【摘要】:图2-49所示为LOM后处理的具体步骤。图2-49 LOM后处理的具体步骤a)从制块中起出原型制件 b)剔除外部废料 c)剔除内部废料 d)原型制件(二)模型表面的后处理为了使原型制件的表面质量以及机械强度等性能满足用户的需要,在确保其尺寸稳定性、精度等方面满足要求外,还需对原型制件的外表面进行打磨、修补、涂漆防潮等后处理工序。图2-50 经后处理的某电器上壳木质LOM原型制件

从LOM快速成型设备上取下的原型制件是埋在叠层块当中的,必须剔除外部、内部废料及支撑结构等。其主要后处理工艺过程如下:
(一)废料的去除
废料的去除是将LOM工艺中产生的废料及支撑结构与原型制件进行分离。网格状废料通常需要采用手工剥离的方法在成型后剥离。图2-49所示为LOM后处理的具体步骤。
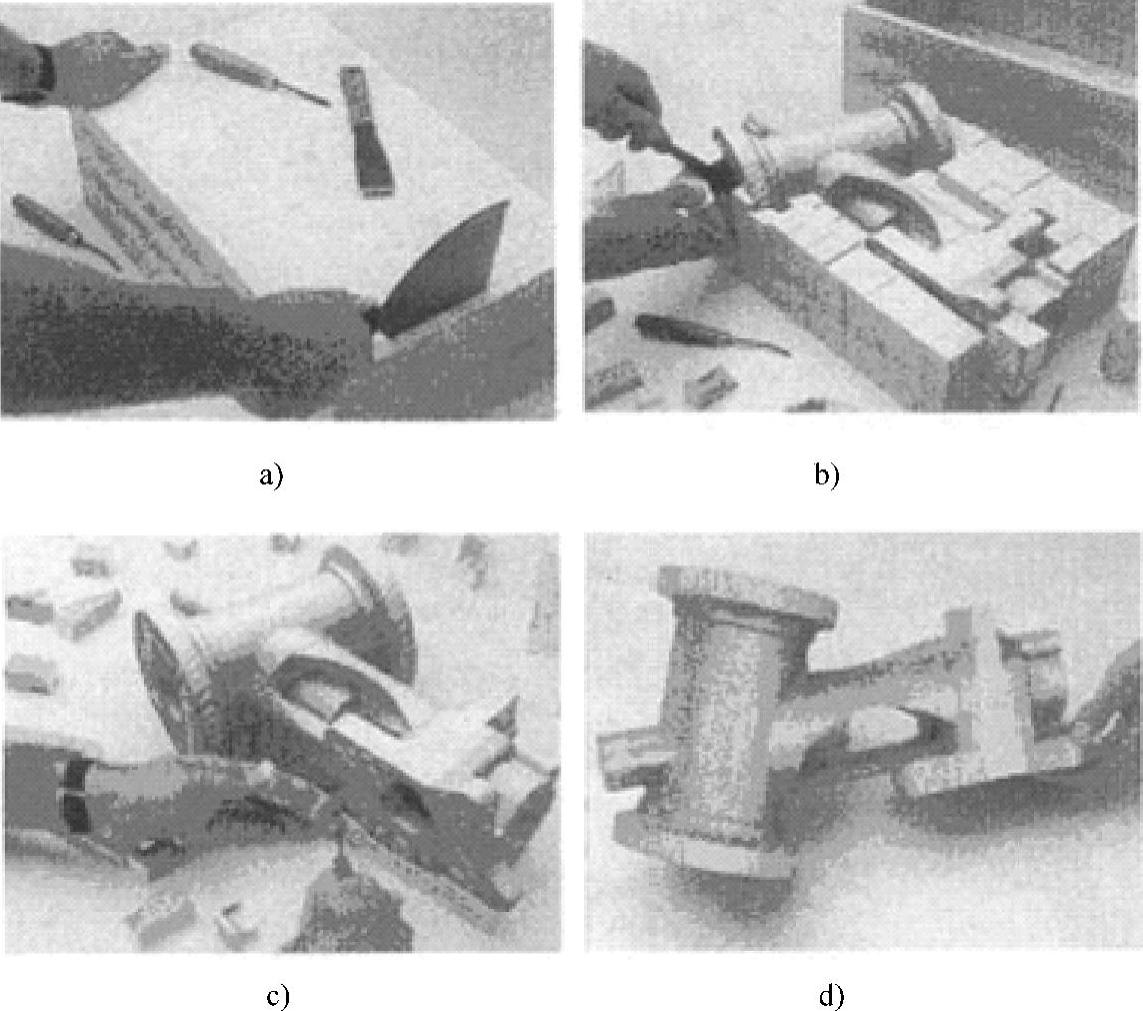
图2-49 LOM后处理的具体步骤
a)从制块中起出原型制件 b)剔除外部废料 c)剔除内部废料 d)原型制件
(二)模型表面的后处理(www.daowen.com)
