【摘要】:光固化成型技术,又可称为立体光刻成型技术。光固化成型技术已很成熟和稳定,尺寸精度也较高,最高可达0.2%。图2-5 光固化成型设备1—激光发生器 2—原型制件 3—光敏树脂液槽图2-6 光固化成型工艺过程1—CAD模型 2—切片处理 3—快速成型 4—激光固化 5—原型制件SLA技术是早期发展起来的RP技术,也是目前最成熟、应用最广泛的RP技术之一。采用SLA技术制作的模型一般制作层厚在0.05~0.15mm之间,且成型的零件精度较高。
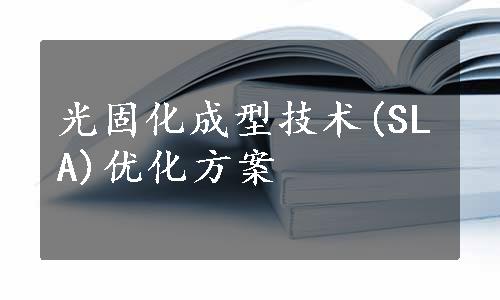
光固化成型(Stereo Lithography或Stereo Lithography Apparatus,简称SL或SLA)技术,又可称为立体光刻成型技术。光固化成型技术已很成熟和稳定,尺寸精度也较高,最高可达0.2%。此项技术缘于Charles W.Hull提出的,采用激光束照射液态光敏树脂后逐层制作三维实体的快速成型方案。此项技术于1984年获得美国专利,之后3D System公司根据此项专利,在1986年生产出第一台激光快速成型设备SLA-250,如图2-5所示。其模型制作的工艺过程与模型制件分别如图2-6、图2-7所示。
