以下仅以喷油嘴偶件制造工艺及其设备为例作一简要介绍,以便使读者对柴油机燃料供给系统精密零件制造工艺的复杂性和难度有一个大致的了解。
图10-11即为典型的长形孔式喷油嘴偶件(针阀体与针阀)的零件图。它们的加工流程和使用的设备分别如下:
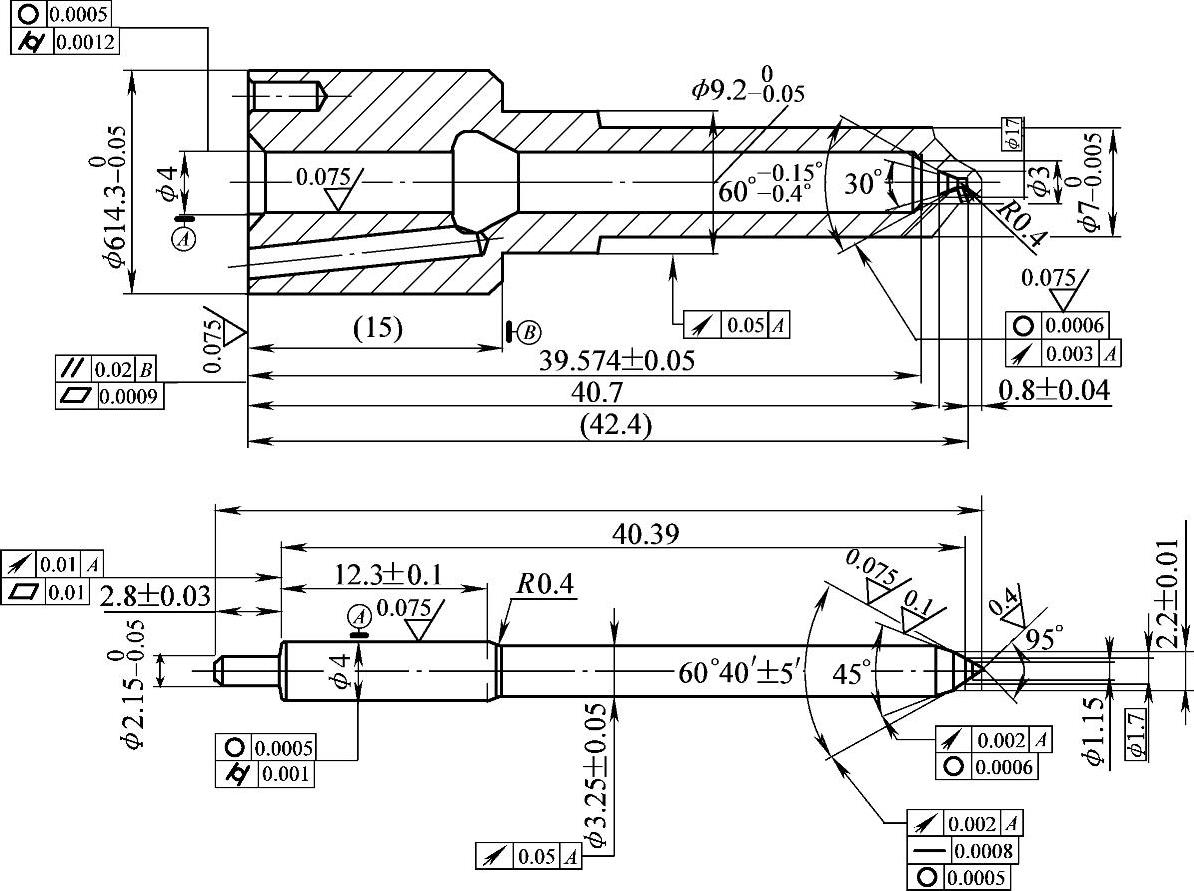
图10-11 长形孔式喷油嘴偶件(针阀体与针阀)
1.针阀体
(1)针阀体内腔和外表面成型——初加工
工序为:①坯料制备。②枪钻中孔及座面。③数控内外表面成型。④钻定位销孔和进油孔。⑤高频窄脉冲ECM电解油槽。
设备为:冷挤压成型机、TBT枪孔钻(图10-10)、数控车削中心、数控铣削中心和高频窄脉冲ECM设备等。
(2)热处理
工序为:①真空渗碳和真空淬火。②冰冷时效。
设备为:真空渗碳设备、真空淬火设备和冰冷时效设备等。
(3)热处理后精加工
工序为:①外表面精磨加工。②中孔、座面和端面超精磨。③电火花钻喷孔。④挤压珩磨喷孔,其工作原理参如图10-12所示。⑤精珩中孔(配珩)。⑥喷孔流量检测。
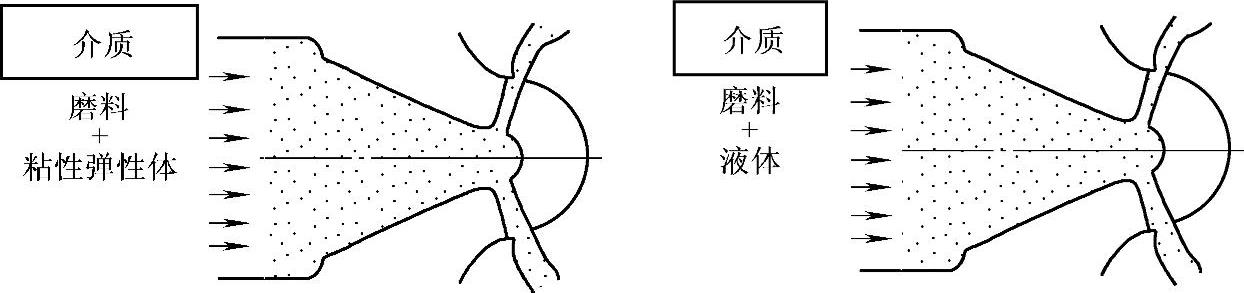
图10-12 喷孔挤压珩磨示意图
设备为:数控外圆成型磨床、UVA或BAHMULLER公司生产的高精度中孔座面磨床(图10-13)、KADIA公司生产的中孔超精珩磨机床(图10-14)、POSALUX电火花喷孔加工机床(图10-9)、SANPLUS微细孔挤压珩磨机(图10-15)和SANPLUS流量检测设备等。

