STL数据格式属于三维面片型的数据格式。目前,国际市场上的大多数CAD软件几乎都配有STL数据文件的接口,STL文件也是大多数RP系统使用最多的数据接口格式,它已成为RP技术领域公认的行业标准。STL数据文件在RP系统中的作用如图5-3所示。

图5-3 STL数据文件在RP系统中的作用
STL数据格式的出发点就是用小三角形面片的形式去逼近三维实体的自由曲面,即它是对三维CAD实体模型进行三角形网格化得到的集合。在每个三角形面片中,STL数据格式都可由三角形的三个顶点、指向模型外部的三角面片的法矢量组成,即STL数据格式是通过给出三角形法矢量的三个分量及三角形的三个顶点坐标来实现的。STL文件实体模型的所有三角面片,如图5-4所示。图5-5所示为采用STL数据格式描述的CAD模型。
STL文件是目前RP技术中应用最广的数据接口格式,它具有以下显著优点:输入文件广泛,几乎所有的三维几何数据模型都可以通过三角面片化生成STL文件;生成方法简单,大部分三维CAD软件都具备直接输出STL文件的功能,且能初步控制STL的模型精度;分层算法较为简单;当所制作的模型体积较大不能一次成型时,易于分割。
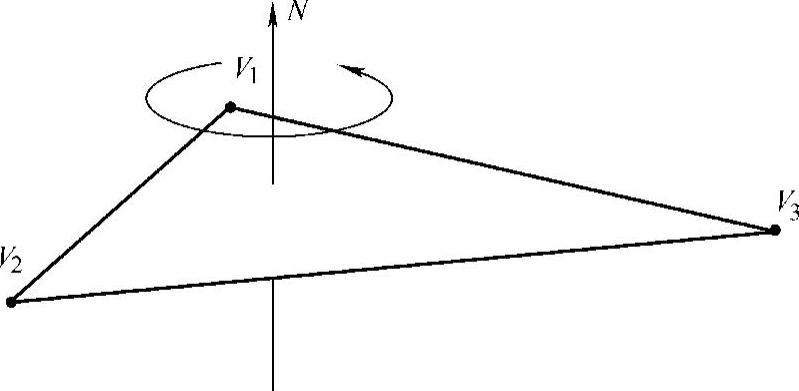
图5-4 三角面片
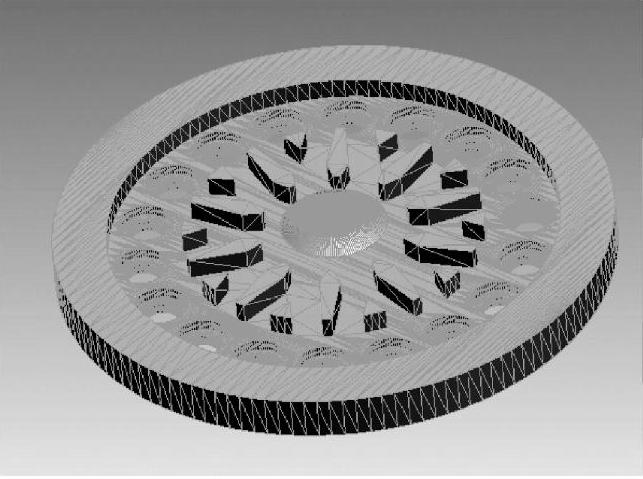
图5-5 采用STL数据格式描述的CAD模型
但是STL文件格式也有自身的缺点:数据量极大;有冗余现象;在数据的转换过程中有时会出现错误;由于是采用三角形面片的格式去逼近整个实体,因此存在逼近误差等。因此,STL文件格式在数据处理速度、准确性和稳定性方面还有待提高。
(一)STL文件的精度
前面讲到,STL文件的数据格式是采用小三角形面片的形式去逼近三维实体模型的外表面,因此小三角形数量的多少将直接影响模型的成型精度。选取的三角形面片越多,则制作出来的模型制件的精度就越高。但是,过多的小三角形面片会造成STL文件过大,会加大计算机的存储容量,从而增加RP系统用于切片的处理时间。因此,当从三维CAD/CAM软件输出STL格式文件时,应该根据模型的复杂程度、快速原型的精度要求等各方面进行综合考虑,以选取最恰当的精度指标和控制参数。
