(一)LOM快速成型原理及工艺过程
LOM设备及工艺原理如图2-45所示。首先将产品模型的三维CAD数据输入LOM成型系统中,用系统中的切片软件对模型进行层层切片,得到产品在高度方向上多个横截面的轮廓线;再由计算机系统发出指令,步进电动机带动主动辊芯转动,进而带动纸卷转动,同时在工作台面上自右向左移动预定的距离;工作台升高至切割位置;热压辊自左向右滚动,对工作台上面的纸以及涂敷在纸下表面的热熔胶进行加热与加压,使纸粘于基底上;激光头依据预先设定好的分层截面
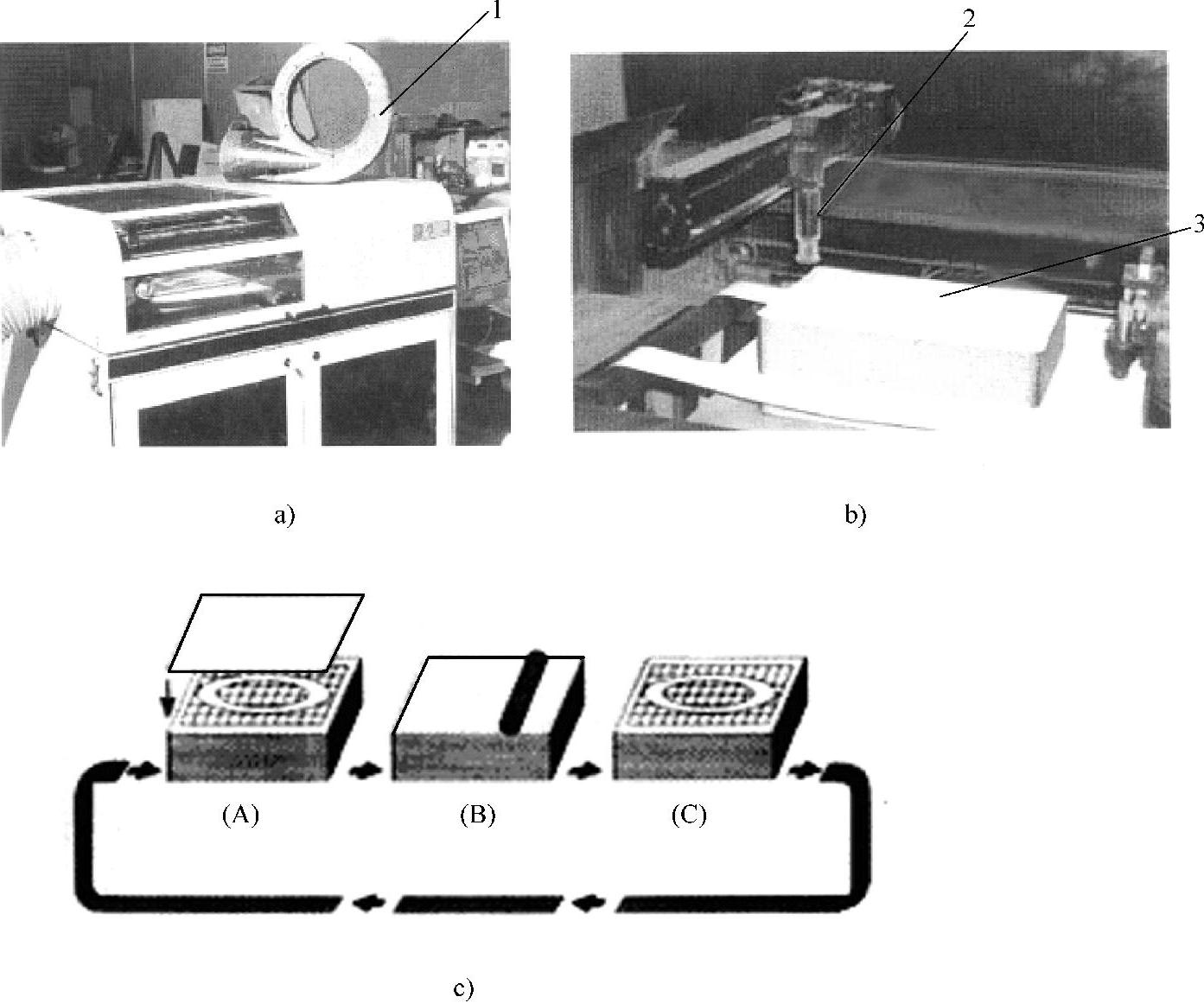
图2-44 LOM 2030H型快速成型机
a)LOM设备 b)LOM工作室 c)LOM工艺过程
1—涡轮鼓风机制件 2—激光头 3—原型制件
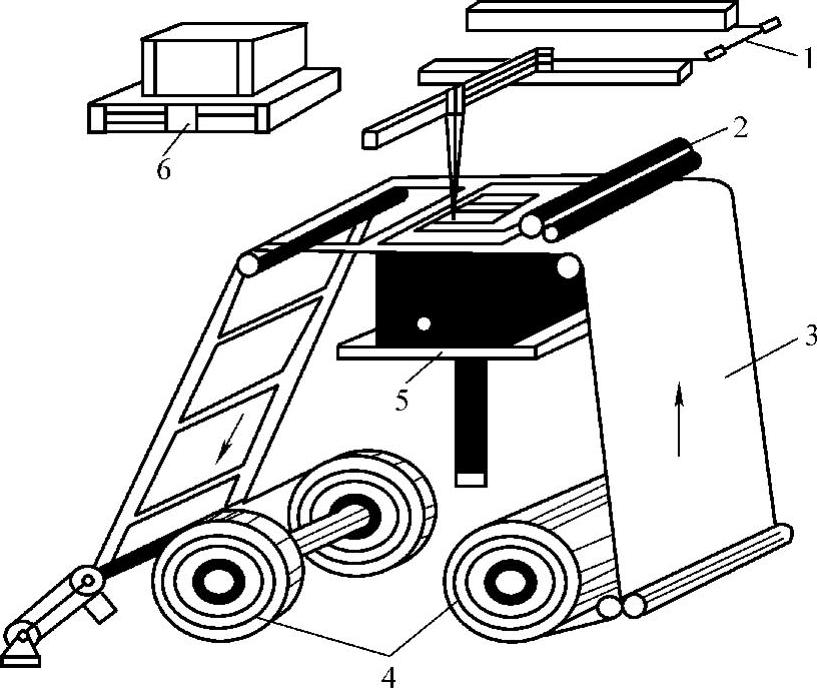
图2-45 LOM设备及工艺原理图
1—激光器 2—热粘压机构 3—纸 4—原材料送进机构 5—工作台 6—计算机
轮廓线进行逐层切割纸的工作。然后,工作台以及被切出的轮廓纸层下降至一定的高度,步进电动机驱动主动辊再次沿逆时针方向进行转动。如此循环往复,直至最后一层轮廓被切割与粘合完毕。
图2-46所示为采用LOM技术进行切割的某一层切割平面。同时将轮廓线外部的纸切割成一个个小方网格,以便模型成型后快速剥离。
