(一)FDM技术原理
FDM技术用材料一般为热塑性材料,如ABS、蜡、PC、尼龙等都以丝状供料。丝状的成型材料和支撑材料都由供丝机构送至各自相对应的喷丝头,然后在喷丝头中被加热至熔融状态;此时,加热喷头在计算机的控制下,按照事先设定的截面轮廓信息做X-Y平面运动;与此同时,经喷头挤出的熔体均匀地铺撒在每一层的截面上。此时喷头喷出的熔体迅速固化,并与上一层截面相粘结。每一个层片都是在上一层上进行堆积而成,同时上一层对当前层又起到定位和支撑的作用。
随着层的高度增加,层片轮廓面积和形状都会发生一些变化,当形状有较大的变化时,上层轮廓就不能给当前层提供足够的定位与支撑作用,这就需要设计一些辅助结构(即“支撑”结构),这些支撑结构能对后续层提供必要的定位和支撑,保证成型过程的顺利实现。这样,成型材料和支撑材料就被有选择性地铺覆在工作台上,快速冷却后就形成一层层截面轮廓。当一层成型完成后,工作台就会下降事先设定好的一截面层的高度,然后喷头再进行下一层的铺覆,如此循环,最终形成三维实体产品或模型。具体的FDM原理如图2-31所示。
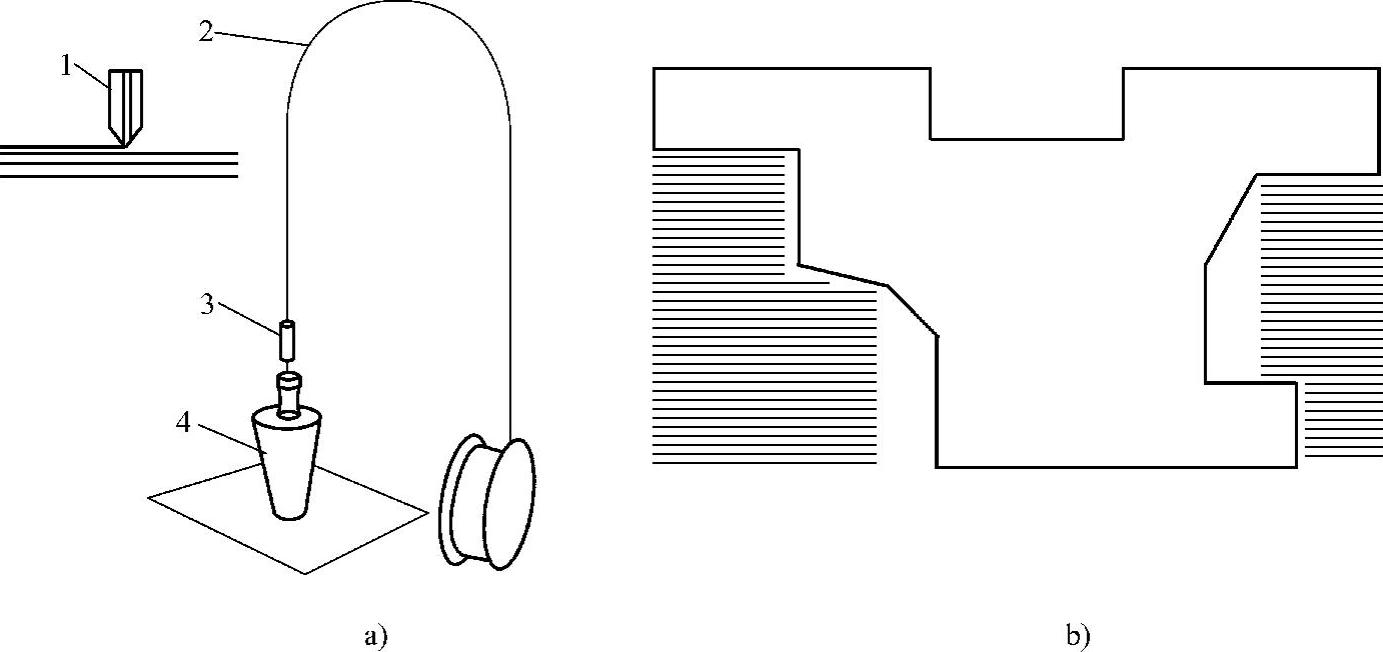
图2-31 FDM原理示意图
a)FDM原理图 b)原型制件与支撑
1—喷头 2—原丝 3—喷头 4—成型工件
(二)FDM系统组成
以清华大学研制出的MEM-250为例,FDM系统主要由机械系统、软件系统、供料系统三部分组成。
1.机械系统 MEM-250机械系统由运动部分、喷头装置、成型室、材料室和控制室等单元组成。机械系统采用模块化设计,各个单元之间相互独立。例如,运动部分完成扫描和升降动作,整套设备的运动精度由运动单元的精度所决定,与其他单元无关。因此,每个单元可以根据自身功能的需求采用不同的设计。此外,运动部分和喷头装置的精度要求较高。