输出STL格式文件的精度控制参数与RP成品制件的质量密切相关。STL文件逼近CAD模型的精度指标实质上就是小三角形的数量的多少,也即三角形平面逼近曲面时的弦高的大小。
弦高是指三角形的轮廓边与曲面之间的径向距离,如图5-6b所示。用多个小三角形面进行组合来逼近CAD模型表面,这只是原始模型的一阶近似,它不包含邻接关系信息,不能完全彻底地表达出原始设计的意图。因此,它距离真正的模型表面有一定的误差。图5-6a所示为球体输出STL文件时的三角形划分,从图中可以看出,弦高的大小决定着三角形的数量,也直接影响输出成型制件的表面质量。
由此可见,STL文件的误差是由曲面到小三角形面的距离误差或弦高差(指近似三角形的轮廓边与曲面之间的径向距离)控制的。精度要求越高,选取的三角形应该越多。图5-7所示为弦高值为50.8mm(2in)时的三角形面,图5-8所示为弦高值为25.4mm(1in)时的三角形面,图5-9所示为弦高值为1.27mm (0.05in)时的三角形面。从这三张图可以看出,过多、过密的三角形面会引起系统存储容量的增加,切片的处理时间同时也会增加。因此,选取的精度指标和控制参数应根据CAD原型以及RP技术的要求进行综合考虑。
