目前研究SLS技术及设备的机构和单位有:DTM公司、EOS公司、3D System 公司、华中科技大学、中北大学(原华北工学院)和南京航空航天大学、北京隆源公司等。
3D System公司推出的Sinterstation HiQ系列产品采用智能温控系统,提高了造型质量并缩短了后处理时间,充分提高了材料的利用率。另外,该公司推出的Sinterstation HS系列产品的激光器功率为100W,激光传输系统成型速度是Sinterstation HiQ产品的1.8倍,其成型材料种类较多,热塑料粉末、金属粉末、热橡胶粉末和高分子复合材料粉末等都可用于加工成型。
近期,北京隆源公司在推出AFS-300成型机以后,又推出了AFS-320、AFS-450等成型机型。其中AFS-320成型设备的主机与电控柜结构可进行拆分,并且一次成型制件的尺寸最大可达320mm×320mm×440mm。AFS-450成型设备的主机采用紧凑型结构,电控单元则采用新结构设计,并与成型室合为一体,采用外挂式操作显示平台,其一次成型尺寸可达450mm×450mm×500mm。北京隆源公司推出的成型设备的最大特点是可成型尺寸大的制件,成型速度快,并且可成型塑料件、蜡模、树脂砂等。
华中科技大学开发出的HRPS-Ⅰ型成型设备可用于铸造中砂型,HRPS-Ⅲ型成型机则用于高分子粉末成型。目前又推出几款机型,其独特的优点是具有双送料桶的送粉系统,这可使烧结时间大大缩短,最大成型空间可达500mm×500mm×400mm,激光最大扫描速度可达4m/s,并且可用多种粉末材料成型,如多种高分子粉末、金属粉末、陶瓷粉末和覆膜砂等。
目前,成熟的SLS技术所用的粉末材料为蜡粉和塑料粉。DTM公司为主要的SLS技术用粉末材料的研发商,每年都有多种新材料出现,其中采用Dura Form GF材料生产的产品制件精度更高,表面更光滑。该公司近期又开发出弹性聚合物Somos 201材料,它具有橡胶特性,并具有耐热和抗化学腐蚀性,用该材料可制造出汽车上的蛇型管以及门封、密封垫等一些防渗漏的柔性零件。采用Rapid Steel 2.0不锈钢粉制造的模具可生产出10万件注射件,并且此材料的收缩率只有0.2%,其产品制件可达到较高的精度,几乎不需后续抛光等工序。此外,DTM公司开发的Polycarbonate、铜-尼龙混合粉末可用于制作小批量的注射模,采用这种材料制作的零件具有较高的精度。目前DTM公司在研制尼龙、聚碳酸酯、蜡等材料的基础上,主要研制和推出的是金属型粉末材料,现已制造出样品,在不久的将来就会实现商品化。