机械系统的关键部件是喷头装置,现以上海富力奇公司研制出的TSJ系列快速成型设备为例介绍喷头的结构。如图2-32所示,沿R方向旋转的同一步进电动机驱动喷头内的螺杆与送丝机构,当计算机发出指令后,电动机驱动螺杆的同时,又通过同步齿形带传动,送料辊将ABS丝等丝束送入成型头。在喷头装置中,丝束被电热棒加热呈熔融状态,并在螺杆的推动下通过铜质喷嘴挤出,按照计算机给定的模型轮廓路径铺覆在工作台上。
2.软件系统 FDM工艺软件系统包括信息处理和几何建模两部分。信息处理部分包括STL文件的处理、工艺处理、图形显示等模块,分别完成STL数据的检验与修复、层片文件的设置与生成、填充线的计算、对成型机的控制等工作。其中,工艺处理部分是根据STL数据文件,判断在产品的成型过程中是否需要设置支撑和进行支撑结构的设计以及对STL数据的分层处理,然后再根据每一层填充路径的设计与计算,以CLI格式输出,并产生分层CLI文件。
几何建模部分是由设计师使用三维CAD建模软件(如Pro-E、AutoCAD、SolidWorks等)构造出产品的三维数据模型,或利用三维扫描测量设备获取的产品的三维点云数据资料,重构出产品的三维数据模型,最后以STL文件的格式输出产品的数据模型。(www.daowen.com)
3.供料系统 MEM-250制造系统要求FDM的成型材料及支撑材料为直径2mm的丝束,而且丝束具有较低的收缩率和一定的强度、硬度以及柔韧性。一般的塑料、蜡等热塑性材料都可以使用。目前研制较成功的丝束有蜡丝和ABS丝。
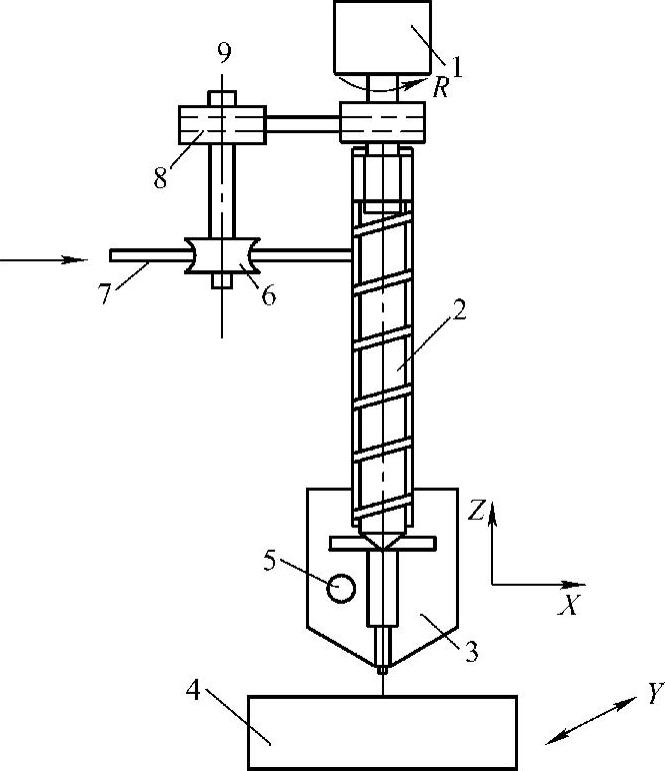