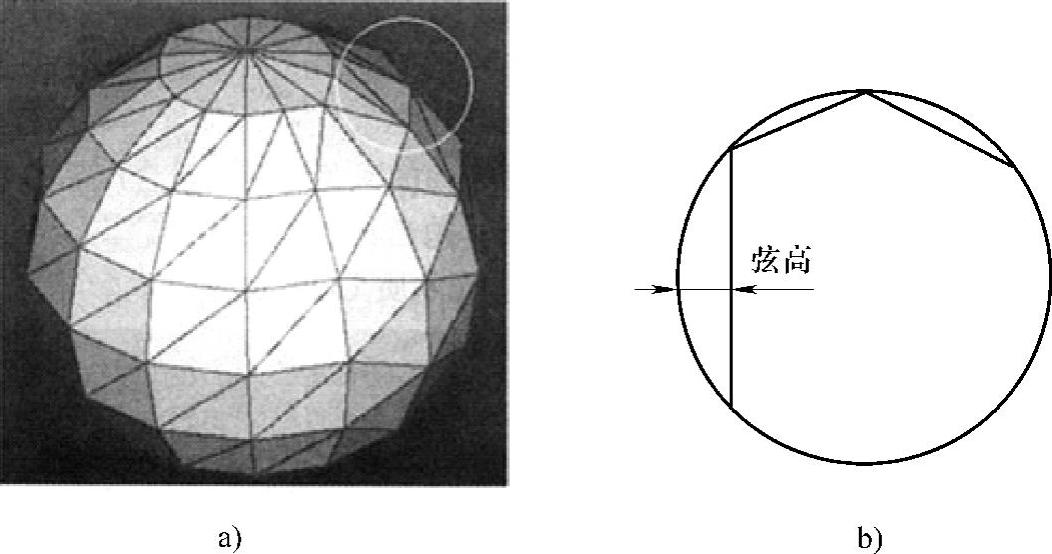
图5-6 STL数据格式描述的CAD模型
a)球体输出STL文件时的三角形划分 b)弦高
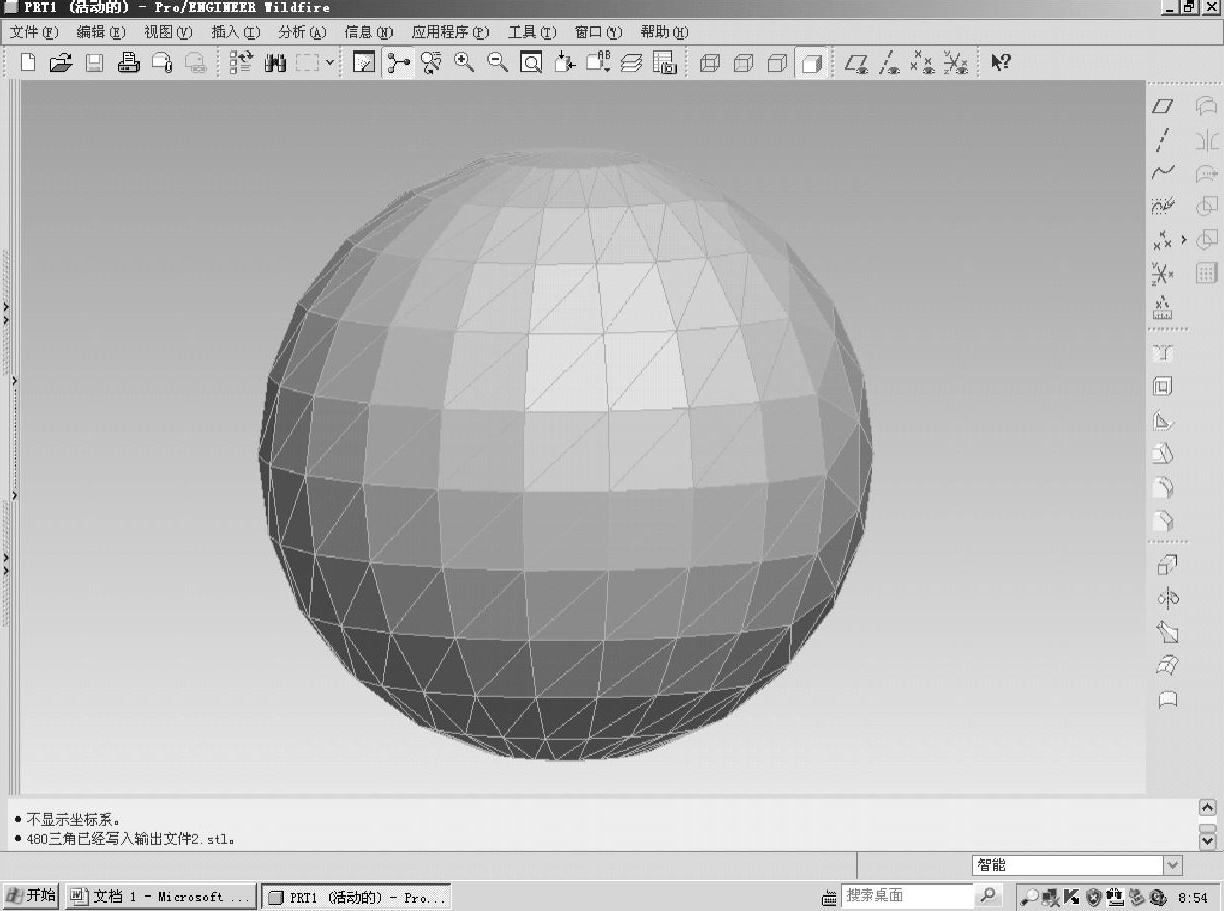
图5-7 弦高值为50.8mm(2in)时的三角形面
(二)STL文件格式的基本原则
1.共用顶点原则 三维实体模型在进行三角网格化后,每一个小三角形的形面必须与相邻的小三角形形面共用两个顶点,即一个小三角形形面的顶点必须落在相邻三角形形面的点上,而不是边上。
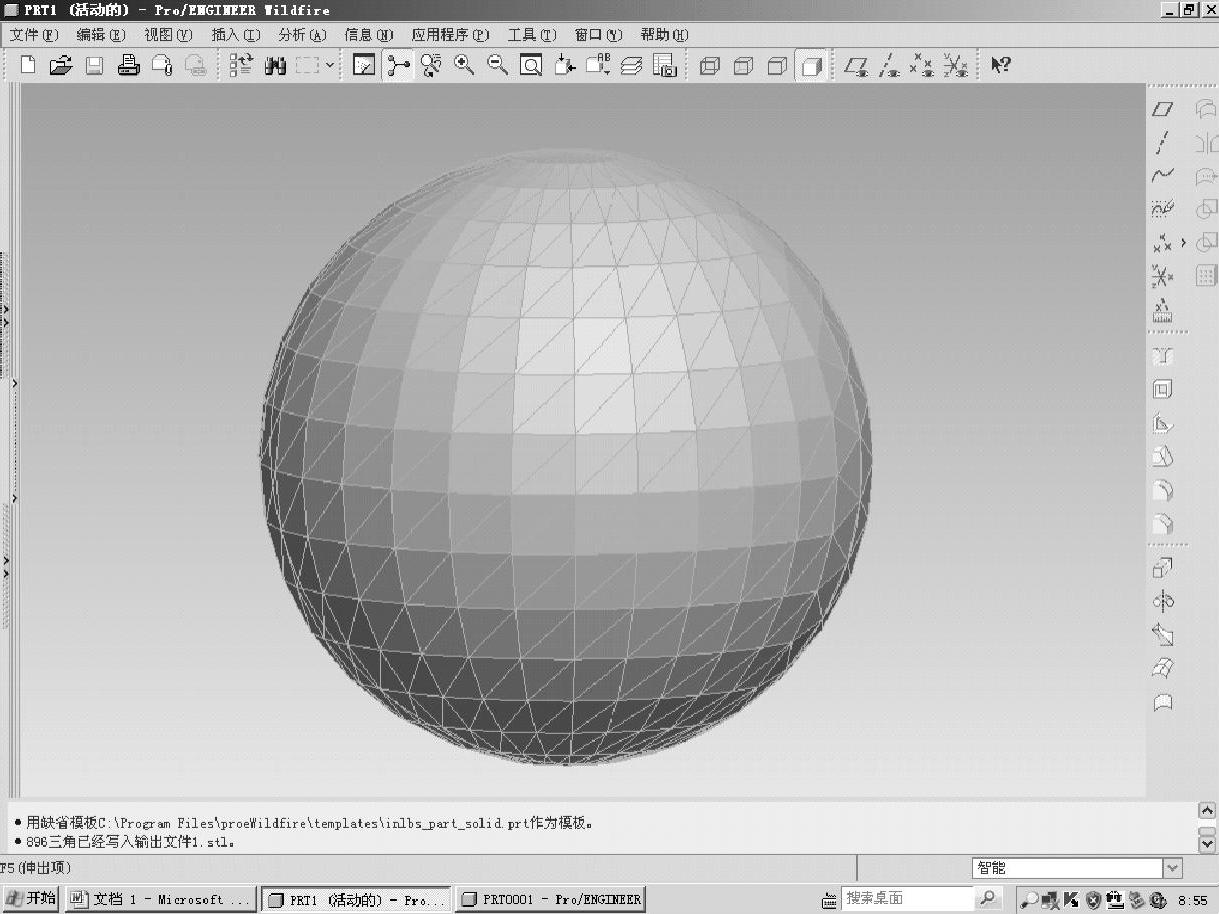
图5-8 弦高值为25.4mm(1in)时的三角形面
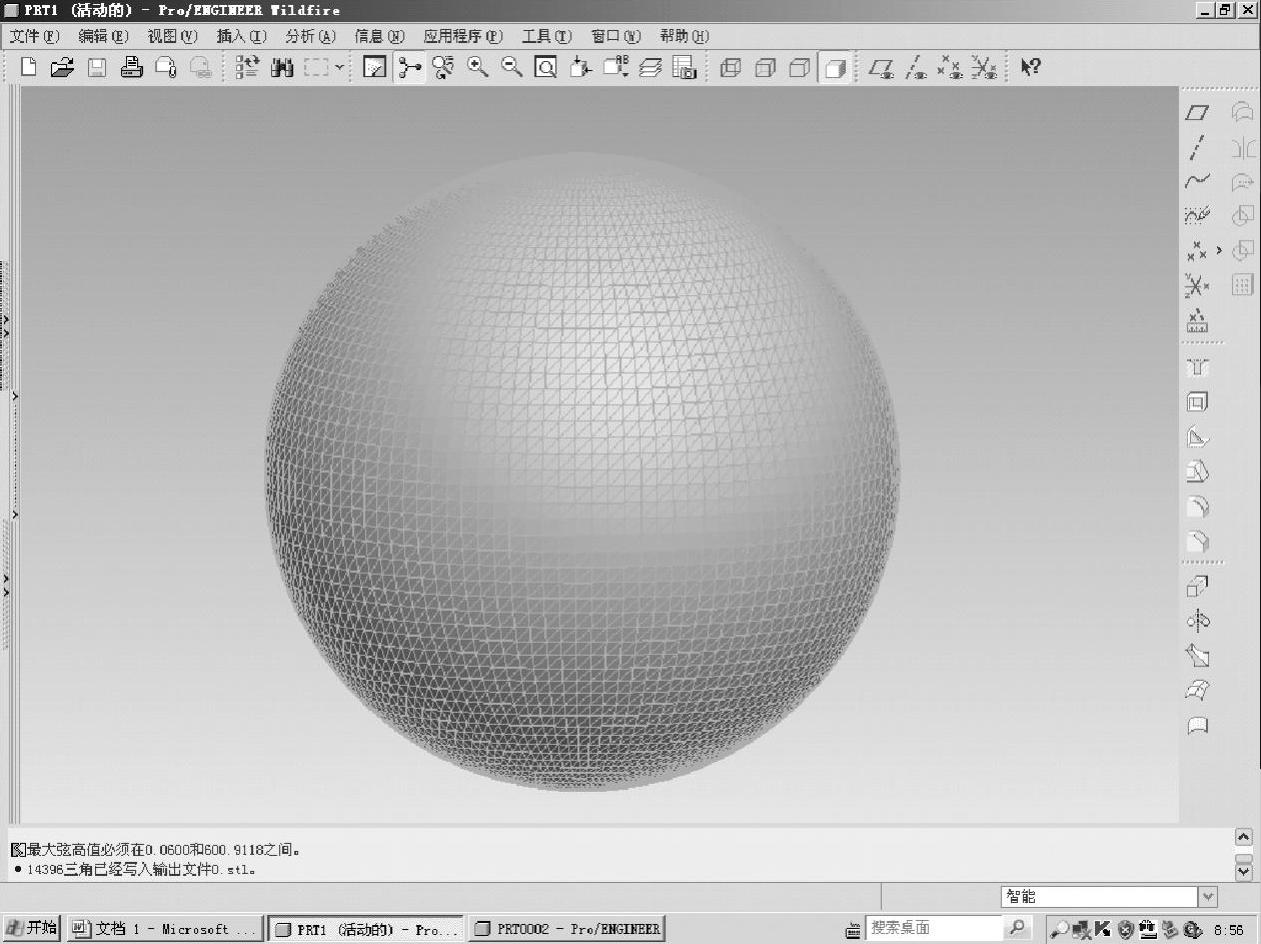
图5-9 弦高值为1.27mm(0.05in)时的三角形面
例如图5-10a中的四个三角形共顶点A,此种表达是正确的;而图5-10b所示的两个三角形共用顶点A,但A点落在了另一大三角形的边上,因此此种表达方法是错误的。
