(一)SLS快速成型原理
图2-20所示为SLS快速成型系统的工作原理示意图。从图中可以看出,SLS快速成型的基本原理是采用激光器对粉末状材料进行烧结和固化。首先在工作台上用刮板或辊筒铺覆一层粉末状材料,再将其加热至略低于其熔化温度,然后在计算机的控制下,激光束按照事先设定好的分层截面轮廓,对原型制件的实心部分进行粉末扫描,并使粉末的温度升至熔化点,致使激光束扫描到的粉末熔化,粉末间相互粘结,从而得到一层截面轮廓。位于非烧结区的粉末则仍呈松散状,可作为工件和下一层粉末的支撑部分。当一层截面轮廓成型完成后,工作台就会下降一个截面层的高度,然后再进行下一层的铺料和烧结动作。如此循环往复,最终形成三维产品或模型。
由此可见,SLS技术是采用激光束对粉末材料(如塑料粉、金属与粘结剂的混合物、陶瓷与粘结剂的混合物、树脂砂与粘结剂的混合物等)进行选择性的激光烧结工艺,它是一种由离散点一层层堆积,最终成型为三维实体模型的快速加工技术。
(二)SLS快速成型系统的组成
SLS快速成型系统主要由主机、计算机控制系统和冷却器三部分组成。
1.主机 主要由机身与机壳、加热装置、成型工作缸、振镜式动态聚焦扫描系统、废料桶、送料工作缸、铺粉辊装置、激光器等组成。
(1)机身与机壳。此部分给整个SLS快速成型系统提供机械支撑及所需的工作环境。
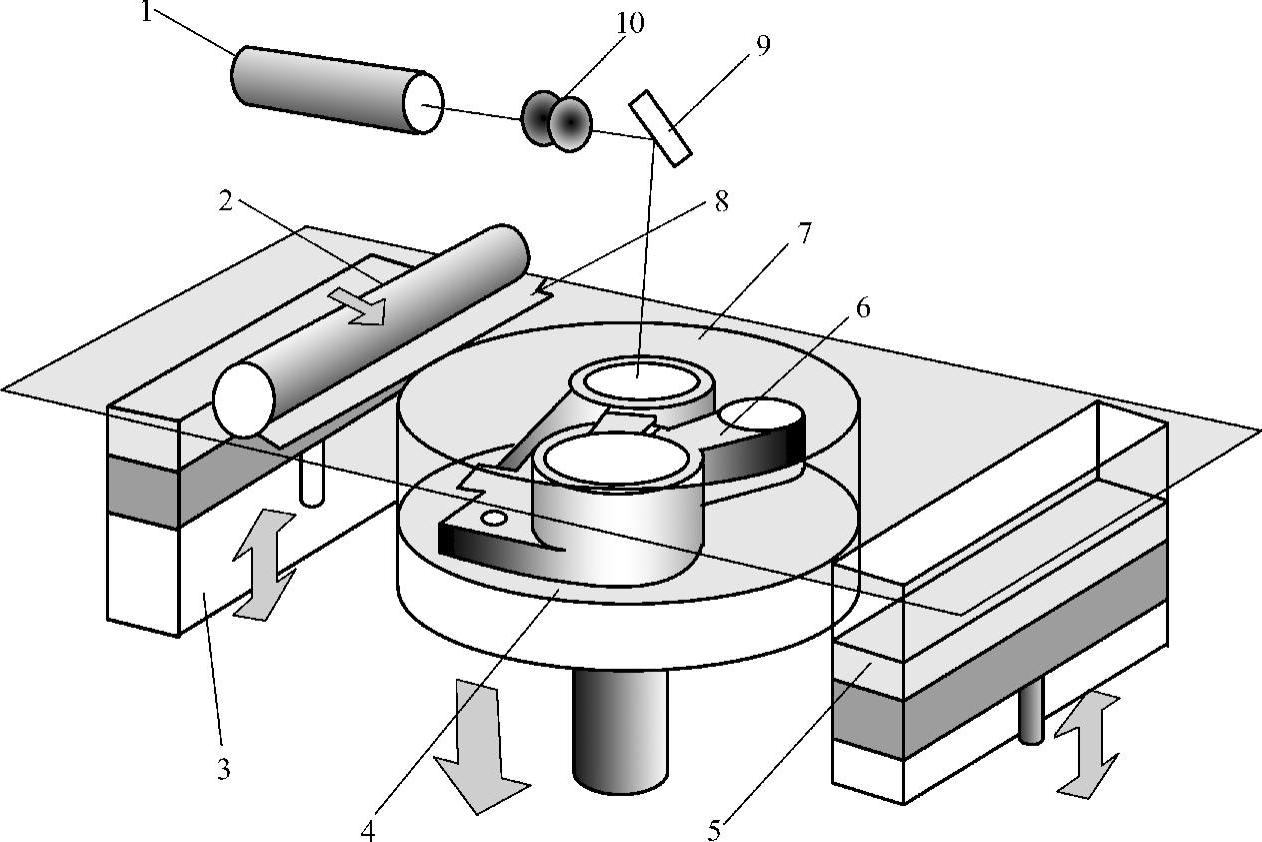
图2-20 SLS快速成型系统的工作原理示意图
1—激光器 2—铺粉辊 3—供粉辊 4—工作缸 5—收粉缸
6—原型制件 7—未烧结粉末 8—铺粉 9—扫描镜 10—聚焦镜
(2)加热装置。此部分为送料装置和工作缸中的粉末提供预加热。
(3)激光器。提供烧结粉末材料所需的能源。当前激光器主要有两种:Nd-YAG激光器和CO2激光器。Nd-YAG激光器的波长为1.06μm,CO2激光器的波长为10.6μm。一般情况下,塑料粉末的烧结选用CO2激光器,金属和陶瓷粉末的烧结采用Nd-YAG激光器。(https://www.daowen.com)
