快速成型技术的基本原理是逐层叠加制造。快速成型设备是在X-Y平面内通过二维扫描形成原型制件的截面轮廓形状,而在Z坐标上做间断的层厚位移,最终形成三维的产品或模型。因此,目前一般的快速成型设备主要由扫描路径、RP运动机构、能源设备、材料供给和控制系统四大部分组成。
(一)扫描路径
扫描路径是指模型成型一个截面轮廓时的运动路径,共有两种路径:一种是栅格路径,由一系列连续的或者是间断的直线形成一个个轮廓截面;另一种路径是先沿截面轮廓线进行矢量运动,而后形成一圈圈截面外轮廓线,外轮廓线的内部可以用矢量路径或栅格路径加以填充。
这两种路径的主要差别在于模型成型的精度和速度。栅格路径是仅仅沿着一个坐标运动,所以其速度较快,由于其轮廓线是由三角形近似得到的,因此会产生离散误差。矢量路径则避免了这种误差,但需进行二维的插补,扫描速度较慢,其优点是轮廓精度较高。
(二)RP运动机构
RP运动机构是指得到三维几何实体制件的运动执行机构。常用的运动执行机构有两种:一种是X、Y、Z三个坐标轴的运动均由机械传动实现;另一种由电流偏转镜的转动形成原型件的二维轮廓截面,再由机械传动的垂直位移使轮廓截面相互叠加。(https://www.daowen.com)
快速成型机的控制系统只有接受三维CAD实体模型后,才能进行数据格式转换和分层切片处理。因此,必须先在计算机上用CAD软件建立产品的三维实体模型;或将已有产品的二维工程图样转换成三维CAD数据模型;或采用逆向工程用扫描机对已有的零件实样进行扫描,得到三维CAD数据模型。然后再对三维CAD数据模型进行处理。
目前,根据快速成型设备的运动机构和成型的扫描路径特征,可将典型的快速成型设备分为以下几类,见表2-2。
表2-2 几种典型的快速成型设备
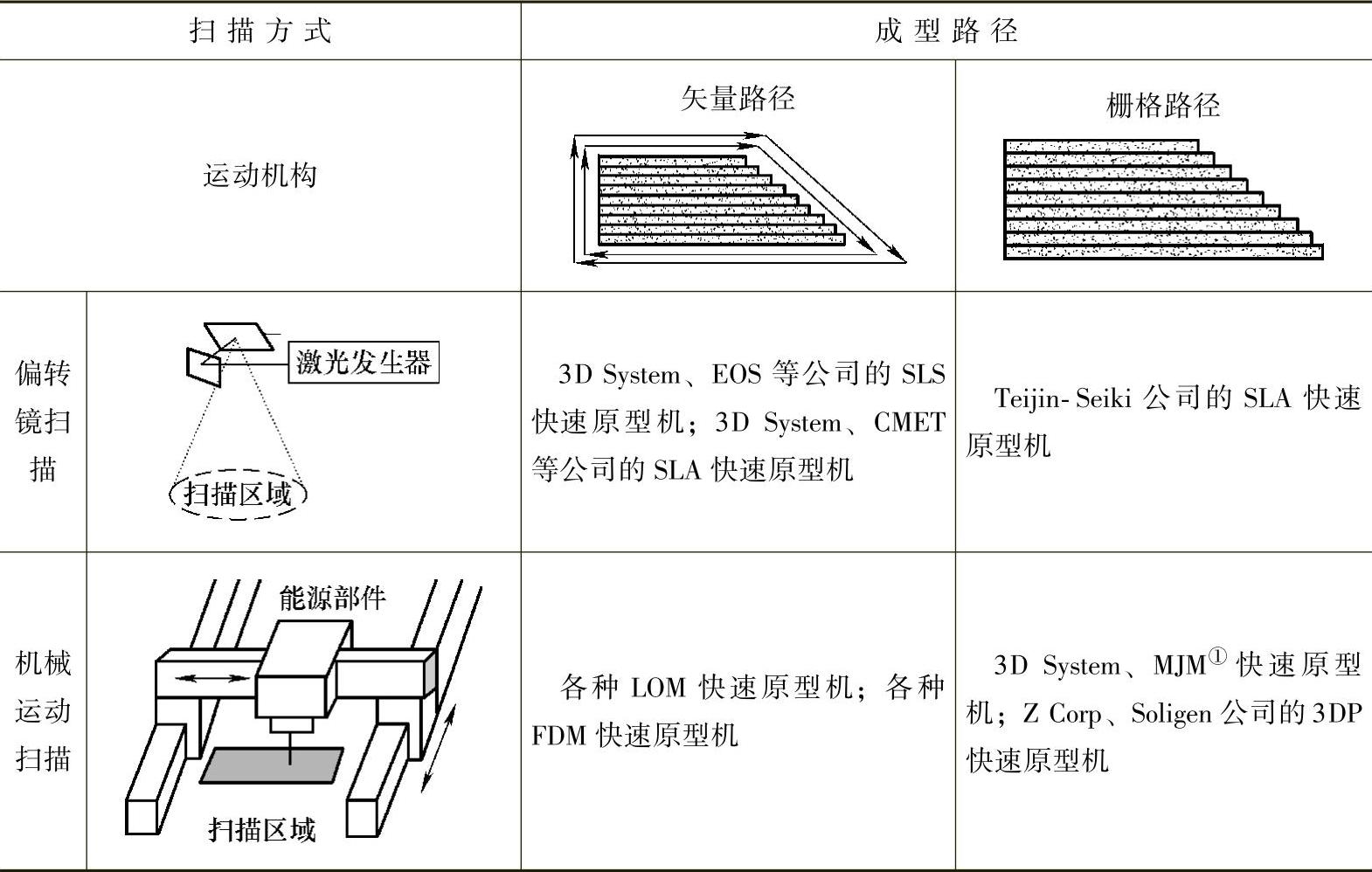
①MJM:Multi-Jet Molding(多喷嘴成型)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