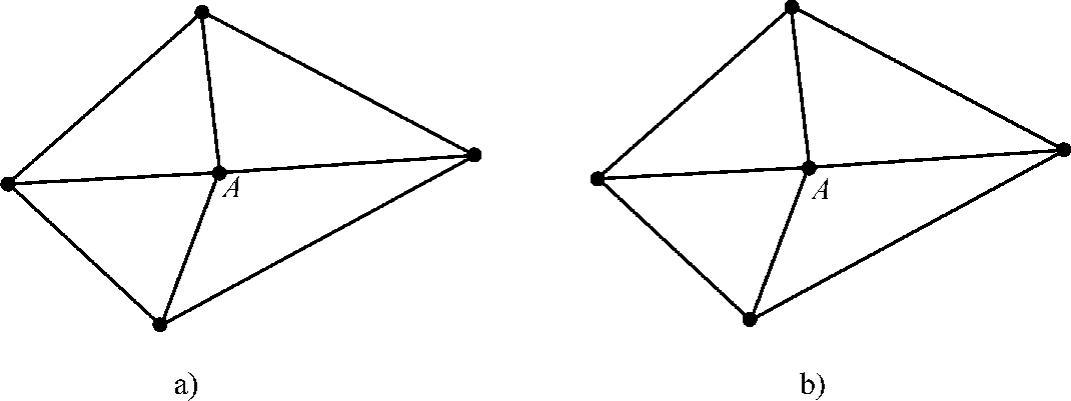
图5-10 共用顶点原则例子
2.取向规则 对于STL文件格式的每一个小三角形面,以顶点排序表示边的矢量,三个顶点连成的表面法线的矢量方向依据右手法则来确定。如图5-11a所示,三角形法线的矢量箭头方向是朝向纸张的外面,即表达为外表面,反之则表达为内表面;如图5-11b所示,相邻的两个三角形面的矢量箭头方向都是朝向纸张的里面,因此此种表达方式是正确的;如图5-11c所示,相邻的两个三角形面的矢量箭头取向互相矛盾,因此此种表达方式是错误的。(https://www.daowen.com)
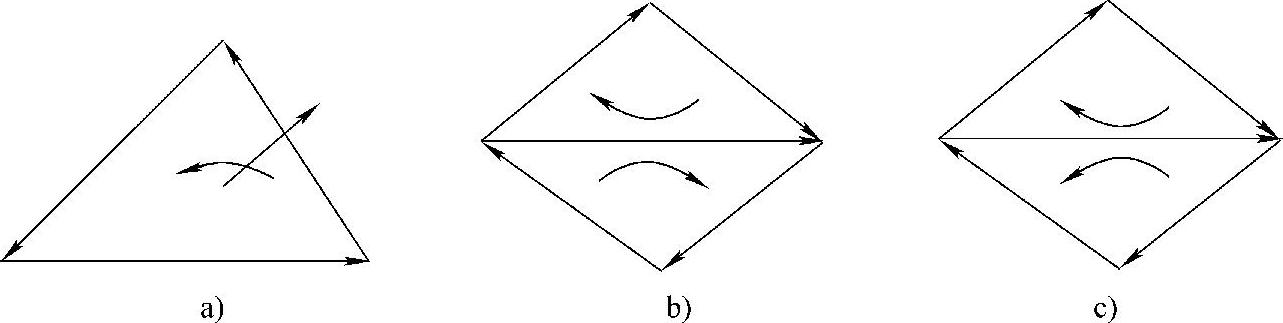
图5-11 取向规则示例
3.取值规则 STL文件格式的每一小三角形面的顶点坐标值都应该为正值,不能出现零和负数。
4.充满原则 STL文件格式的模型的所有表面都须布满小三角形面片,不能有遗漏之处,即不能出现有些地方无三角形形面。如图5-12所示的间隙之处,应补全小三角形面,消除错误,否则在进行快速成型时会出现破面现象。