最后,从工作台上取下加工好的长方体块,再用小锤敲打,使部分由小网格构成的小立方块废料与产品模型分离开来,或用小刀从模型上剔除残余的小废料块,即可获得三维实体模型。图2-47所示为LOM工艺成型过程示意图。
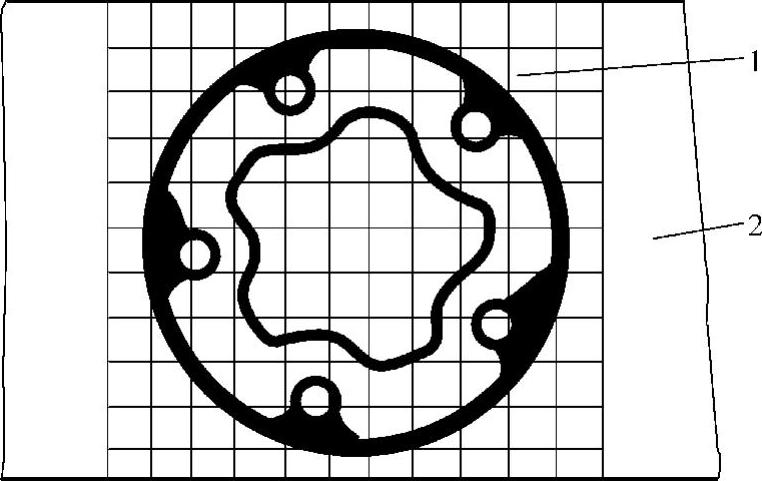
图2-46 LOM技术进行切割的某一层切割平面
1—废料 2—原材料(纸)(https://www.daowen.com)
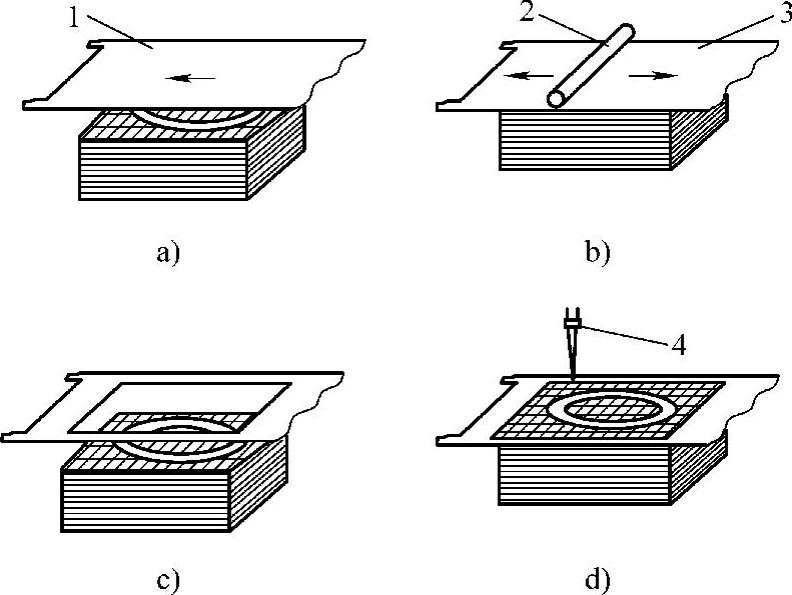
图2-47 LOM工艺成型过程示意图
a)叠加一层新材料 b)热粘压 c)工作台下降 d)激光线切割
1—原材料 2—热粘压机构 3—新一层原材料 4—激光束
(二)LOM快速成型系统的组成
LOM快速成型系统由计算机及控制软件、激光切割系统、原材料存储及送料机构、可升降工作台、热粘压机构等组成,如图2-48所示。
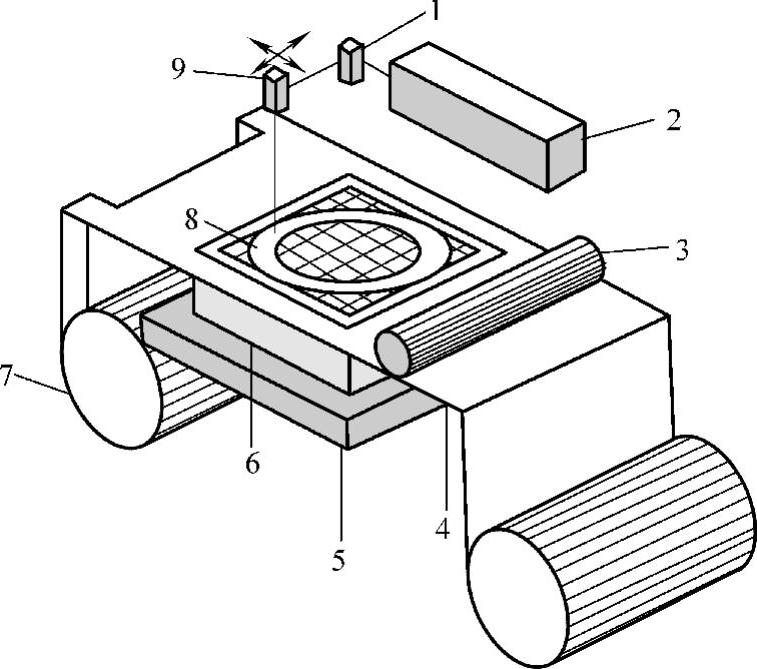
图2-48 LOM工艺系统组成
1—聚焦镜 2—激光器 3—热压辊 4—供纸机构 5—工作台 6—原型制件 7—收纸机构 8—原型制件的某一层 9—激光头
1.计算机及控制软件 LOM系统配有三维数据分层处理软件,可接受∗.stl数据格式,并可将∗.stl数据处理成可分层加工的二维数据格式。
