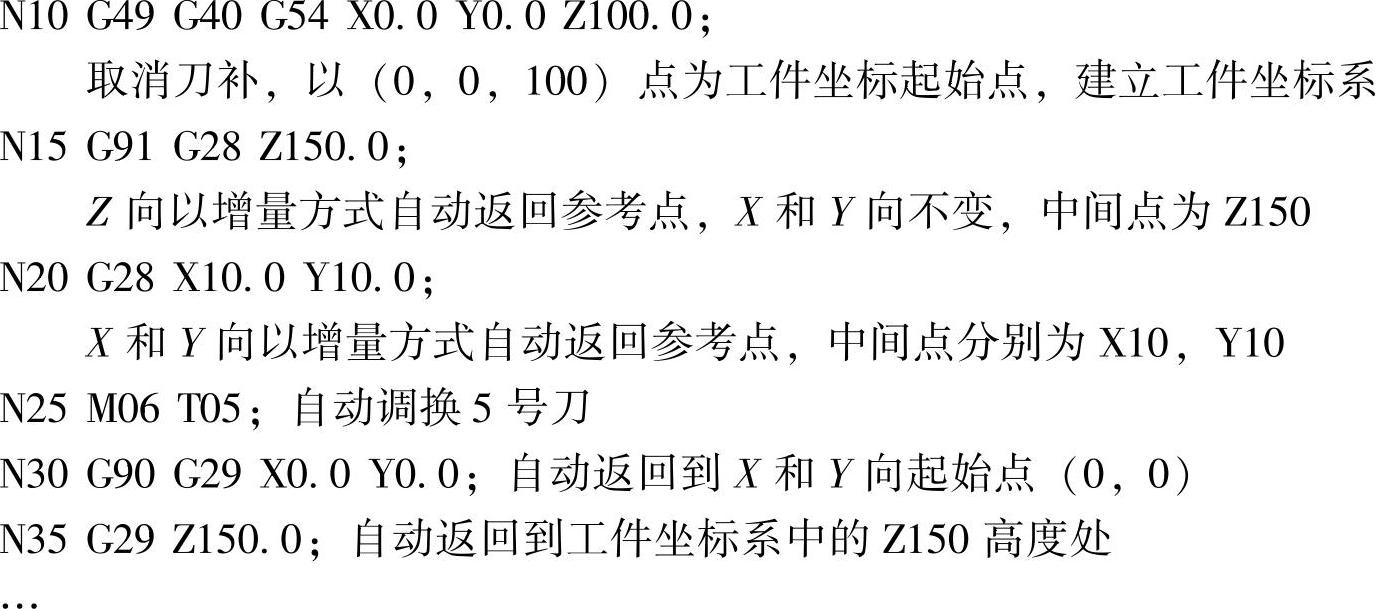
1)CNC铣床(加工中心)程序:
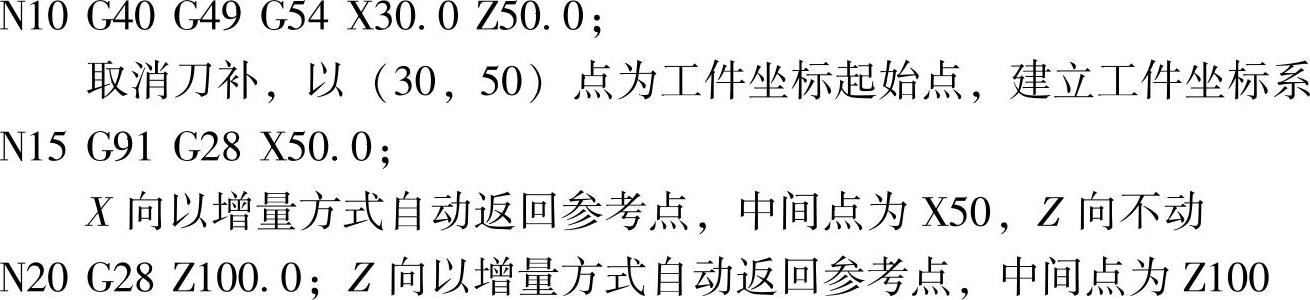
2)CNC车床程序:
 (https://www.daowen.com)
(https://www.daowen.com)

说明:
各轴以快速移动速度执行到中间点或参考点的定位。因此,为了安全,在执行该指令之前,应该清除刀具半径补偿和刀具长度补偿。
中间点的坐标存储在CNC中,每次只存储G28程序段中指令轴的坐标值,对其他轴,使用以前指令过的坐标值。
例:N1 G28 X40.0;中间点(X40.0)
N2 G28 Y60.0;中间点(X40.0,Y60.0)
在一般情况下,在G28指令后,立即指定从参考点返回指令,对增量值编码,指令值指定离开中间点的增量值。
当由G28指令刀具以各轴的快速移动速度定位到中间点或参考点之后,工件坐标系改变时,中间点的坐标值也变为新坐标系中的坐标值,此时若指令了G29,则刀具经新坐标系的中间点移动到指令位置。
注意:
当机床处于锁住接通状态时,即使刀具已经自动返回到参考点,返回完成指示灯也不亮。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