图2-32 TSJ系列快速成型系统喷头结构示意图
1—电动机 2—螺杆成型头 3—喷嘴
4—工作台 5—电热棒
6—送料辊 7—原丝材
8—齿形带传动 9—送丝机构
将ABS等丝束材料缠绕在供料辊上,电动机驱动辊子旋转,辊子和丝束之间的摩擦力能使丝束向喷头的出口送进。喷头的前端部位装有电阻丝加热器,在其作用下,丝束被加热和熔融,然后流经喷嘴后铺覆至工作台上,冷却后就形成一层层的轮廓界面。由于受到喷嘴结构较小的限制,加热器的功率不大,FDM所选用的丝束一般为熔融温度不太高的热塑性塑料或蜡。丝束熔融沉积的层厚随喷头的运动速度、喷嘴的直径而变化,通常铺覆的层厚为0.15~0.25mm。
FDM快速成型技术在制作模型制件的同时需要制作支撑结构。因此,为了节省材料成本和提高沉积的效率,可以设计出多个喷头。如图2-33所示,该FDM设备采用了双喷头装置,其中一个喷头用于制作模型制件,另一个喷头用于制作支撑材料。一般来说,用于制作模型制件的材料精细且成本较高,同时制作效率也较低;而用于制作支撑的材料较粗且成本较低,因此制作的效率也较高。双喷头的优点除了考虑到制作效率和成本以外,还可以灵活地、自己随意地进行选择一些特殊的支撑结构,以使得成型制件的外形更加完美。此外,还可以采用最近刚研制出的水溶性支撑材料,以便后处理过程中支撑材料可被简便、快捷地去除。
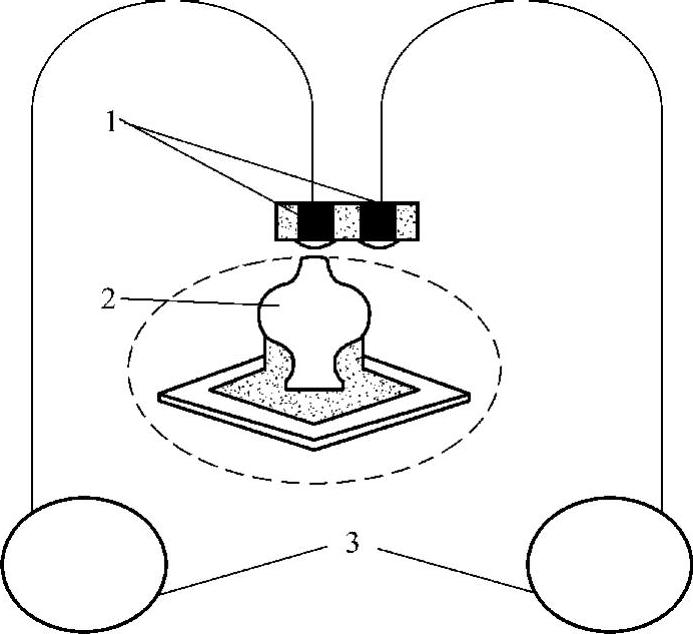
图2-33 FDM双喷头的工艺原理
1—喷嘴 2—原型制件 3—原丝材
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