2.激光切割系统 激光切割系统由CO2激光器、激光头、电动机、外光路等组成。激光器功率一般为20~50W。激光头在X-Y平面上由两台伺服电动机驱动做高速扫描运动。为了保证激光束能够恰好切割当前层的材料而不损伤已成型的部分,激光切割速度与功率自动匹配控制。外光路由一组集聚光镜和反光镜组成,切割光斑的直径范围是0.1~0.2mm。
3.原材料存储及送进机构 原材料存储及送进机构由直流电动机、摩擦轮、原材料存储辊、送料夹紧辊、导向辊、废料辊等组成。原料纸套在原材料存储辊上,材料的一端经过送料夹紧辊、导向辊粘于废料辊上。送料时,送料电动机沿逆时针方向旋转一定角度,带动纸料向左前进所需要的距离。在完成当前层的铺覆加工后,送料机构就会重复上述动作,敷设下一层材料。
4.可升降工作台 可升降工作台用于支撑模型工件。每完成一层加工,工作台在数控系统的控制下就会自动下降一个0.1~0.2mm的层厚。
5.热粘压机构 热粘压机构由热压板、温控器及高度检测器、步进电动机、发热板、同步齿形带等组成。热压板上装有大功率发热元件。温控器包括温度传感器和控制器。当送料机构铺覆完一层纸材后,热压机构就会对工作台上方的材料进行热加压,其目的是为保证上下层之间完全粘结。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