SLS技术除了可以烧结陶瓷材料外,还可烧结塑料、聚合碳化物、尼龙、金属、蜡等粉末材料,并且在烧结这些材料时一般不用添加粘结剂,也无需后处理,因此利用SLS技术可以制造出高强度的模型或功能制件。近期在这方面研究取得较大进展的是德国EOS公司,其研发出了多种多功能成型材料,经SLS快速成型技术后可直接作为功能制件。例如,PrimePart FR材料为阻燃聚酰胺粉,适合制作航空航天领域用零部件;PrimePart ST材料为聚醚共聚酰胺粉,适合制作橡胶类柔韧弹性制件;PEEK HP3由于具有优良的耐磨、抗菌(即生物兼容)性,能在医疗领域取代钛合金,在航空航天领域中制作轻结构和阻燃件等。图2-28所示为EOS 公司近期研发生产的激光烧结成型机,分别可烧结金属粉末、陶瓷覆膜砂及石英砂、塑料等成型用材料。
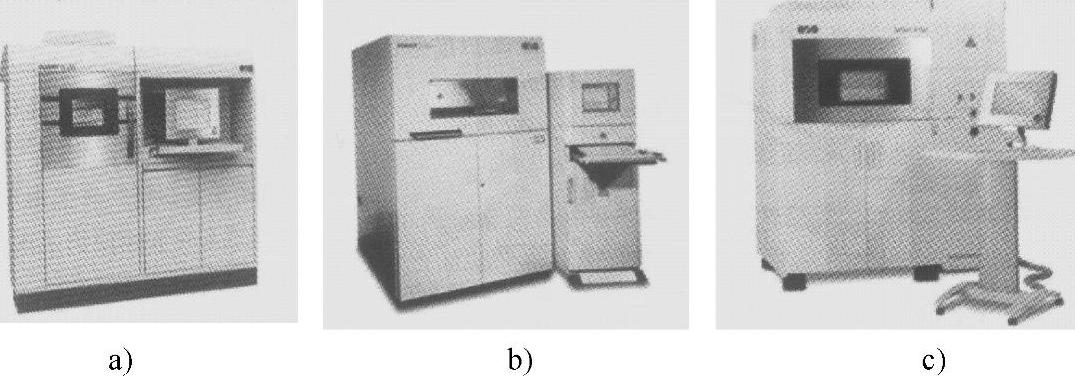
图2-28 EOS公司生产的激光烧结成型机(https://www.daowen.com)
a)烧结金属 b)烧结覆膜砂 c)烧结塑料
为了提高SLS技术的成型效率,中北大学(原华北工学院)研发出了采用变长度线扫描来取代点扫描的技术,其技术原理如图2-29所示。在扫描镜的协助下,激光器发出的光束在光束变形和线束变长单元中扩大,再进入一对圆柱形透镜组成的转换系统中,在此系统中环形光束将进行转换,变成长而狭的光束;此光束在两个处于正交位置扫描镜的作用下,进行X-Y平面的扫描运动。上述的各种装置,如扫描镜、反射板、负圆柱透镜等都是由计算机依据截面层的几何信息来控制的。采用这种变长度线扫描技术,其快速成型的效率比之前的点扫描成型提高了几倍。
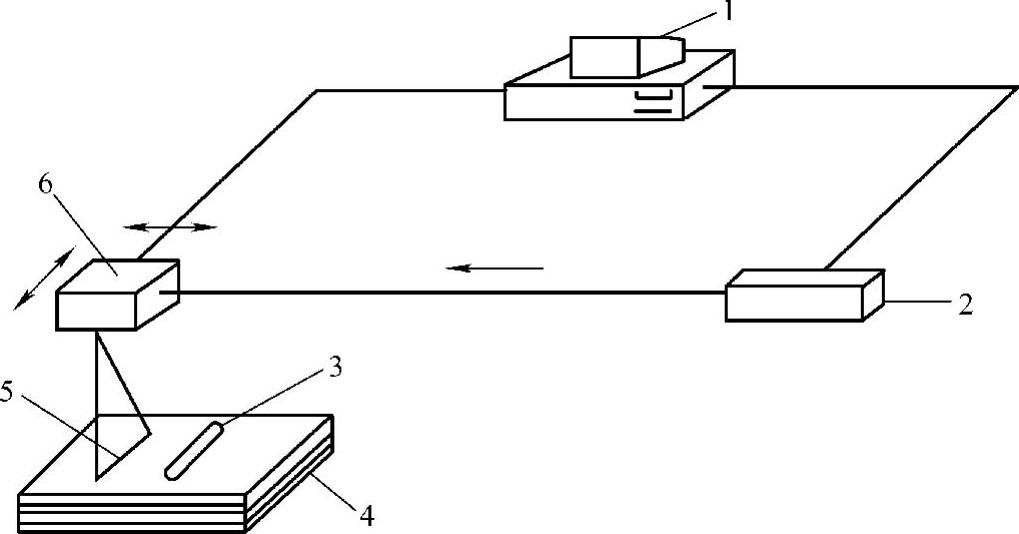
图2-29 变长度线取代点扫描的技术示意图
1—计算机 2—激光器 3—铺粉辊
4—成型工件 5—激光束 6—光束与线速变形单元
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