(4)成型工作缸。成品零件的加工是在工作缸中完成的。工作时,工作缸每次下降一个层厚的距离,如此循环往复。待零件加工完后,工作缸升起,取出制件,然后再为下一次的零件加工做准备。
(5)振镜式动态聚焦扫描系统。此系统由X-Y扫描头和动态聚焦模块组成。X-Y扫描头上的两个镜子能将激光束反射到工作面预定的X-Y坐标平面上。动态聚焦模块通过伺服电动机的控制,可调节Z方向的焦距,使得反射到X、Y坐标点上的激光束始终聚焦在同一平面上。动态聚焦扫描系统和激光器的控制始终保持同步。
(6)废料桶。用于回收铺粉时溢出的粉末材料。
(7)送料工作缸。提供烧结所需的粉末材料。
(8)铺粉辊装置。此装置包括铺粉辊及其驱动系统,作用是均匀地将粉末材料平铺在工作缸上。
2.计算机控制系统 由计算机、应用软件、传感检测单元和驱动单元组成。
(1)计算机。由上位机和下位机两级控制组成。其中,上位机是主机,一般采用配置高、运行速度快的计算机完成三维CAD数据的处理任务;下位机是子机,为执行机构,进行成型运动的控制工作,即机电一体的运动控制。通过特定的通信协议,主机和子机进行双向通信,构成并联的双层系统。
(2)应用软件。主要包括下列几部分软件:①切片模块:STL文件和直接切片文件两种模块;②数据处理:识别STL文件及重新编码;③工艺规划:烧结参数、扫描方式和成型方向等的设置;④安全监控:设备和烧结过程故障的诊断、自动停机保护等。
(3)传感检测单元。此部分包括温度和工作缸升降位移传感器。温度传感器用来检测工作腔、送料筒粉末的预加热温度,以便进行实时的温度监控。
(4)驱动单元。主要控制各电动机完成铺粉辊的平移和自转、工作缸上下升降和动态聚焦扫描系统各轴的驱动。
3.冷却器 此部分由可调恒温水冷却器、外管路组成,用于冷却激光器及提高激光能量的稳定性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