为了使原型制件的表面质量以及机械强度等性能满足用户的需要,在确保其尺寸稳定性、精度等方面满足要求外,还需对原型制件的外表面进行打磨、修补、涂漆防潮等后处理工序。例如,当工件表面有小缺陷需修补时,可用热熔塑料、乳胶与细粉料调和成的腻子或湿石膏进行填补,再用砂纸或打磨机打磨和抛光。
当成型工件上有些小而较薄弱的特征结构时,可先在它们的表面涂覆一层增强剂,然后再进行打磨和抛光工序;或先将这些薄弱部分从工件上取下,待打磨和抛光等后处理工序完成后,再用强力胶或环氧树脂将其粘结和定位。
当受到快速成型机最大成型尺寸的限制而无法制作大工件时,可先将这些大型工件的三维模型划分为若干个可制作的小模型,将这些小模型分别进行成型后,在这些小模型的结合部位制作出定位孔,再用定位销和强力胶进行连接,组合成一整体工件。
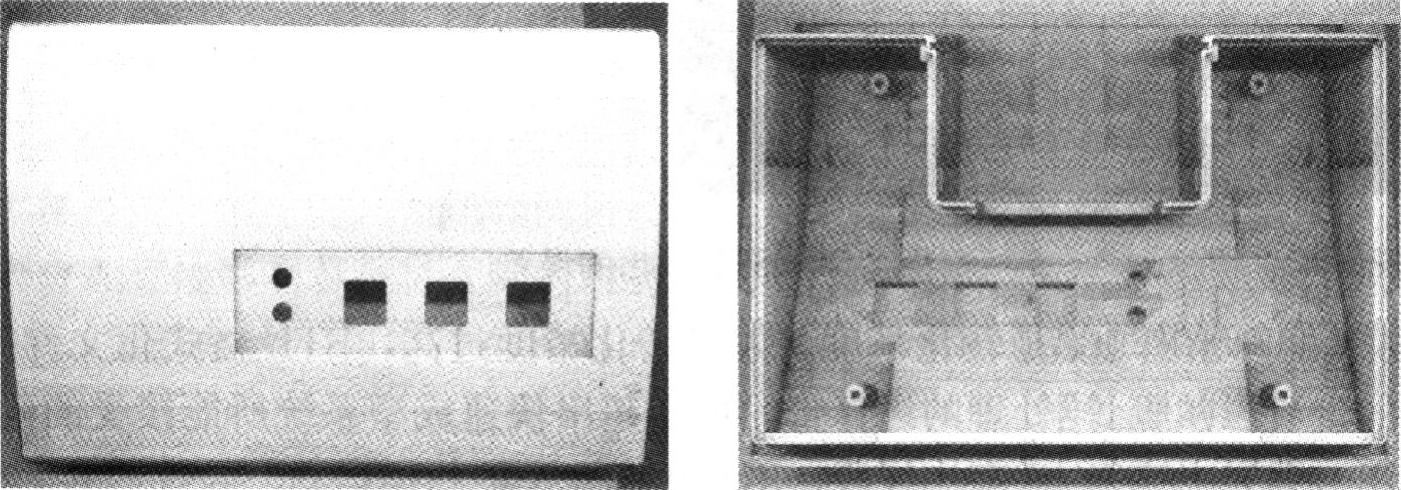
图2-50 经后处理的某电器上壳木质LOM原型制件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