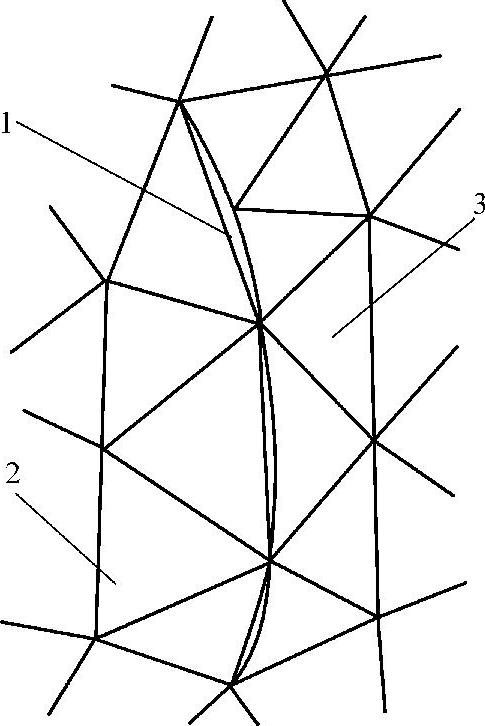
图5-12 充满原则示例
1—间隙 2—表面1 3—表面2
(三)STL文件错误格式的修补方法
为了保证RP工艺快速并顺利进行,在进行RP加工之前,需对STL文件进行审核、编辑以及修改等工作。目前,已有一些专用于STL文件的审核与编辑修改的软件,如比利时Materi-alise N.V.公司开发的Magics软件、美国Im-ageware Copy开发的Rapid Prototyping Module软件等。其中Magics软件对STL文件的编辑与修复功能最为强大。
Magics软件专门适合STL文件的研发与创新,具备完整的STL文件的解决方案,并且支持多种软件的输入格式,如Pro/E、IGES、VDA、STEP、UG、CATIA等软件的格式。因此,此软件几乎与大部分三维CAD建模软件相兼容。