图10-13 BAHMULLER公司生产的高精度中孔座面磨床
 (www.daowen.com)
(www.daowen.com)
图10-14 KADIA公司生产的中孔超精珩磨机床
2.针阀
(1)针阀成型——初加工
工序为:①坯料制备。②数控外表面成型。
(2)热处理
工序为:①真空淬火。②冰冷时效。
(3)热处理后精加工
工序为:①两级外圆粗、半精无芯切入磨。②三锥面半精磨。③无芯超精磨两级外圆。④双锥面超精磨。
设备为:GHIRINGHEILLI或MIC-ROSA公司的高精度无芯磨床、BAH-MULLER或STUDER公司的高精度锥面磨床等。
(4)针阀导向外圆或双锥面镀耐磨层
3.喷油嘴偶件清洁度控制
清洁度控制也是包括喷油嘴偶件在内的燃料供给系统所有关键零部件制造过程中的重要项目,例如,对于喷油嘴偶件的清洁度值应小于0.15mg,颗粒度小于0.1mm×0.1mm。
虽然国内外各大公司对去毛刺和清洗工艺安排并不完全相同,但清洗方法和设备则基本上是一致的,它们是:超声波清洗、负压碳氢化合物清洗(图10-16)、中低压水剂加清洗液清洗、30~50MPa高压水剂加清洗液清洗等。

图10-15 SANPLUS公司生产的微细孔挤压珩磨机床

图10-16 负压碳氢化合物清洗装置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