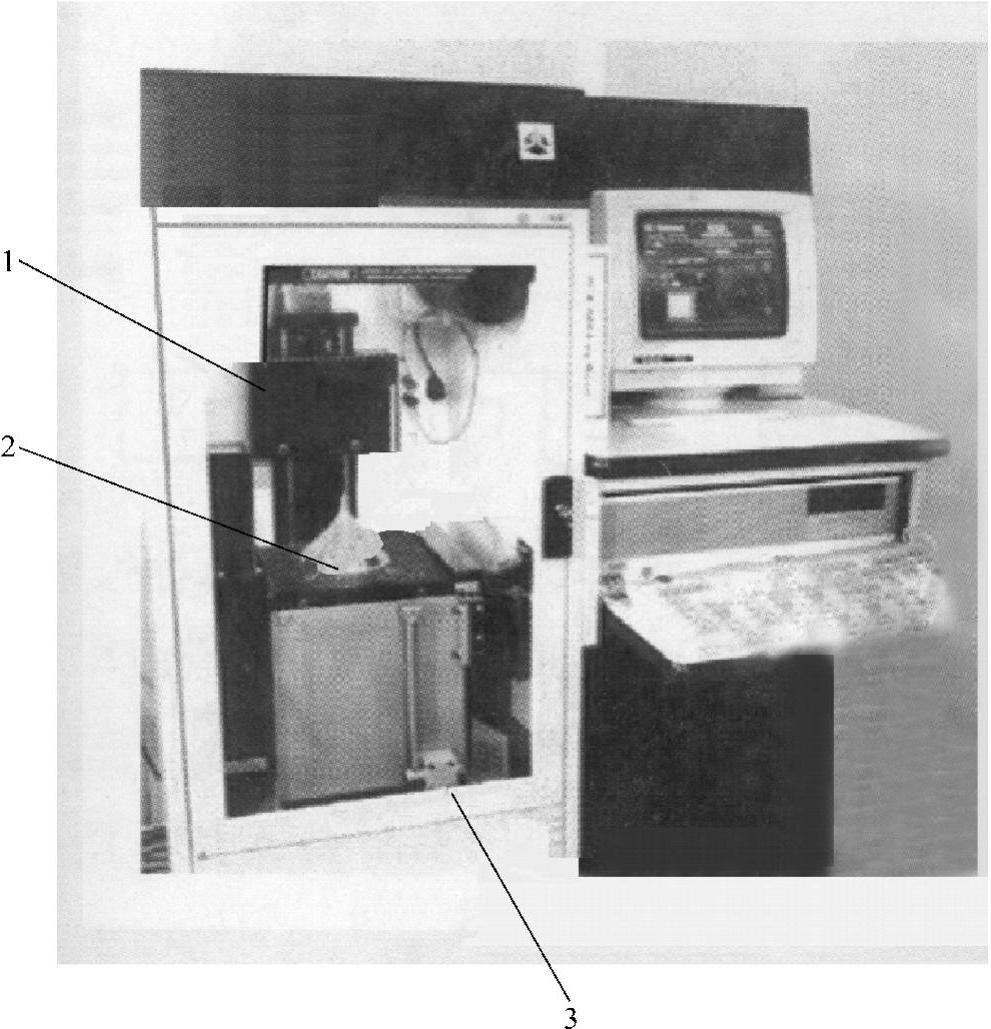
图2-5 光固化成型设备
1—激光发生器 2—原型制件 3—光敏树脂液槽
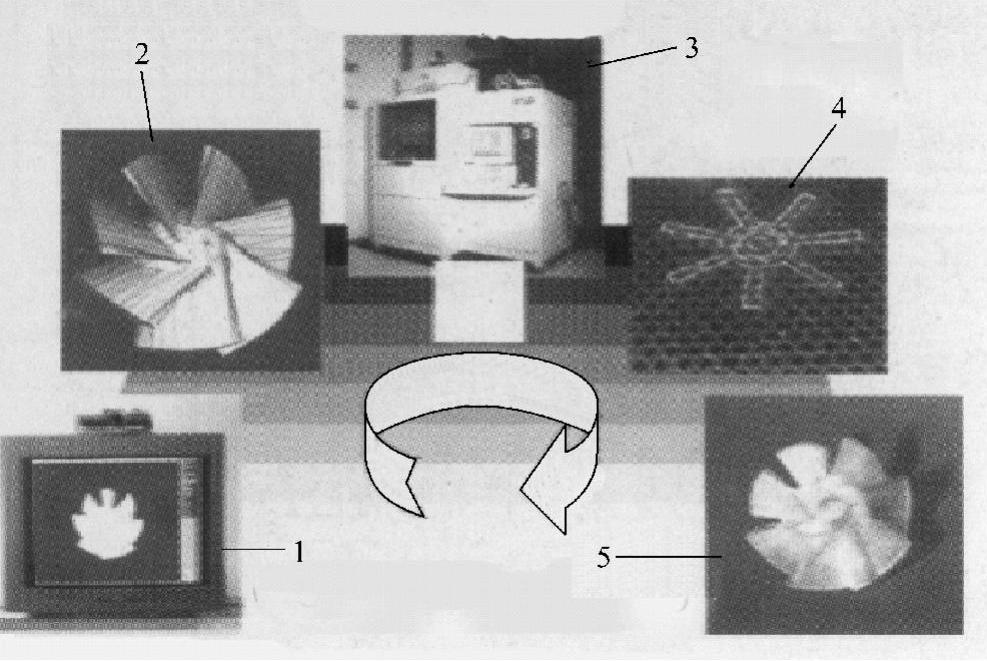
图2-6 光固化成型工艺过程(www.daowen.com)
1—CAD模型 2—切片处理 3—快速成型 4—激光固化 5—原型制件
SLA技术是早期发展起来的RP技术,也是目前最成熟、应用最广泛的RP技术之一。它能简便快捷地加工制造出各种传统加工方法难以加工制作的复杂的三维实体模型,在加工技术领域中具有划时代的意义。采用SLA技术制作的模型一般制作层厚在0.05~0.15mm之间,且成型的零件精度较高。然而,此技术也有自身的局限性,如需要制作支撑,树脂易产生收缩导致模型精度下降,并且光固化树脂有一定的毒性。
图2-7 光固化成型制件
1—原型制件 2—支撑结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






