
(一)自动设置支撑
RP工艺能加工任意复杂形状的零件,但其层层堆积的特点决定了原型在成型过程中必须具有支撑(它起到固定原型制件的作用)。有些RP工艺中的支撑是快速成型过程中自然产生的,如LOM工艺中切碎的纸、3DP工艺中未粘结的粉末、SLS工艺中未烧结的材料等都将成为后续加工层的支撑材料。而对于FDM工艺、SLA工艺等,则必须由手动设置添加支撑结构或通过软件自动添加支撑结构,否则,在分层制造过程中,当后加工的截面大于先加工出的截面时,上层截面露出的部分就会由于无支撑结构,且未及时固化而悬浮于空中,严重者会造成局部截面的塌陷或变形,从而影响原型制件的成型精度,更严重者可能会致使原型制件不能成型。因此,为了保证原型制件的悬垂部分能有效固定,在FDM、SLA等成型工艺中,需根据工艺参数、特点以及原型制件的外形添加合理的支撑结构,才能使RP工艺顺利完成。
支撑按其作用不同分为对零件原型的支撑和基底支撑。图5-16所示为基底支撑,它直接添加在工作台上,对所制作的原型制件(人体脊柱尾骨部分)起到支撑作用。它的作用主要有:便于原型制件从工作台上取出;有利于减小或消除翘曲变形。图5-17所示为对零件原型制件(显示器内部)的支撑结构。
(二)手动设置支撑
手动添加支撑时,需着重考虑如下几方面因素:
1.支撑的可去除性 当RP原型制件加工制造完毕后,必须将支撑与原型制件分开。若支撑与原型制件粘结过于牢固,有时在去除支撑时会破坏原型制件,从而降低原型的表面质量。因此,在能保证支撑强度的情况下,支撑与原型结合部分的接触面应尽可能小,如图5-18所示。这样的支撑去除容易,而且对原型制件表面质量的影响也很小。
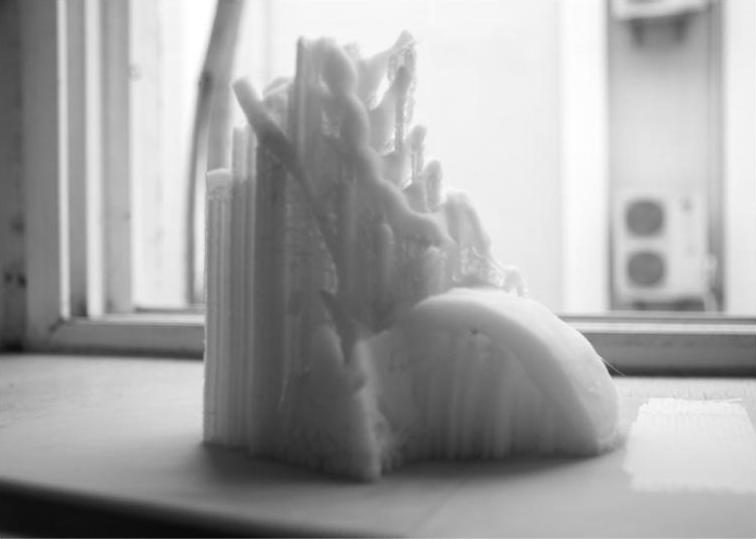
图5-16 人体脊柱尾骨部分的基底支撑结构

图5-17 显示器内部的支撑结构
目前,FDM工艺已研发出水溶性支撑材料,即当RP原型制件加工完毕后,将原型制件与支撑结构混合体置于水中,支撑材料遇水溶化,从而可以方便地去除支撑结构而又不损伤工件表面。(www.daowen.com)
2.支撑的强度和稳定性 支撑是为原型制件提供支撑和定位等的辅助结构,因此支撑结构必须具有一定的强度和稳定性,真正起到对原型制件的支撑作用。若只考虑支撑与原型制件的接触面尽可能小,而忽略支撑的强度,那么连支撑自身都很容易变形,就不可能起到其应有的支撑作用,从而影响原型制件的精度和表面质量。
3.支撑的加工时间 RP工艺与传统加工工艺相比,最显著的优势就是高效与快速。但是,支撑的加工也要消耗一定的时间,因此在能够满足支撑作用的情况下,支撑结构应尽可能小,从而减少支撑的加工时间。此外,还可以节省支撑材料。
另外,手动添加支撑结构的方法在RP工艺中应用有限,它有以下几个缺点:
(1)支撑的添加易受人为因素的影响,质量难以保证。如图5-18所示,在鼠标表面人工添加的支撑结构去除后,鼠标的表面质量难以保证。
(2)支撑添加的质量取决于设备操作,工艺规划时间长。

图5-18 在鼠标表面手动添加支撑结构
构,因此手动添加支撑结构的方法不灵活。
(3)添加支撑的一些参数若需改变,则需重新添加全部的支撑结
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