此外,针对快速成型问题,此软件中的Magics RP功能模块能编辑、控制整个RP的成型过程,并且它能提供以下各种功能:浏览和测量STL文件;修改、分割与切片分析STL文件;进行布尔运算,生成中心腔体;进行模型表面缺陷的检测工作。
Magics软件对STL文件主要有两种修复方式:对零件进行全局性修改和局部性修改。全局性修改指的是全自动的、对整个三维CAD模型进行修复;局部性修改是指通过人工手动的方式,逐一修改STL文件中的一些小错误,如间隙、空洞、交叉、重叠面等错误。具体修复的步骤和内容大致有以下几步:
1.观察 Magics软件提供了观察功能,能各个角度观察STL格式文件所表达的三维模型(包括其内部结构),获得正确的截面轮廓形状,以便更好地了解STL格式文件所表达的模型。
2.测量 对STL格式文件所表达的模型进行点与点、线与线、弧与弧之间的三维测量。
3.变换 可对STL文件进行各种变换,如复制、分割、镜射、缩放、减少三角形数量、布尔运算等。
4.修改 可修改STL文件中的错误,如调整法线方向、缝合、填充裂缝等。
5.形成支撑结构 有些RP工艺需要设计一些支撑结构,支撑结构的形式有多种多样,可通过人机交互形成最佳的适合原型制件的支撑结构。
图5-13所示为一种设计较为合理的脚手架式支撑结构。这种结构的最大优点是能大大节省制作时间、材料,以及支撑结构易于分离。
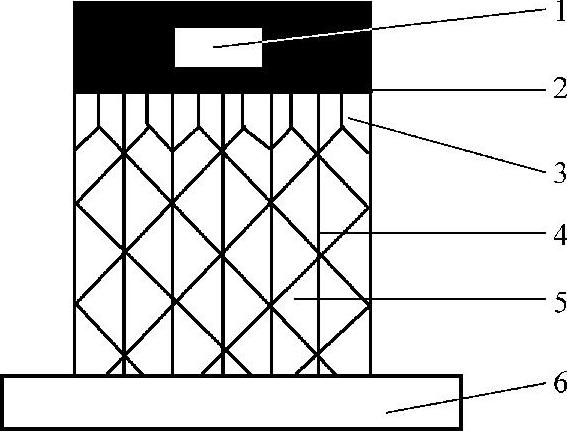
图5-13 脚手架式支撑结构
1—工件 2—连接点 3—针柱 4—脚手架 5—孔眼 6—工作台
6.输出 按照事先设定好的方向及位置,在快速成型设备上制作出成型制件,同时估算出制作成型制件所需费用和时间。
(四)STL文件的导出方法
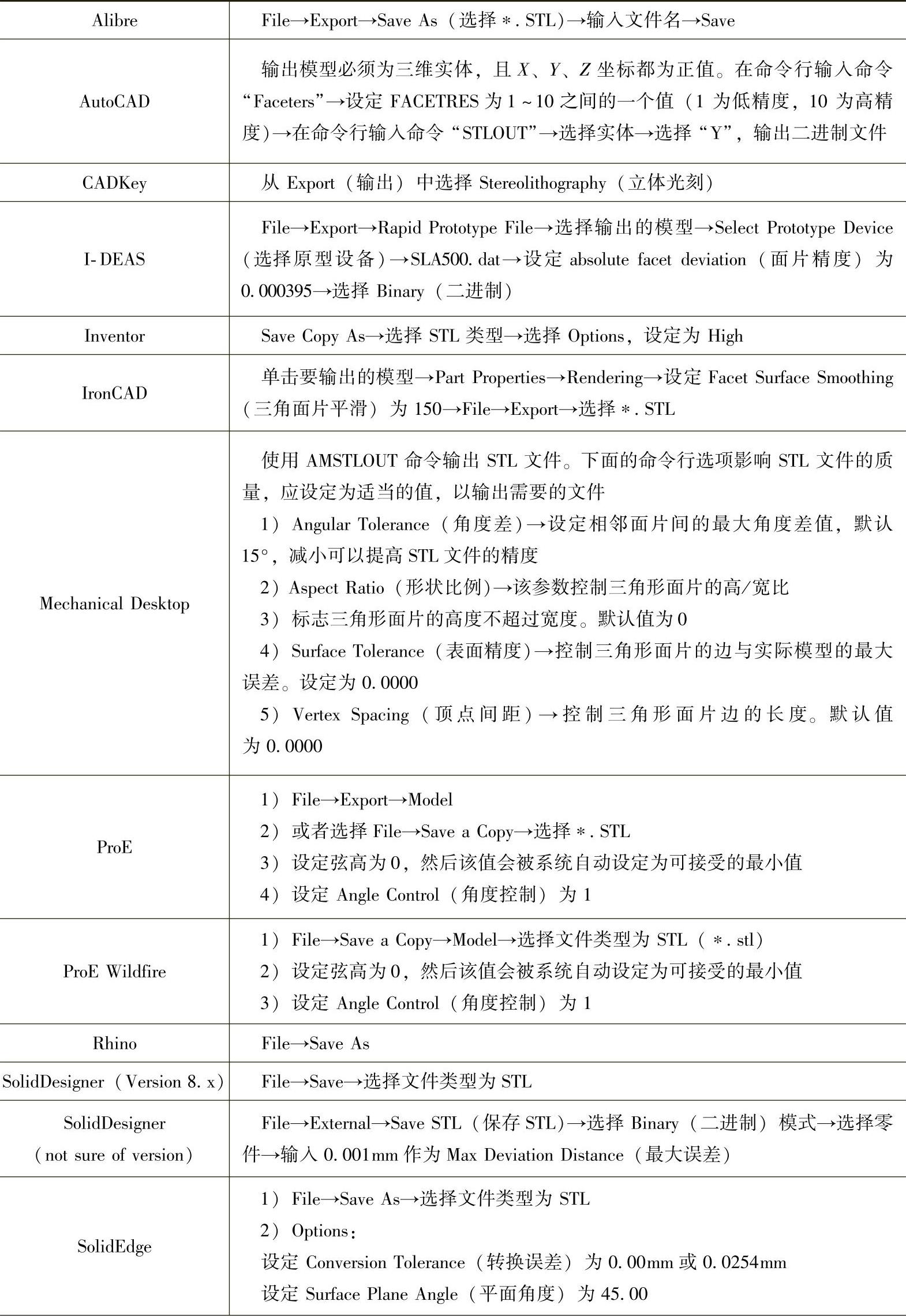
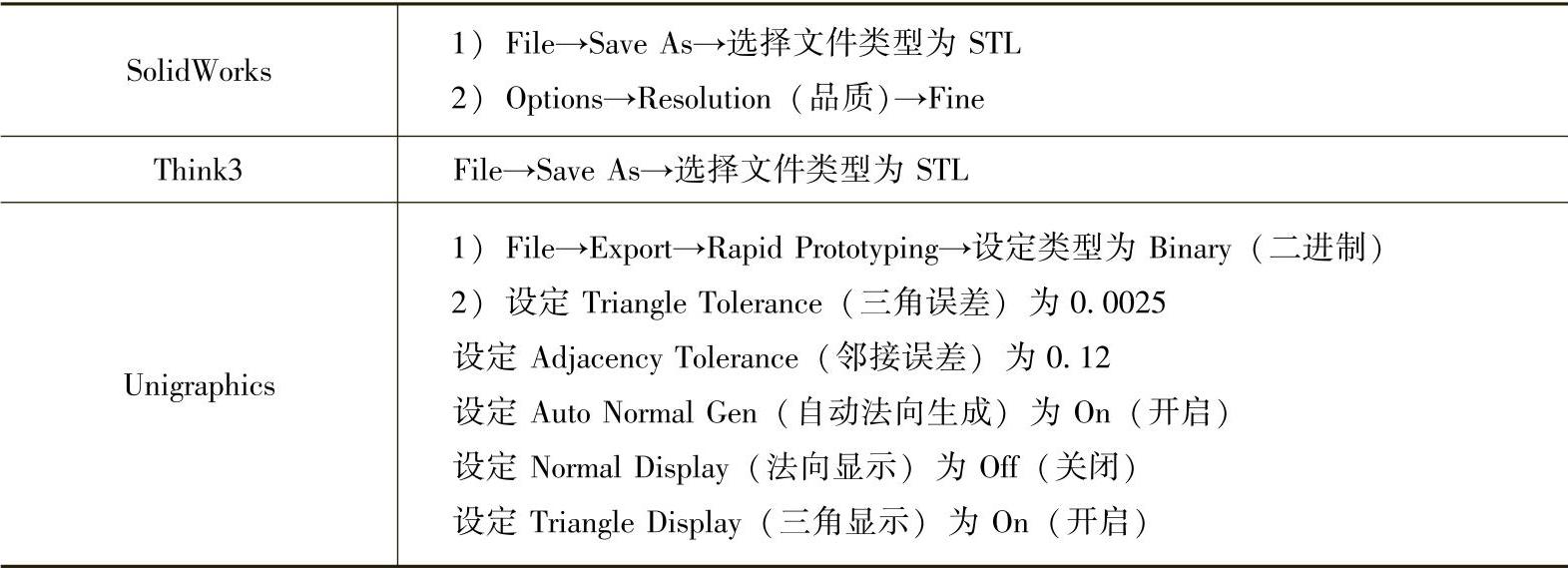
利用三维建模设计软件(如Pro/E、SolidWorks、Unigraphics、AutoCAD等)设计和构建三维CAD模型,然后输出为STL格式的文件,其最佳导出方法见表5-1。
表5-1 STL文件的最佳导出方法
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





